Изобретение относится к области машиностроения и предназначено для контроля качества процесса сварки.
Целью изобретения является расширение функциональных возможностей и повышение точности работы.
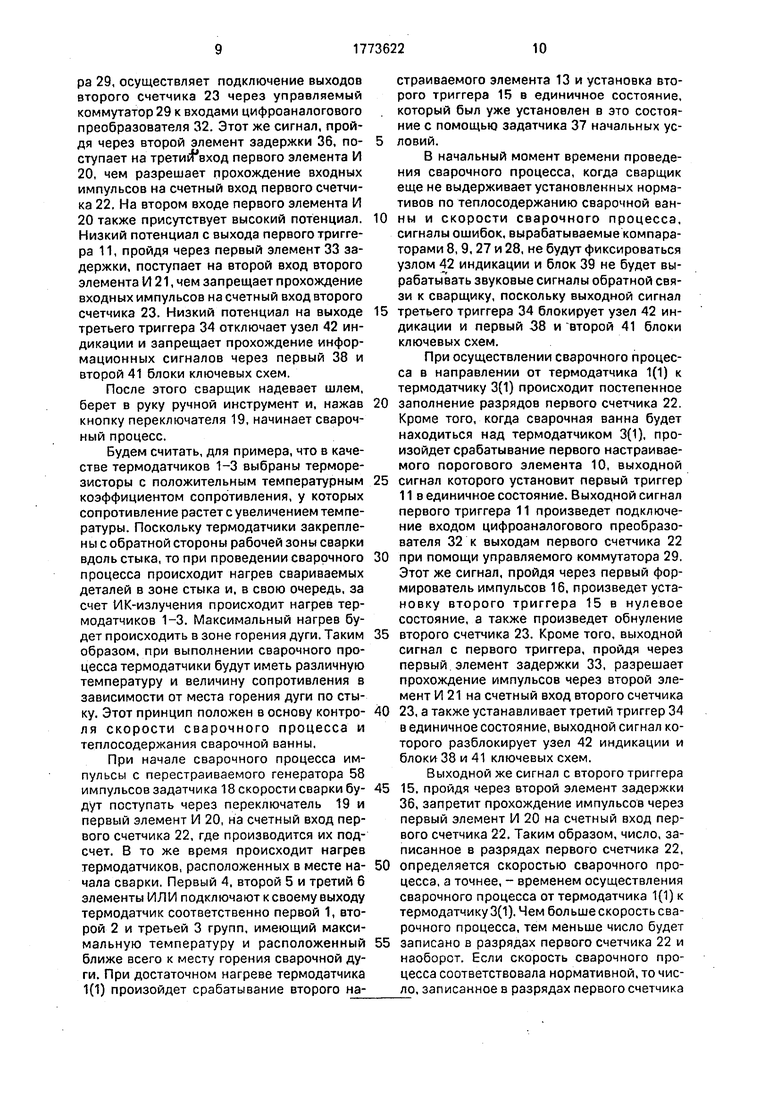
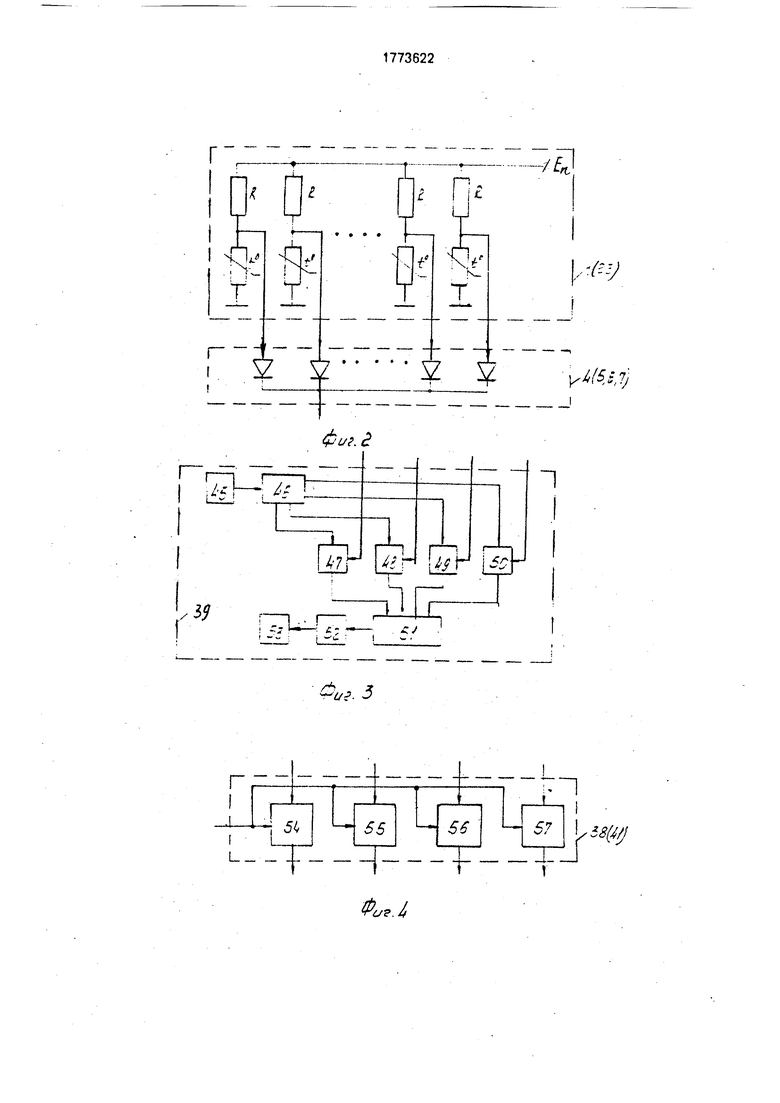
На фиг.1 приведена схема устройства; на фиг.2 - схема соединения термодатчиков с элементом ИЛИ; на фиг.З - схема блока выработки звуковых сигналов обратной связи; на фиг.4 - схема блока ключевых схем; на фиг.5 - схема задатчика скорости сварки;
на фиг.6 - схема зздатчика величины теплосодержания сварочной ванны.
