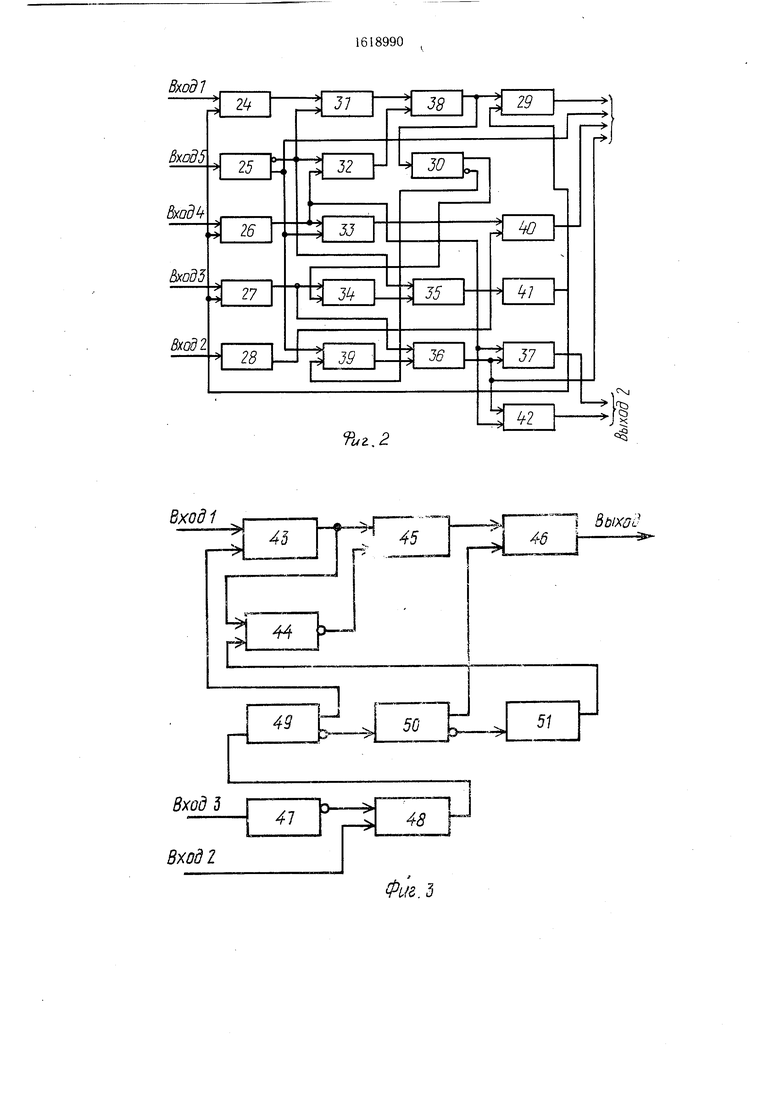
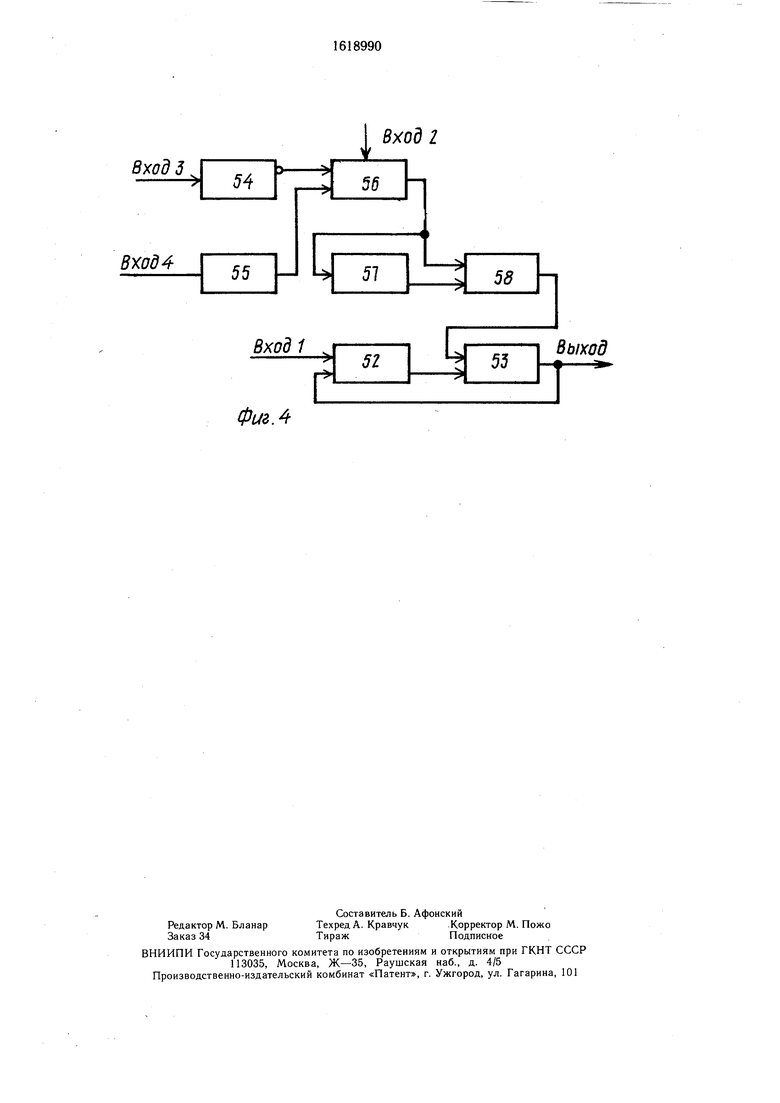
Вход1
Зыхо
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля неравномерности припуска по профилю резьбы | 1980 |
|
SU1047628A1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ НА ДЕТАЛЯХ ГЛУБИННЫХ НАСОСОВ ДОБЫВАЮЩИХ СКВАЖИН | 1994 |
|
RU2071882C1 |
| СПОСОБ КОНТРОЛЯ НЕДОРЕЗА РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2349873C1 |
| Устройство для программного управления станком | 1981 |
|
SU1035567A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ДЕТАЛЕЙ НА РЕЗЬБОШЛИФОВАЛЬНОМ СТАНКЕ | 2008 |
|
RU2397061C2 |
| Способ нарезания резьб резцами | 1979 |
|
SU931296A1 |
| Способ восстановления электродов и устройство для контроля качества резьбы элементов электродов | 1992 |
|
SU1838071A3 |
| Способ контроля шага резьбы | 1980 |
|
SU1060924A1 |
| Устройство для измерения внутренних резьб и зубчатых зацеплений | 1989 |
