(54) СПОСОБ НАРЕЗАНИЯ РЕЗЬБ РЕЗЦАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ НА ДЕТАЛЯХ ГЛУБИННЫХ НАСОСОВ ДОБЫВАЮЩИХ СКВАЖИН | 1994 |
|
RU2071882C1 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| Резец для нарезания резьбы | 1978 |
|
SU831387A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОЙ ВТУЛКИ | 2005 |
|
RU2311570C2 |
| Способ многопроходного нарезанияРЕзьбы | 1978 |
|
SU808223A1 |
| Способ многопроходного нарезания резьбы резцами | 1980 |
|
SU994169A1 |
| Способ кинематического дробления стружки | 1968 |
|
SU436709A1 |
| Способ и приспособление для нарезки многозаходных червяков на токарном станке | 1935 |
|
SU47888A1 |
I
Изобретение относится к отработке металлов резанием и, в частности, может быть использовано при нарезании резьб резцами.
Известен способ нарезания резьбы, при котором резец последовательно срезает металл из впадины, причем в течение каждого рабочего хода резец перемещается по -винтовой линии, образующая которой эквидистантна .образующей тео- ретического профиля резьбы fl.
Недостатком известного способа является появление систематической накопленной погрещности шага на первой и последней нитках резьбы. Это связано с тем, что на первой нитке резьбы осевая составляющая силы резания от нулевого значения возрастает до положительного максимального значения, затем, когда вступают в работу обе стороны профиля , она принимает значение,близкое к нулю, а на последней нитке она достигает своего максимального отрицательного значен1ш.
ТЦель изобретения - повышение точности резьбы
Поставленная цель достигается тем, что в процессе нарезания резьбы резец на первой и последней нитке резьбы дополнительно смещают в радиальном направлении в тело деталина половину диаметральной компенсации местного увеличения щага.
Для симметричных резьб дополнитель-10ное радиальное смешение резца опреде- ляют по формулам
. ЛГбь,0 С |-лРбь,х V
«5
где ДГц радиальное смешение резца на входном и выходном участках резьбы;
cL - угол профиля резьбы;
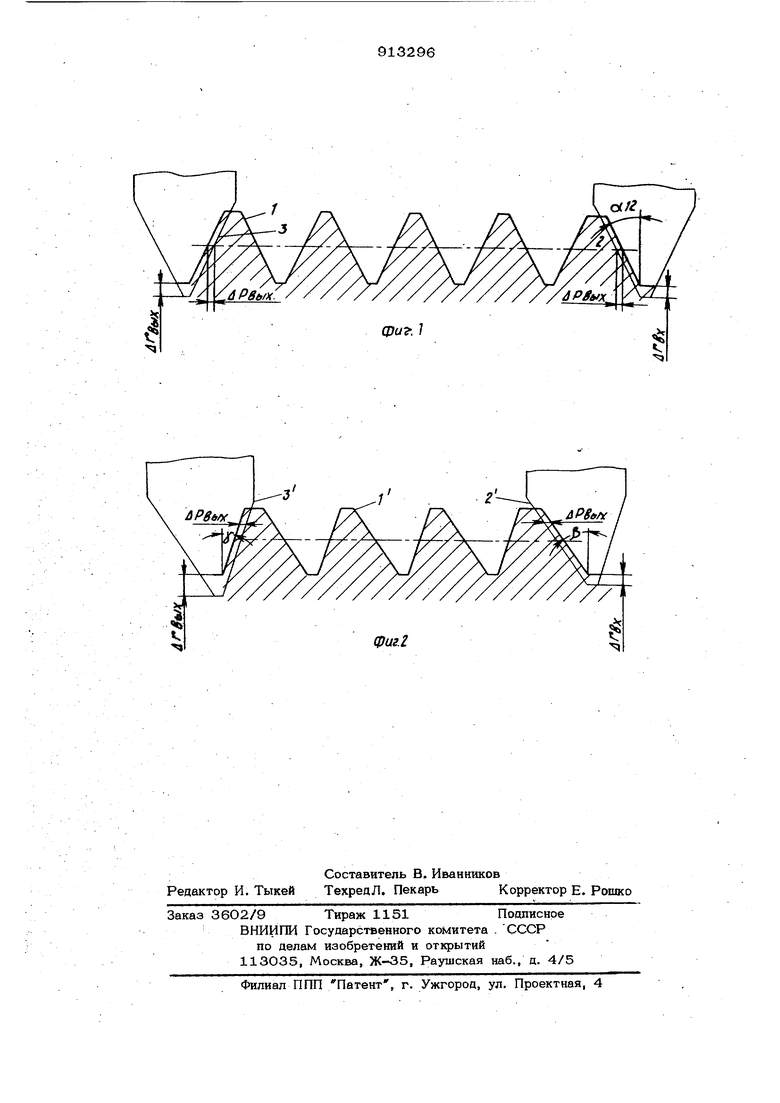
:о ВХ систематические погрешности шага на входном и выходном участ- кпх ре:1ьб %1. 3&3 При нарезании несимметричных (упорных) резьб радиальное смещение резца на входном участке резьбы равно irgy ctagfb4Pg -, на выходном вых я;тлРв,, где Ь и Т - углы наклона сторон профи uPgyMuR-jj - погрешность шага резьбы на входнс и выходном , витке соответственно. На фиг. 1 изображена расчетная схема для определения величины дополнитель ного радиального смешения резиа в зависимости от величины местных погрешностей шага резьбы с симметричным про филем; на фиг. 2 - то же, для резьбы с несимметричным профилем. Цифрами 1, l. обозначен профиль осевох-о сечения резьбы, получающийся без компенсации местных- погрешностей , цифрами 2, 2 шага ДРо., ,йР резец, смешенный в радиальнсм направлении на величину при нарезании первой нитки резьбы, цифрами 3, З резец, смешенный fe радиальном направлении на величину дг(,|)( при нарезании последней нитки резьбы. Использование предлагаемого способа позволяет повысить точность нарезания резьб резцами и увеличить производстве нь1й допуск на собственно средний диаметр резьбы, за счет чего возможно повысить размерную стойкость инструмента, дсжратить время на подналадку системы СПИД и повысить производительноеть по сравнению с известными способами нарезания резьб резцами. Формула изобретения 1. Способ нарезания резьб резцами, вкл чаюший рабочий ход резца, при котором 64 резец перемешается с заданным парамет ром винтового движения эквидистантно теоретическому осевому сечению резьбовой поверхности отличающийс я тем, что, с целью повышения точности резьбы, на первой и последней нитке резьбы резец дополнительно смешают в тело детали в радиальном направлении. 2. Способ по п. 1, отличающ и и с я тем, чтю при нарезании резьб с симметричным профилем дополнительное радиальное смешение резца определяется по формулам где , дополнительное радиальгное смещение резца на входном и выходнсм витках дРа«, ЛР - местное систематичесческое увеличение шага на входном и выходном витках:, d - угол профиля резьбы. 3. Способ по п. 1, о т л и ч а ю ш и и с я тем, что при нарезании резьб с несимметричным профилем дополнитепьное радиальное перемещение определяется по формулам Т РВЫХ 1 где ft та f - углы наклона сторон профиля. Источники информации, принятые во внимание при экспертизе 1. Этин А. О. Кинематический анализ методов обработки металлов резанием. М., Машиностроение, 1961, с. 261.