Блоки, узлы и элементы устройства для контроля скорости сварки и теплосодержания сварочной ванны, представленные на фиг.1, соединены между собой следующим образом.
Термодатчики первой 1(1)-1(N), второй 2(1)-2(N) и третьей 3(1)-3(N) групп соединены соответственно с входами с первого по N первого 4, второго 5 и третьего 6 элементов ИЛИ, выходы которых соединены с вхоvj
vj СО О
ю ю
дами с первого по третий четвертого 7 элемента ИЛИ, выход которого соединен с вторыми входами первого 8 второго 9 компараторов. Выход третьего элемента ИЛИ 6 через первый настраиваемый пороговый элемент 10 соединен с S-входом первого триггера 11. а выход пятого элемента ИЛИ 12 соединен с R-входом первого триггера 11. Выход первого элемента ИЛИ А через второй настраиваемый пороговый элемент 13 соединен с первым входом шестого элемента ИЛИ 14, выход которого соединен с S-входом второго триггера 15. Выход первого триггера 11 через первый формирователь 16 импульсов соединен с R- входом второго триггера 15. Первые входы первого 8 и второго 9 компараторов соединены соответственно с первым и вторым выходами задатчика 17 величины теплосодержания сварочной ванны. Первый выход задатчика 18 скорости сварки через переключатель 19 соединен с первыми входами первого 20 и второго 21 элементов И, выходы которых соединены соответственно со счетными входами первого 22 и второго 23 счетчиков, R-входы которых соединены соответственно с выходами восьмого 24 и девятого 25 элементов ИЛИ, Первый и второй входы седьмого элемента ИЛИ 26 соединены соответственно с выходами первого 8 и второго 9 компараторов. Второй выход задатчика 18 скорости сварки соединен с первым входом третьего компаратора 27, а его третий выход соединен с первым входом четвертого компаратора 28. Выходы первого счетчика 22 соединены с первыми входами управляемого коммутатора 29 и входами первого элемента И-НЕ 30, а выходы второго счетчика 23 соединены с вторыми входами управляемого коммутатора 29 и входами второго элемента И-НЕ 31. Выходы первого 30 и второго 31 элементов И-НЕ соединены соответственно, с вторыми входами первого 20 и второго 21 элементов И. Выходы управляемого коммутатора 29 соединены с соответствующими входами цифроаналого- вого преобразователя 32, выход которого соединен с объединенными вторыми входами третьего 27 и четвертого 28 компараторов. Выход первого триггера 11 соединен с первым управляющим входом управляемого коммутатора 29 и входом первого элемента 33 задержки, выход которого соединен с третьим входом второго элемента И 21 и S-входом третьего триггера 34. Выход второго триггера 15 соединен с входом второго формирователя 35 импульсов, вторым управляющим входом управляемого коммутатора 29 и входом второго элемента 36 задержки, выход которого соединен с третьим входом первого элемента И 20. Выход первого формирователя 16 импульсов соединен также с вторым входом девятого элемента ИЛИ 25, а выход второго
формирователя 35 импульсов соединен с вторым входом восьмого элемента ИЛИ 24 и вторым входом пятого элемента ИЛИ 12. Выход задатчика 37 начальных условий соединен с первым входом пятого элемента
0 ИЛИ 12, R-входом третьего триггера 34, вторым входом шестого элемента ИЛИ 14 и первыми входами восьмого 24 и девятого 25 элементов ИЛИ. Входы первого блока 38 ключевых схем соединены соответственно с выходами первого 8, второго 9, третьего
5 27 и четвертого 28 компараторов, а также выходом третьего триггера 34, а его выходы соединены с входами блока 39 выработки звуковых сигналов обратной связи. Входы десятого элемента ИЛИ 40 соединены соответственно с выходами третьего 27 и четвер0 того 28 компараторов. Входы второго блока 41 ключевых схем соединены соответственно с выходами седьмого 26 и десятого 40 элементов ИЛИ, цифроаналогового преобразователя 32 и третьего триггера 34, а его
5 выходы соединены с соответствующими входами узла 42 индикации, вход которого также соединен с выходом третьего триггера 34. Кроме того, на фиг,1 представлен сварочный инструмент 43, подсоединенный к
0 выходу сварочного источника 44 питания.
