i
Изобретение относится к автоматическому регулированию толщины листового и полосового проката и может быть использовано в автоматических системах управления работой станов холодной и горячей прокатки, оснащенных быстродействующими гидравлическими нажимными устройствами.
Известно устройство, содержащее датчик скорости прокатки, индукционный датчик меток опорных валков и измеритель усилия прокатки, .соединенный через схему усреднения, включающую в себя коммутатор сигналов и усилитель постоянного тока, с регулятором толщины проката, подключенным к выходу усилителя постоянного тока, причем схема усреднения содержит множительное звено, соединенное соответствующими входами с датчиком скорости прокатки и измерителем усилия прокатки, интегрирующий блок, подключенный выходом к усилителю постоянного тока, одним
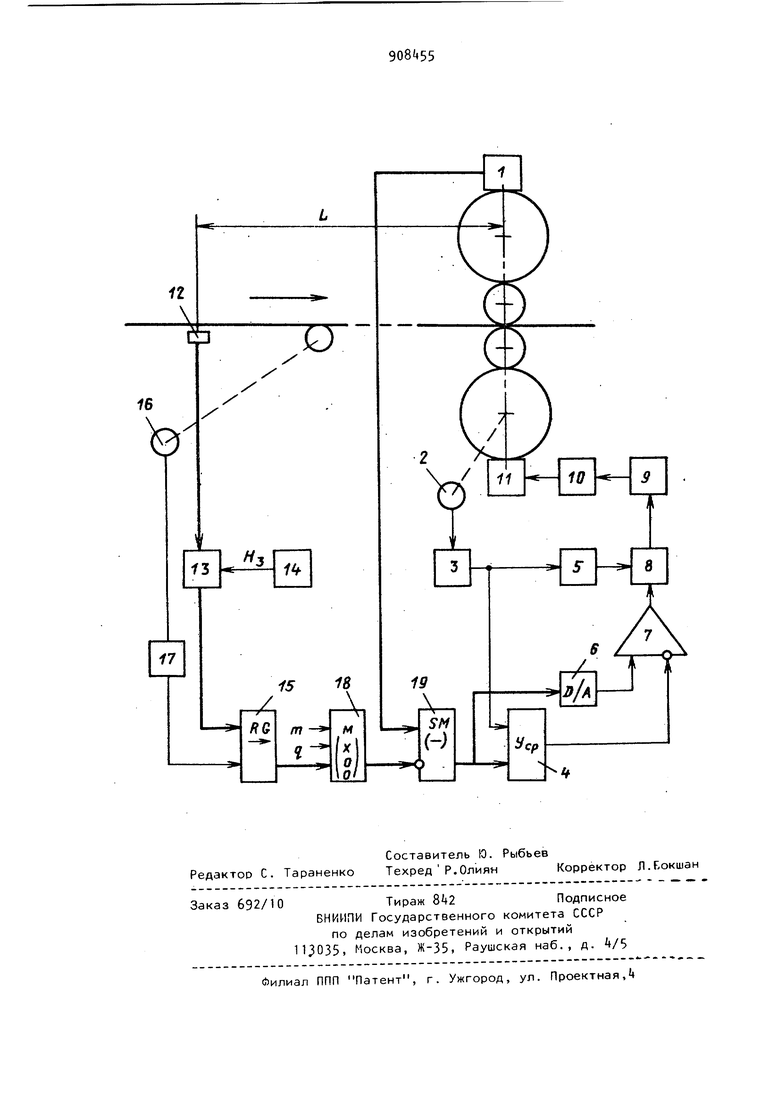
ВХОДОМ - К выходу множительного звена, вторым,- к выходу коммутатора сигналов, вход которого соединен с индукционным датчиком меток опорных валков. Сигнал, пропорциональный усилию прокатки, и сигнал скорости прокатки поступают на вход множительного звена, с выхода которого сигнал поступает на один из входов интегрирующего блока, содержащего пять конденсаторов, на каждом из которых последовательно, за время, равное периоду вращения опорного валка, устанавливается напряжение, пропорциональное среднему за период оборота .опорного валка значению усилия прокатки. Моменты начала заряда конденсаторов, определяемые индукционным датчиком с помощью магнитных меток, нанесенных на опорный валок, сдвинуты по фазе друг относительно друга на. 120 оборота опорного валка. В режиме считывания каждую емкость интегрирующего блока поочередно, через 1/3 оборота опорного валка,с помощью коммутатора сигналов подключают ко входу усилителя постоянного тока, с выхода которого сигнал пропорциональный среднему за оборот опорного валка значению усилия прокатки (без влияния эксцентриситета опорных валков), поступает на вход регулятора толщины полосы 1. Такое устройство компенсирует влияние эксцентриситета на регулятор толщины полосы, т.е. предотвращает возникновение периодической сос тавляющей управляющего сигнала, вызы вающей дополнительное приращение тол щины полосы, но не устраняет не.посредственного влияния эксцентриситета валков на толщину полосы. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство компенсации влияния эксцентриситета прокатных валков, содержащее измеритель усилия прокатки, датчик скорост прокатки, соединенный с генератором тактовых импульсов, схему усреднения усилия прокатки за один оборот опорного валка, схему запуска, которая подключает выход устройства к регулятору толщины полосы, когда опорный валок совершит первый полный оборот цифроаналоговЬгй преобразователь, аналоговый ключ, схему сравнения, регулятор толщины, сервоклапан и гид роцилиндр нажимного устройства. Рабо та устройства состоит в том, что сигнал усилия прокатки в цифровом коде с выхода измерителя усилия про катки поступает на вход схемы усред ния, управляемой сигналами генератора тактовых импульсов. С выхода схемы усреднения аналоговый сигнал, пропорциональный среднему значению усилия прокатки за оборот опорного валка, поступает на один из входов схемы сравнения, на второй вход которой через цифроаналоговый преобра