|
SU1696834A1 |
| Устройство для контроля качества наружной резьбы | 1991 |
|
SU1803735A1 |
Изобретение относится к машиностроению, а именно к средствам контроля резьб. Цель изобретения - расширение функциональных возможностей путем обеспечения контроля шага резьбы и накопленной погрешности шага резьбы на базовой длине. Это достигается тем, что шестой блок 19 сравнения, блок 20 дифференцирования, сумматор 21, седьмой блок 22 сравнения и интегратор 23 осуществляют контроль за перемещением резьбового калибра как на угле поворота 360°, так и на базовой длине, на которой определяется накопление погрешности шага резьбы с одновременным контролем крут ч цего момента на резьбовом чалибре 4 ил.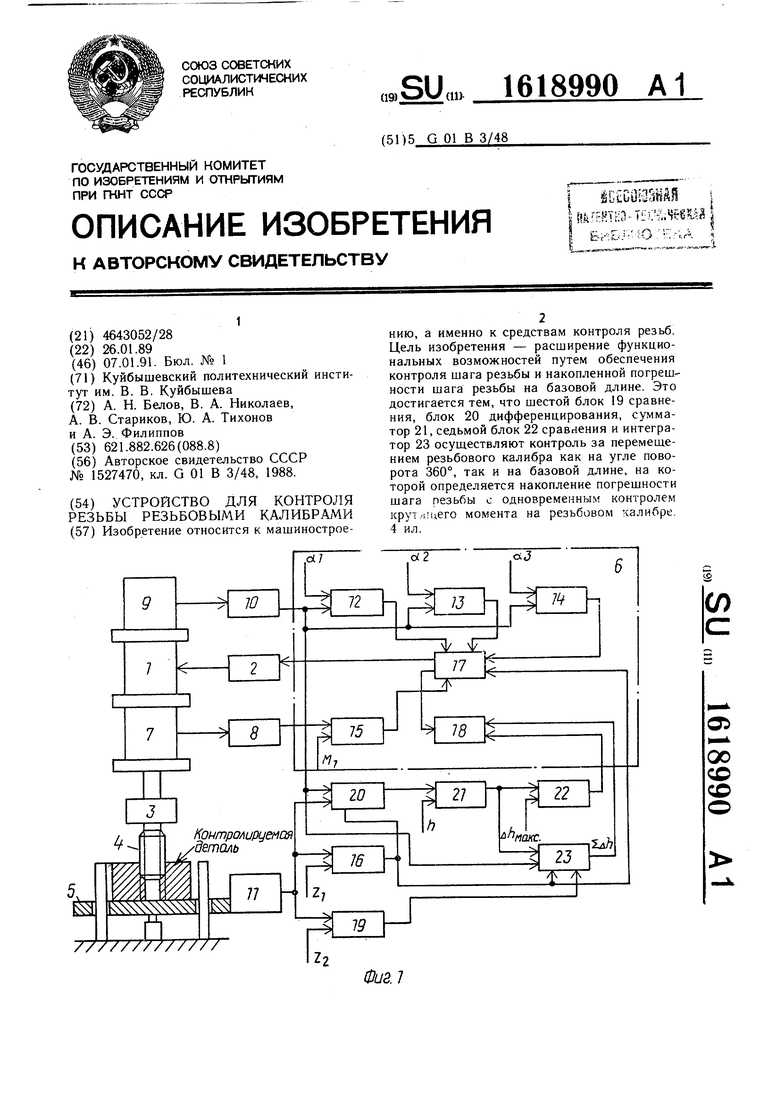
Фиг. 3
Фиг А
i
Вход 2
| Устройство для контроля резьбы резьбовыми калибрами | 1987 |
|
SU1527470A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