Термодатчики 1-3 предназначены для выработки исходных сигналов определения скорости сварочного процесса и теплосодержания сварочной ванны и представляют
5 собой набор термочувствительных элементов, представленных на фиг.2, например терморезисторов. ИК-фотодиодов расположены параллельно поверхности сварки со стороны корня шва на некотором расстоя0 нии от стыка, при этом количество термодат- чиков выбрано исходя из размеров свариваемых деталей и требуемой точности контроля скорости сварочного процесса и теплосодержания сварочной ванны.
5 Первый 4, второй 5 и третий 6 элементы ИЛИ соответственно предназначены для выделения сигнала, снимаемого с термодатчика с максимальной температурой нагрева при проведении сварочного процесса, соот0 ветстеенно для термодатчиков первой 1, второй 2 и третьей 3 групп и могут быть выполнены по схеме, представленной на фиг.2.
Четвертый элемент ИЛИ 7 предназна5 чен для выделения сигнала о текущем теплосодержании сварочной ванны и может быть выполнен по схеме, представленной на фиг.2.
Первый компаратор 8 предназначен для формирования сигнала ошибки по теплосодержанию сварочной ванны, когда величина текущего теплосодержания сварочной ванны является меньшей ее номинального значения, и можеЧ быть выполнен по известной схеме электронного компаратора.
Второй компаратор 9 предназначен для формирования сигнала ошибки по теплосодержанию сварочной ванны, когда величина текущего теплосодержания сварочной ванны превышает ее номинальное значение, и может быть выполнен по известной схеме электронного компаратора.
Седьмой элемент ИЛИ 26 предназначен для пропускания выходных сигналов ошибок по теплосодержанию сварочной ванны на вход второго блока 41 ключевых схем.
Первый 10 и второй 13 настраиваемые пороговые элементы, а также первый 11 и второй 15 триггеры предназначены для выработки управляющих сигналов контроля скорости сварочного процесса при проведении его над термодатчиками первой 1 или третьей 3 групп. Пятый 12 и шестой 14 элементы ИЛИ предназначены для управления работой первого 11 и второго 15 триггеров.
Первый 16 и второй 35 формирователи импульсов предназначены для выработки коротких импульсов, передний фронт которых совпадает с передним фронтом импуль- сов, вырабатываемых на выходе соответственно первого 11 и второго 15 триггеров, и которые могут быть выполнены по известной схеме с применением дифференцирующих цепей.
Третий триггер 34 предназначен для осуществления управления первым 38 и вторым 41 блоками ключевых схем и узлом 42 индикации в начальный момент осуществления сварочного процесса.
Третий компаратор 27 предназначен для выработки сигнала ошибки по скорости сварочного процесса, когда скорость реального сварочного процесса является меньшей номинальной скорости, и может быть выполнен по известной схеме электронного компаратора.
Четвертый компаратор 28 предназначен для выработки сигнала ошибки по скорости сварочного процесса, когда скорость реального сварочного процесса превышает номинальную скорость сварки, и может быть выполнен по известной схеме электронного компаратора.
Десятый элемент ИЛ И 40 предназначен для пропускания выходных сигналов ошибок по скорости сварки с третьего 27 и четвертого 28 компараторов на вход второго блока 41 ключевых схем.
Узел 42 индикации предназначен для документальной регистрации величины текущего теплосодержания сварочной ванны, величины скорости сварочного процесса, а
также фиксации ошибок по скорости сварочного процесса и величине теплосодержания сварочной ванны. В качестве узла 42 индикации может использоваться, например, серийный быстродействующий самопишущий
0 многоканальный прибор Н-338 и ему аналогичный.
Блок 39 выработки звуковых сигналов обратной связи, схема которого представлена на фиг.З, содержит генератор 45 импуль5 сов, счетчик 46, первую 47, вторую 48, третью 49 и четвертую 50 ключевые схемы, четырехвходовый элемент ИЛИ 51, усилитель 52 и узел 53 предъявления учетной информации.
0 Генератор 45 импульсов предназначен для генерации непрерывной последовательности импульсов звуковой частоты и может быть выполнен по широко известной схеме генератора прямоугольных импульсов.
5 Счетчик 46 представляет собой четырехразрядный двоичный счетчик, предназначенный для деления частоты импульсов, поступающих на его вход.
Первая 47, вторая 48, третья 49 и четвер0 тая 50 ключевые схема предназначены для управления пропусканием импульсов звуковой частоты с выходом разрядов счетчика 46 на входы элемента ИЛИ 51 при отклонении скорости сварочного процесса и величины
5 теплосодержания сварочной ванны от их нормативных значений.
Элемент ИЛИ 51 предназначен для пропускания сигналов, поступающих на его вход, на вход усилителя 52.
0 Усилитель 52 предназначен для усиления по мощности входных сигналов и может быть выполнен по широко известной схеме усилителя мощности.