зователь и аналоговый ключ с выхода устройства измерения усилия прокатк поступает текущее значение усилия прокатки. С выхода схемы сравнения аналоговый сигнал, пропорциональный приращению усилия прокатки, вызванного эксцентриситетом прокатных вал ков , поступает на вход регулятора толщины, который через сервоклапан и гидроцилиндр воздействует на меж54валковый зазор таким образом, чтобы устранить влияние эксцентриситета прокатных валков на толщину полосы П. Недостатком указанного устройства является то, что в выделяемом им сигнале приращения усилия прокатки из-за эксцентриситета прокатных валков содержится составляющая, обусловленная изменением толщины подката, реакция регулятора на которую должна быть противоположна реакции на npk,ращение усилия, вызванного эксцентриситетом . Цель изобретения - повышение точности регулирования толщины прокатываемой полосы. Поставленная цель достигается тем, что устройство компенсации влияния эксцентриситета прокатных валков, содержащее блок измерения усилия прокатки, датчик скорости прокатки, соединенный с генератором тактовых импульсов, выход которого соединен с управляющим входом схемы усреднения и со входом схемы запуска, схему сравнения, инверсный вход которой соединен с выходом схемы усреднения, а выход через аналоговый ключ - с регулятором толщины, дополнительно содержит измеритель толщины полосы, установленный на входе клети, выход которого соединен с одним из входов второй схемы сравнения, а на второй вход которой подключен выход задатчика толщины, выход схемы сравнения соединен с информационным входом сдвигающего регистра , датчик скорости входной полосы, соединенный через делитель частоты с управляющим входом сдвигающего регистра, выход сдвигающего регистра через блок масштабирования соединен с инверсным входом сумматора, прямой вход сумматора соединен с выходом блока измерения усилия прокатки, выход сумматора соединен со входом схемы усреднения и через цифроаналоговый преобразова- тель - с прямым входом первой схемы сравнения. Сущность изобретения заключается в том, что определяют составляющую приращения усилия прокатки, обусловленную изменением толщины подката, и вычитают ее значение из текущего сигнала усилия прокатки. Полученное значение усилия прокатки, не содержащее составляющей, обусловленной изменением толщины подката, усредняют на участке полосы, равном длине окружности бочки опорного вал ка, и выделяют сигнал приращения усилия прокатки, вызванный эксцентриситетом прокатных валков. На чертеже схематически изображено предлагаемое устройство. Устройство содержит блок 1 измерения усилия прокатки, датчик 2 скорости, в качестве которого использован импульсный тахогенератор, соединенный с осью одного из опорных валков. Выход датчика 2 скорости прокатки подключен ко. входу генератора 3 тактовых импульсов, представляющего собой управляемый делитель частоты. Выход генератора 3 тактовых импульсов соединен с управляющим входом схемы Ц усреднения и со входом схемы 5 запуска. Информационный вход схемы усреднения соединен со входом цифроаналогового преобразователя 6, выход которого подключен к прямому входу схемы 7 сравнения, а к ее инверсному входу - выход схемы усреднения. Выход схемы 7 сравнения через аналоговый ключ 8 соединен со входом регулятора9 толщины. Причем