Изобретение относится к акустическим методам неразрушающего контроля, использующим отражения а.кустических волн, и может быть использовано при ультразвуковой (УЗ) дефектоскопии металлических деталей, в которых в процессе эксплуатации возможно возникновение усталостных трещин.
Целью изобретения является расширение области применения за счет использования при контроле эхо-сигналов структурного шума вместо эхо-сигналов от специальных концентраторов
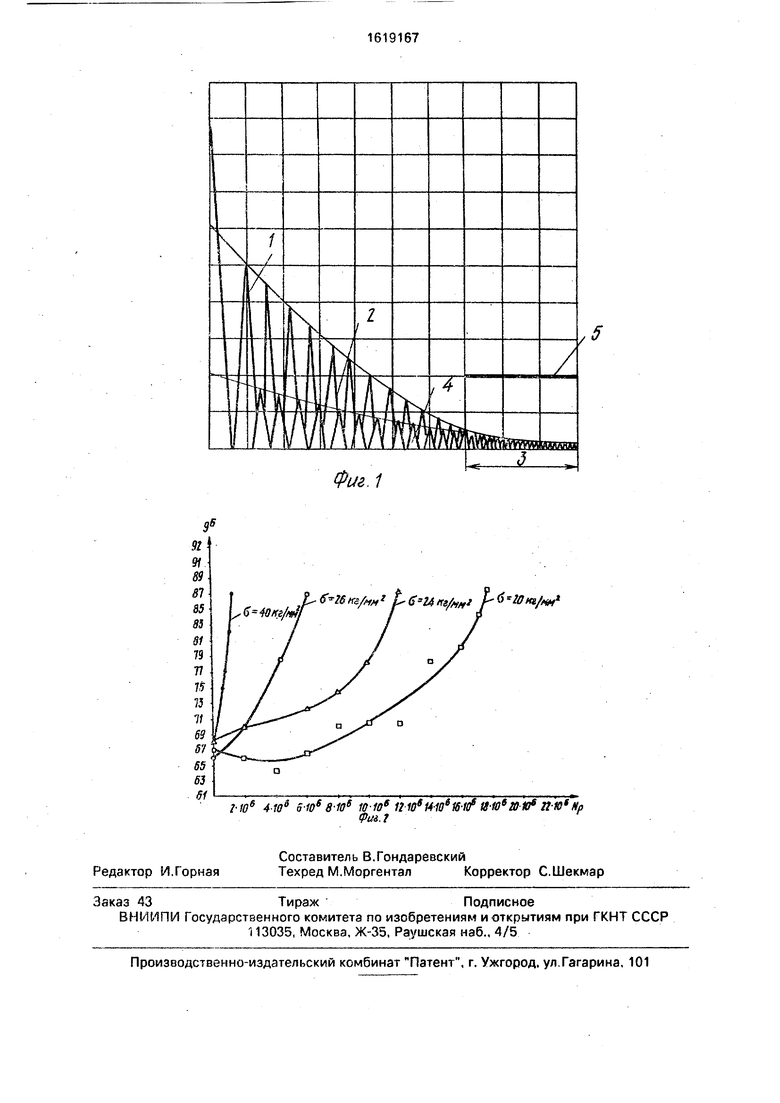
На фиг.1 представлен экран УЗ-дефек- тоскопа в ходе реализации УЗ-способа контроля изделий; на фиг.2 - графики зависимости амплитуды А эхо-сигналов структурного шума от количества Np циклов наработки образцов из жаропрочного спла ва при различных уровнях с/ нагрузки
На фиг.1 обозначены: 1 - донные эхо- сигналы, 2 - уровень шумов усилителя, 3 - интервал времени, в котором производят измерения параметров принятых эхо-сигналов, 4 - эхо-сигналы структурного шума, 5 - исходный уровень эхо-сигналов структурного шума.
УЗ-способ контроля изделий заключается в следующем.
В контролируемую зону изделия вводят импульсы объемных УЗ-колебаний и принимают отраженные в изделии колебания. Принятые колебания трансформируют в эхо-сигналы и подают на вход усилителя. На выходе усилителя измеряют амплитуду эхо- сигналов структурного шума материала изделия в интервале времени, начало которого совпадает с моментом равенства амплитуд донных эхо-сигналов и эхо-сигналов структурного шума, а конец - с моменО
ааД
ю
СК V4
том равенства амплитуд эхо-сигналов структурного шума и шумов усилителя. По превышению исходного значения измеренных амплитуд над текущими значениями измеренных амплитуд не менее чем в 3 раза определяют дефектность изделия.
УЗ-способ контроля изделий реализуют следующим образом.