Узел 53 предъявления учетной инфор5 мации предназначен для оповещения сварщика от его ошибках по скорости Сварочного процесса и величине теплосодержания сварочной ванны при их соверше- нии, в качестве которого могут
0 использоваться, например, головные телефоны, встроенные в шлем сварщика.
Первый 38 и второй 41 блоки ключевых схем предназначены для управления пропусканием сигналов на входы соответственно
5 блока 39 выработки звуковых сигналов обратной связи и узла 42 индикации. Они выполнены по идентичной схеме, представленной на фиг.4, и содержат с первой и четвертую ключевые схемы 54-57, информационные входы и выходы которых являются входами и выходами блоков, а управляющие входы ключевых схем соединены между собой и являются управляющими входами блоков.
Задзтчик 37 начальных условий предназначен для выработки управляющих сигналов установки необходимых блоков, узлов и элементов устройства в исходное состояние, необходимое для правильной работы устройства. Он может быть выполнен в виде коммутационного элемента, подключающего выход задатчика или к шине питания, или к земляной шине,
Задатчик 18 скорости сварки, схема которого представлена на фиг.5, содержит перестраиваемый генератор 58 импульсов и первый 59 и второй 60 элементы задания минимальной и максимальной величины допустимой номинальной скорости сварочного процесса.
Перестраиваемый генератор 58 импульсов предназначен для генерации непрерывной последовательности импульсов с частотой 0,1-10 Гц и обладает возможностью плавной регулировки частоты. Частота генерации перестраиваемого генератора 58 определяет необходимую среднюю нормативную скорость сварочного процесса. Он может быть выполнен по известной схеме перестраиваемого генератора прямоугольных импульсов.
Первый 59 и второй 60 элементы задания минимальной и максимальной величины допустимой номинальной скорости сварочного процесса могут быть выполнены по известной схеме с применением потенциометров. .
Выход перестраиваемого генератора 58 импульсов и выходы первого 59 и второго 60 элементов задатчика 18 скорости сварки являются соответственно первым, вторым и третьим выходами задатчика 18 скорости сварки.
Задатчик 17 величины теплосодержания сварочной ванны, схема которого представлена на фиг.6, содержит первый 61 и второй 62 элементы задания минимальной и максимальной допустимой величины теплосодержания сварочной ванны, выходы которых являются выходами задатчика 17, и которые могут быть выполнены по известной схеме с применением потенциометров. Переключатель 19 предназначен для осуществления пуска всего устройства.
Первый 22 и второй 23 счетчики предназначены для попеременного подсчета числа импульсов, поступающих на их счетные входы, и выработки цифровых кодов, определяющих реальную скорость сварочного процесса, и могут быть выполнены по известной схеме двоичных счетчиков.
Восьмой 8 и девятый 25 элементы ИЛИ предназначены для подачи управляющих сигналов на R-входы соответственно первого 22 и второго 23 счетчиков.
Первый 20 и второй 21 элементы И предназначены для осуществления управления пропусканием входных импульсов на информационные входы соответственно первого 22 и второго 23 счетчиков.
Первый 30 и второй 31 элементы И-НЕ предназначены для выработки управляющих сигналов, запрещающих прохождение импульсов на счетные входы соответственно первого 22 и второго 23 счетчиков при их
полном заполнении.
Управляемый коммутатор 29 предназначен для попеременного подключения выходов первого 22 и второго 23 счетчиков к входам цифроаналогового преобразователя 32.
Цифроаналоговый преобразователь 32
предназначен для преобразования цифрового кода скорости реального сварочного процесса поступающего на его входы, в аналоговый сигнал, величина которого будет определять текущую скорость сварочного процесса.
Первый 33 и второй 36 элементы задержки предназначены для временной задержки сигналов, поступающих на их входы.
Устройство для контроля скорости сварки и теплосодержания сварочной ванны работает следующим образом.
Сварщик включает устройство и с помощью первого 61 и второго 62 элементов задания минимальной и максимальной допустимой величины теплосодержания сварочной ванны задатчика 17 величины теплосодержания сварочной ванны и первого 59 и второго 60 элементов задания мини- мальной и максимальной величины допустимой скорости сварки задатчика 18 скорости сварки устанавливает нижнюю верхнюю границы номинальной величины
теплосодержания сварочной ванны и скорости сварочного процесса, а также, установив частоту перестраиваемого генератора 58 импульсов, задает среднюю нормативную скорость сварочного процесса. Кроме
того, сварщик с помощью задатчика 37 на- чальных условий устанавливает первый триггер 11 в нулевое состояние, второй триггер 15 - в единичное состояние и третий триггер 34 - в нулевое состояние. Кроме
того, выходной управляющий сигнал с задатчика 37 начальных условий производит обнуление первого 22 и второго 23 счетчиков. Высокий потенциал на выходе второго триггера 15, поступающий на второй управляющий вход управляемого коммутатоpa 29, осуществляет подключение выходов второго счетчика 23 через управляемый коммутатор 29 к входами цифроаналогового преобразователя 32. Этот же сигнал, пройдя через второй элемент задержки 36, поступает на третий вход первого элемента И 20, чем разрешает прохождение входных импульсов на счетный вход первого счетчика 22. На втором входе первого элемента И 20 также присутствует высокий потенциал. Низкий потенциал с выхода первого триггера 11, пройдя через первый элемент 33 задержки, поступает на второй вход второго элемента И 21, чем запрещает прохождение входных импульсов на счетный вход второго счетчика 23. Низкий потенциал на выходе третьего триггера 34 отключает узел 42 индикации и запрещает прохождение информационных сигналов через первый 38 и второй 41 блоки ключевых схем.