управляющий вход аналогового ключа 3 соединен с выходом схемы 5 запуска. Выход регулятора 9 толщины подключен ко входу сервоклапана 10, выход последнего соединен со входом гидроцилиндра 11 нажимного устройства. Устройство также содержит измеритель 12 толщины полосы, установленный на входе клети на расстоянии L от ее очага деформации. Выход измерителя 12 толщины соединен с одним из входов схемы 13 сравнения, второй вход которой подключен к выходу задатчика I толщины. Выход схемы сравнения подключен к информационному входу сдвигающего регистра 15Устройство также содержит датчик 16 скорости входной полосы, соединенный через делитель 17 частоты с управляющим входом сдвигающего регистра 15- Выход сдвигающего регистра 15 через блок 18 масштабирования соединен с инверсным входом сумматора 19 прямой вход которого подключен к выходу блока 1 измерения усилия прокат ки.. Выход сумматора 19 подключен к информационному входу схемы k усредHeHi-ia и ко входу цифроаналогового преобразователя 6. S« Устройство работает следующим образом. С выхода измерителя 12 толщины полосы цифровой сигнал толщины подката поступает на вход схемы 13 сравнения, на второй вход которой подается заданное значение толщины подката от задатчика 1 толщины. Величина отклонения толщины подката от ее заданного значения ЛИ с выхода схемы 13 сравнения поступает на информационный вход сдвигающего регистра 15. Управление сдвигающим регистром ocyщecтвляetcя импульсами от делителя 17 частоты, на вход которого поступают импульсы от датчика 16 скорости входной полосы, сочлененного с роликом, приводящимся во вращение движущейся полосой. Количестзо ячеек сдвигающего регистра 15 определяется расстоянием L установки измерителя 12 толщины полосы от очага деформации клети, количеством импульсов за один оборот, поступающим от датчика 16 скорости входной полосы и коэффициентом деления делителя 17 частоты. Количест.во ячеек должно обеспечивать появление . на выходе сдвигающего регистра 15 сигнала отклонения толщины подката от заданного значения, когда это сечение подката входит в очаг деформации клети. С выхода сдвигающего регистра 15 сигнал отклонения толщины подката от заданного значения поступает на один из входов блока 18 масштабирования, на другие его входы поступают значения модуля пластической деформации полосы q и модуля упругой деформации клети п. Масштабирующий блок 18 производи-г определение приращения усилия прокатки AFf, обусловленного приращением толщины подката, по выражению ЛР, ЛНв, 5 х ,+q Сигнал, пропорциональный приращению усилия прокатки, под воздействием изменения толщины подката с выхода масштабирующего блока 18 поступает на инверсный вход сумматора 19, на прямой вход которого подается сигнал текущего значения усилия прокатки от блока 1 измерения усилия прокатки . Сигнал текущего значения усилия прокатки FT состоит из заданного усилия обжатия Fo6 приращения усиЛИЯ из-за отклонения толщины подка та ЛГр и приращения усилия из-за эксцентриситета прокатных валков AF РГ F, + AFn + АР, .На выходе сумматора 19 вырабатывается сигнал, представляющий разни цу текущего значения усилия прокатки и его приращения, вызванного возмущением подката FT - АР„ Р,б, + AF, . Этот сигнал поступает на информационный вход схемы усреднения, управляющий вход которой тактируется выходными импульсами генератора 3 тактовых импульсов таким образом, мто в схеме усреднения про изводится суммирование входных величин за период оборота опорного ва ка, т.