В зоне контроля изделия устанавливают УЗ-преобразователь, например прямой совмещенный преобразователь. С его помощью излучают и принимают импульсы, например, продольных УЗ-колебаний. Прм- нятге эхо-сигналы подают на вход усилителя, например серийного УЗ-дефектоскопа, и с его выхода - на экран электронно-лучевой трубки (фиг.1). Выделяют на экране интервал 3 времени, в кагором проводят измерение амплитуд эхо-сигналов 4 структурного шума. Начало интервала 3 определяется равенством амплитуд донных эхо-сигналов 1 и эхо-сигналов 4 структурного шума, конец интервала 3 - равенством амплитуд эхо-сигналов 4 структурного шума и уровнем 2 шумов усилителя. Измеряют разность текущего значения амплитуд эхо-сигналов А структурного шума и исходного уровня 5 эхо-сигналов структурного шума и по ней определяют дефектность изделия. Дефектным считают изделие, для которого достигнута разница в 10 дБ (уменьшение амплитуды в 3 раза).
При реализации УЗ-способа контроля изделий на деталях из сплава ЭП-742ИД и ЭИ-698ВД, подвергаемых циклической наработке на усталость при симметричном изгибе с частотой f 0-50 Гц при нормальной температуре, трещины на поверхности детали, выявляемые традиционными методами неразрушающего контроля (вихретоковой, ЛЮМ-А и др.), соответствовали изменению амплитуды эхо-сигналов частотой 5 МГц структурного шука относительно исходного уровня на 20 дБ. Определяя данную стадию как 100%-ную степень поврежденное™ детали, получаем, что при разности, равной 10 дБ, регистрируется 50%-ная степень поврежденное™ детали. При стабильном акустическом контакте разброс значений
исходного уровня структурного шума жаропрочного сплава составляет ± 2 дБ, что значительно меньше принятого критерия дефектности изделия.
Применение УЗ-способа для контроля
изделий из жаропрочных сплавов, имеющих большую скорость развитие дефектов (фиг,2), позволяет выявмть дефекты на ранней стадии развития, в результате чего снижается вероятность разрушения
ответственных деталей, например, газотурбинного двигателя в эксплуатации.
Формула изобретения
Ультразвуковой способ контроля изделий, заключающийся в том, что вводят в контролируемую зону изделия импульсы объемных ультразвуковых колебаний, принимают отраженные в изделии колебания,
трансформируют принятые колебания в эхо- сигналы, подают эхо-сигналы на вход усилителя, измеряют параметры эхо-сигналов на выходе yew / 7зл в заданном интервале времени, s дефектность изделия определяют по изменению измеренных параметров относительного «сходного состояния, q т л и- чающийся тям, что, с целью расширения области применения, в качестве измеряемых параметров используют амплитуду эхо-сигнзлов структурного шума материала изделия в интервале времени, начало которого совпадает с моментом равенства амплитуд данных эхо-сигналов и эхо-сигналов структурного шума и конец которого совпадает с моментом
равенства амплитуд эхо-сигналов структурного шума и шумов усилителя.а дефектность изделия определяют по превышению исходного значения измеренных амплитуд над текущими значениями измеренных амплитуд не
менее чем в три раза.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделий с плоскопараллельными поверхностями | 1991 |
|
SU1797042A1 |
| Способ ультразвуковой дефектоскопии изделий с контролем качества акустического контакта | 1991 |
|
SU1797043A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ С ПОМОЩЬЮ УЛЬТРАЗВУКОВЫХ ИМПУЛЬСОВ | 2003 |
|
RU2231753C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| Способ ультразвукового контроля толщины стенки трубопровода | 2018 |
|
RU2687086C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТНОСТИ ТИТАНОВОГО ПРОКАТА | 2009 |
|
RU2406083C1 |
| Способ определения акустической плотности | 2017 |
|
RU2657314C1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ | 2009 |
|
RU2442106C2 |
| Способ ультразвукового контроля качества изделий | 1989 |
|
SU1668933A1 |
Изобретение относится к акустическим методам неразрушающего контроля, использующим отражения акустических волн Целью изобретения является расширение области применения за счет использования при контроле эхо-сигналов структурного шума вместо эхо-сигналов от специальных концентратов. В контролируемую зону изделия излучают и принимают с помощью ультразвукового (УЗ) преобразователя импульсы объемных УЗ-колебаний. Принятые колебания трансформируют в эхо-сигналы, усиливают усилителем и измеряют амплитуду эхо-сигналов структурного шума в заданном интервале времени. Амплитуда эхо-сигналоэ структурного шума в начале этого интервала равна амплитуде донных эхо-сигналов, а в конце - уровню шума усилителя. По превышению исходного значения изморенных амплитуд над текущими значениями измеренных амплитуд не менее чем в 3 раза определяют дефектность изделия, 2 ил. сл с
KS/M L nt/Mi f- б
2-Ю6 4-W3 5-10 8-WB W-106 1210e14-10s16-1(f tS-IO ttllu6 П-Ю Нр Рм.
| Васенев Ю.Г | |||
| Метод выявления стадии предразрушения материала деталей применительно к конструкционным сталям и сплавам | |||
| Автореф | |||
| дис | |||
| на соиск | |||
| учен.ст | |||
| к,т.н | |||
| - М„ ВИАМ, 1986, с.8-22 | |||
| Memoires et Eludes Sclentifines de la Fevue de Metallurgia | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Трансляция, предназначенная для телефонирования быстропеременными токами | 1921 |
|
SU249A1 |