После этого сварщик надевает шлем, берет в руку ручной инструмент и, нажав кнопку переключателя 19, начинает сварочный процесс.
Будем считать, для примера, что в качестве термодатчиков 1-3 выбраны терморезисторы с положительным температурным коэффициентом сопротивления, у которых сопротивление растет с увеличением температуры. Поскольку термодатчики закреплены с обратной стороны рабочей зоны сварки вдоль стыка, то при проведении сварочного процесса происходит нагрев свариваемых деталей в зоне стыка и, в свою очередь, за счет ИК-излучения происходит нагрев термодатчиков 1-3. Максимальный нагрев будет происходить в зоне горения дуги. Таким образом, при выполнении сварочного процесса термодатчики будут иметь различную температуру и величину сопротивления в зависимости от места горения дуги по стыку. Этот принцип положен в основу контро- ля скорости сварочного процесса и теплосодержания сварочной ванны,
При начале сварочного процесса импульсы с перестраиваемого генератора 58 импульсов задатчика 18 скорости сварки будут поступать через переключатель 19 и первый элемент И 20, на счетный вход первого счетчика 22, где производится их подсчет. В то же время происходит нагрев термодатчиков, расположенных в месте начала сварки. Первый 4, второй 5 и третий 6 элементы ИЛ И подключают к своему выходу термодатчик соответственно первой 1, второй 2 и третьей 3 групп, имеющий максимальную температуру и расположенный ближе всего к месту горения сварочной дуги. При достаточном нагреве термодатчика 1(1) произойдет срабатывание второго настраиваемого элемента 13 и установка второго триггера 15 в единичное состояние, который был уже установлен в это состояние с помощью задатчика 37 начальных условий.
В начальный момент времени проведения сварочного процесса, когда сварщик еще не выдерживает установленных нормативов по теплосодержанию сварочной ван0 ны и скорости сварочного процесса, сигналы ошибок, вырабатываемые компараторами 8,9, 27 и 28, не будут фиксироваться узлом 42 индикации и блок 39 не будет вырабатывать звуковые сигналы обратной связи к сварщику, поскольку выходной сигнал
5 третьего триггера 34 блокирует узел 42 индикации и первый 38 и второй 41 блоки ключевых схем.
При осуществлении сварочного процесса в направлении от термодатчика 1(1) к термодатчику 3(1) происходит постепенное
0 заполнение разрядов первого счетчика 22. Кроме того, когда сварочная ванна будет находиться над термодатчиком 3(1), произойдет срабатывание первого настраиваемого порогового элемента 10, выходной
5 сигнал которого установит первый триггер 11 в единичное состояние. Выходной сигнал первого триггера 11 произведет подключение входом цифроаналогового преобразователя 32 к выходам первого счетчика 22
0 при помощи управляемого коммутатора 29. Этот же сигнал, пройдя через первый формирователь импульсов 16, произведет установку второго триггера 15 в нулевое состояние, а также произведет обнуление
5 второго счетчика 23. Кроме того, выходной сигнал с первого триггера, пройдя через первый элемент задержки 33, разрешает прохождение импульсов через второй элемент И 21 на счетный вход второго счетчика
0 23, а также устанавливает третий триггер 34 в единичное состояние, выходной сигнал которого разблокирует узел 42 индикации и блоки 38 и 41 ключевых схем.
Выходной же сигнал с второго триггера
5 15, пройдя через второй элемент задержки 36, запретит прохождение импульсов через первый элемент И 20 на счетный вход первого счетчика 22. Таким образом, число, записанное в разрядах первого счетчика 22,
0 определяется скоростью сварочного процесса, а точнее, - временем осуществления сварочного процесса от термодатчика 1(1) к термодатчику 3(1), Чем больше скорость сварочного процесса, тем меньше число будет
5 записано в разрядах первого счетчика 22 и наоборот. Если скорость сварочного процесса соответствовала нормативной, то число, записанное в разрядах первого счетчика
22. будет равно половине максимально возможного числа, которое может быть записано в этом счетчике. Если же скорость сварочного процесса была слишком мала, что привело к полному заполнению первого счетчика 22 (на выходах всех разрядов счетчика высокий потенциал), сработает первый элемент И-НЕ 30, выходной сигнал которого запретит прохождение импульсов через первый элемент И 20 на счетный вход первого счетчика 22, Такое состояние будет устойчивым то тех пор, пока сварочная ванна не достигнет местоположения термодатчика 3(1).