е. на ее выходе имеется анало говый сигнал, соответствующий усред ненному значению усилия обжатия без его приращения из-за эксцентриситета прокатных валков. Параллельно сигнал с выхода сумматора 19 через цифроаналоговый преобразователь 6 поступа ет на прямой вход схемы 7 сравнения на инверсный вход которой поступает усредненное значение усилия обжатия. Таким образом, на выходе схемы 7 сра нения присутствует сигнал, соответствующий приращению усилия прокатки из-за эксцентриситета прокатных валковАРд Р - ЛРп - Рдбж. Сигнал возмущения усилия прокатки из-за эксцентриситета валков через аналоговый ключ 8, который открывается схемой 5 запуска, после первого полного оборота валка поступает на вход регулятора 9 толщины. Выходной сигнал регулятора 9 толщины управля5ет серврклапаном 10, изменяя усилие, создаваемое гидроцилиндром 11. Формула изобретения Устройство компенсации влияния эксцентриситета прокатных валков, содержащее блок измерения усилия прокатки, датчик скорости прокатки, соединенный с генератором тактовых импульсов, выход которого соединен с управляющим входом схемы усреднения и со входом схемы запуска, схему сравнения,инверсный вход которой соединен с выходом схемы усреднения, а выход через аналоговый ключ - с регулятором толщины, отличающееся тем, что, с целью повышения точности регулирования толщины прокатываемой полосы, оно дополнительно содержит измеритель толщины полосы, установленный на входе клети, выход которого соединен с одним из входов второй схемы сравнения,на второй вход которой подключен выход задатчика толщины, выход схемы сравнения соединен с информационным входом сдвигающего регистра, датчик скорости входной полосы, соединенный через делитель частоты с управляющим входом -сдвигающего регистра, выход сдвигающего регистра через блок масштабирования соединен с инверсным входом сумматора,, прямой вход сумматора соединен с выходом блока измерения усилия прокатки, выход сумматора соединен со входом схемы усреднения и через и.ифроаналсго- вый преобразователь - с прямым входом первой схемы сравнения. Источники информации, ринятые во внимание при экспертизе 1.Авторское свидетельство СССР 368893, кл. В 21 В 37/00, . 2.Авторское свидетельство СССР о заявке № 2519988/02, л. В 21 В 37/00, 1977.
iZ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство компенсации влияния эксцентриситета прокатных валков | 1977 |
|
SU737041A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков на прокатываемую полосу | 1982 |
|
SU1041187A1 |
| Устройство автоматического регулирования толщины проката | 1978 |
|
SU780915A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство для компенсации эксцентриситета валков прокатной клети | 1990 |
|
SU1704871A1 |
| Устройство автоматического регулирования толщины полосы | 1982 |
|
SU1044363A1 |
| Устройство для измерения толщины в процессе прокатки | 1978 |
|
SU766692A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1990 |
|
SU1729643A1 |
| Устройство для автоматической стабилизации толщины полосы на прокатном стане | 1991 |
|
SU1784317A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1989 |
|
SU1667972A1 |