Таким образом, каждому цифровому коду, записанному в первом счетчике, однозначно соответствует определенная скорость сварочного процесса. Чем больше разрядность, тем выше точность контроля. Записанный в первом счетчике 22 цифровой код преобразуется с помощью цифроанало- гового преобразователя 32 и аналоговый сигнал, который подается на вторые входы третьего 27 и четвертого 28 компараторов. Если скорость сварочного процесса будет превышать ее пределы, установленные заранее в задатчике 18 скорости сварочного процесса, то сработает третий 27 или четвертый 28 компараторы в зависимости от того, проходит ли опережение или отставание скорости сварки от нормативного значения, которые выработают сигнал ошибки по скорости сварочного процесса. Сигналы ошибок с выходов третьего 27 или четвертого 28 компараторов разрешают прохождение звуковых сигналов тревоги по скорости сварочного процесса с выходов счетчика 46 через третью 49 или четвертую 50 ключевые схемы, элемент ИЛИ 51, усилитель 52 на вход узла 53 предъявления учетной информации для оповещения сварщика об ошибках по скорости ведения сварочного процесса для их устранения. Кроме того, сигналы ошибок по скорости сварки с выхода десятого элемента ИЛИ 40, а также аналоговый сигнал скорости сварки с выхода цифроаналогового преобразователя поступают через второй блок 41 ключевых схем на входы узла 42 индикации для их документальной регистрации.
Выходы первого счетчика 22 будут подключены к входам цифроаналогового преобразователя 32 все время, пока сварочный процесс будет проходить от термодатчика 3(1) в направлении термодатчика 1(2). В это же время на счетный вход второго счетчика 23 будут поступать счетные импульсы. При расположении сварочной ванны над термодатчиком 1(2) произойдет срабатывание второго настраиваемого порогового элемента 13 и, как следствие, перевод второго триггера 15 в единичное, а первого триггера 11 в нулевое состояние. В результате выходы второго счетчика 23 будут подключены
5 через управляемый коммутатор 29 к входам цифроаналогового преобразователя 32. Цифровой код, записанный в разрядах второго счетчика 23, определяет скорость сварочного процесса на участке между
0 термодатчиками 3(1) и 1(2).
Таким образом, в процессе сварки к входам цифроаналогового преобразователя 32 будут попеременно подключаться выходы первого 22 или второго 23 счетчиков, в раз5 рядах которых записывается цифровой код текущей скорости сварочного процесса на участках между термодатчиками первой 1 и третьей 3 групп.
Термодатчики всех трех групп позволя0 ют контролировать текущее теплосодержание сварочной ванны. Четвертый элемент ИЛИ 7 подключит к своему выходу термодатчик, имеющий максимальную температуру и расположенный в районе горения
5 сварочной дуги. С выхода четвертого элемента ИЛИ 7 аналоговый сигнал текущего теплосодержания сварочной ванны поступит через блок 41 на вход 42 индикации для его документальной регистрации, а также
0 поступит на вторые входы первого 8 и второго 9 компараторов, которые вырабатывают сигналы ошибки по тепловому режиму сварочной ванны, если величина текущего теплосодержания сварочной ванны отлича5 ется от нормативного значения. Сигналы ошибок по величине теплосодрежания сварочной ванны с выходов первого 8 и второго 9 компараторов через седьмой элемент ИЛИ 26 поступают через блок 41 на вход
40 узла 42 индикации для их документальной регистрации. Эти же сигналы поступают через блок 38 при наличии ошибок на управляющие входы соответственно первой 47 или второй 48 ключевой схемы, чем разре5 шают прохождение звуковых сигналов тревог с выходов счетчика 46 через элемент ИЛИ 51 и усилитель 52 на вход узла 53 предъявления учетной информации для оповещения сварщика об его ошибках и после0 дующего их устранения.
Таким образом, устройство для контроля скорости сварки и теплосодержания сварочной ванны позволяет контролировать текущие значения скорости сварочного про5 цесса и теплосодержания сварочной ванны, а также регистрировать ошибки по скорости сварки и теплосодержанию сварочной ванны. В устройстве также предусмотрено оповещение сварщика о его ошибках по
скорости сварки и теплосодержанию сварочной ванны в момент их совершения с целью устранения этих ошибок и повышения качества проводимого сварочного процесса. За счет расположения термодатчиков вдоль стыка со стороны корня шва удается контролировать такие явления как прожег или непровар, что расширяет возможности контроля качества сварного соединения.
Технико-экономический эффект применения устройства для контроля скорости сварки и теплосодержания сварочной ванны будет состоять в расширении функциональных возможностей устройства и повышении качества сварных соединений, т.е. уменьшении брака.
Формула изобретения 1. Устройство для контроля скорости сварки и теплосодержания сварочной ванны, содержащее линейку термодатчиков, равномерно расположенных вдоль стыка на определенном расстоянии от него, управляемый коммутатор, первый счетчик, цифроа- налоговый преобразователь, узел индикации, первый компаратор и первый настраиваемый пороговый элемент, о т л и чающееся тем, что, с целью расширения функциональных возможностей и повышения точности работы, термодатчики расположены со стороны корня шва и объединены в упорядоченно-сосредоточенные группы и оно содержит первый, второй и третий элементы ИЛИ, входы которых соединены, соответственно с выходами первой, второй и третьей групп термодатчиков, четвертый элемент ИЛИ, входами соединенный с выходами первого, второго и третьего элементов ИЛИ, второй компаратор, задатчик величины теплосодержания сварочной ванны, выходы которого соединены соответственное первыми входами первого и второго компараторов, входы которых соединены с выходом четвертого элемента ИЛИ, первый триггер, S-входом соединенный через первый настраиваемый пороговый элемент с выходом третьего элемента ИЛИ, первый формирователь импульсов, пятый элемент ИЛИ, выходом соединенный с R-входом первого триггера, выход которого соединен с входом первого формирователя импульсов, второй триггер, шестой элемент ИЛИ, второй настраиваемый пороговый элемент, входом соединенный с выходом первого элемента ИЛИ, а выходом соединенный с первым входом шестого элемента ИЛИ, выход которого соединен с S-входом второго триггера, второй формирователь импульсов, входом соединенный с выходом второго триггера, седьмой элемент ИЛИ, входами соединенный с выходами соответственно
первого и второго компараторов, первый и второй элементы И, переключатель, задатчик скорости сварки, первым выходом соединенный через переключатель с первыми
входами первого и второго элементов И, второй счетчик, первый и второй элементы И-ИЕ, восьмой и девятый элементы ИЛИ. выходы которых соединены соответственно с R-входами первого и второго счетчиков,
0 выходы первого счетчика соединены с соответствующими входами первого элемента И-НЕ и первыми входами управляемого коммутатора, выходы второго счетчика соответственно соединены с входами второго
5 элемента И-НЕ и вторыми входами управляемого коммутатора, выходы которого сое- динены с соответствующими входами цифроаналогового преобразователя, выход первого элемента И-НЕ соединен с вторым
0 входом первого элемента И, а выход второго элемента И-НЕ соединен соответственно с вторым входом второго элемента И, третий триггер, первый и второй элементы задержки, выход первого триггера также соединен
5 с первым управляющим входом управляемого коммутатора и входом первого элемента задержки, выход которого соединен с S-входом третьего триггера и третьим входом второго элемента И, выход второго
0 триггера также соединен со вторым управляющим входом управляемого коммутатора и входом второго элемента задержки, выход которого соединен с третьим входом первого элемента И, выходы первого и второго
5 элементов И соединены соответственно со счетными входами первого и второго счетчиков, третий и четвертый компараторы, первыми входами соответственно соединены с вторым и третьим выходами задатчика
0 скорости сварки, выход цифоэналогового преобразователя соединен с вторыми входами третьего и четвертого компараторов, десятый элемент ИЛИ, входами соединен соответственно с выходами третьего и чет5 вертого компараторов, задатчик начальных условий выходом соответственно, соединен с первым входом пятого элемента ИЛИ, R- входом третьего триггера, вторым входом шестого элемента ИЛИ и первыми входами
0 восьмого и девятого элементов ИЛИ, выход первого формирователя импульсов соединен соответственно с R-входом второго триггера и вторым входом девятого элемента ИЛИ, выход второго формирователя им5 пульсов соединен соответственно с вторыми входами пятого и восьмого элементов ИЛИ, первый и второй блоки ключевых схем, блек выработки звуковых сигналов обратной связи, входами соединенный с выходами первого блока ключевых схем.
информационные входы которого соединены соответственное выходами первого, второго, третьего и четвертого компараторов, а входы второго блока ключевых схем соединены соответственно с выходами четвертого, седьмого и десятого элементов ИЛИ, а также выходом цифроаналогового преобразователя, выходы второго блока ключевых схем соединены с входами узла индикации, а выход третьего триггера соответственно соединен с управляющими входами первого и второго блоков ключевых схем и узлов индикации.
2.Устройство по п.1. о т л и ч а ю щ е е- с я тем, что блок выработки звуковых сигналов обратной связи содержит генератор импульсов, счетчик, входом соединенный с выходом генератора, первую, вторую, третью и четвертую ключевые схемы, управляющие входы которых являются входами блока, а информационные входы соединены соответственно с выходами счетчика, четы- рехвходовый элемент ИЛИ, входами соединенный с выходами и соответственно первой, второй и четвертой ключевых схем, усилитель, входом соединенный с выходом элемента ИЛИ, узел предъявления учетной информации, входом соединенный с выходом усилителя,
3.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что за датчик скорости сварки содержит перестраиваемый генератор импульсов, выход которого является первым
выходом задатчика, и первый и второй элементы задания минимальной и максимальной допустимой величины скорости сварки, выходы которых являются вторым и третьим выходами задатчика скорости сварки.
4.Устройство по п,1, о т л и ч а ю щ е е- с я тем, что в линейке термодатчиков термодатчики первой и третьей группы попеременно чередуются вдоль стыка, между
которыми равными количествами расположены термодатчики второй группы, причем общее количество термодатчиков выбирается исходя из размеров свариваемых деталей и требуемой точности скорости сварочного
процесса и теплосодержания сварочной ванны.
5.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что задатчик величины теплосодержания сварочной ванны содержит первый и
второй элементы задания минимальной и максимальной допустимой величины теплосодержания сварочной ванны, выходы которых являются выходами задатчика величины теплосодержания сварочной ванны.
6.Устройство по п.1,отличающее с я тем, что первый и второй блоки ключевых схем выполнены идентичными и содержат первую, вторую, третью и четвертую ключевые схемы, информационные входы и выходы которых являются входами и выходами блоков, а управляющие входы ключевых схем соединены между собой и являются управляющими входами блоков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| Устройство для слежения по стыку | 1989 |
|
SU1696202A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Тренажер сварщика | 1988 |
|
SU1594588A1 |
| Тренажер сварщика | 1985 |
|
SU1302313A1 |
| Тренажер сварщика | 1986 |
|
SU1488148A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Тренажер сварщика | 1986 |
|
SU1330649A1 |
| Тренажер сварщика | 1984 |
|
SU1374271A1 |
| Устройство для сварки | 1987 |
|
SU1459842A1 |

Изобретение относится к машиностроению и предназначено для контроля качества процесса сварки. Целью изобретения является расширение функциональных возможностей и повышение точности работы. Устройство содержит линейку термодатчиков, расположенную вдоль стыка со стороны корня шва. Термодатчики объединены в упорядочение-сосредоточенные группы, информацию с которых обрабатывает логический блок. Контроллер процесса сварки содержит последовательно соединенные задатчик скорости сварки, два счетчика, управляемый коммутатор, цифроаналоговый преобразователь, блок ключевых схем. При отклонении от оптимальной скорости сварки блок выработки звуковых сигналов сигнализирует сварщику. Узел индикации ведет документальную регистрацию величины текущего теплосодержания сварочной ванны и величины скорости процесса. Устройство обеспечивает возможность точной оценки хода сварочного процесса в целях контроля и управления на основе точного контроля параметров сварочного процесса, что позволяет осуществить оперативное управление сварочным процессом и прогнозирование возникновения дефектов вдоль сварного шва. 5 з.п.ф-лы, 6 ил. (Л С
Фиг.-/
Ф. г
/ X
и 3
V№. Ј,7,
Фиг.Ј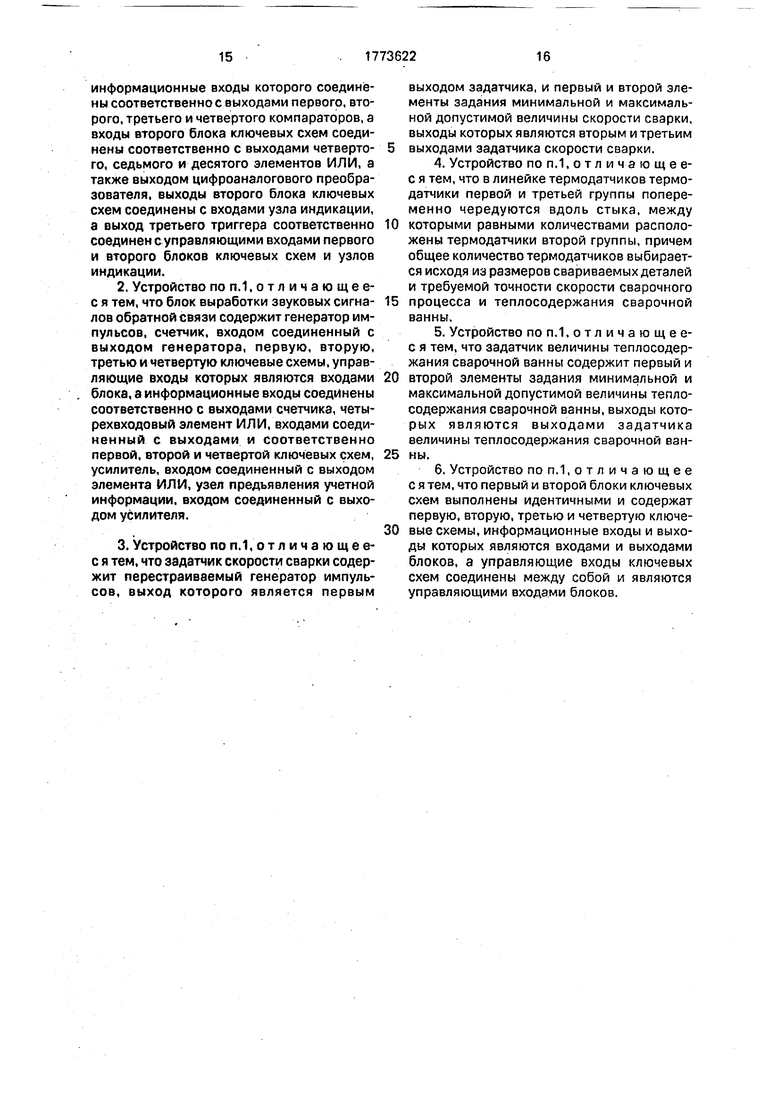
| Авторское свидетельство СССР № 1739591, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
