Изобретение относится к автоматН зации прокатного производства, а именно к автоматическому регулированию толщины полосы на станах горя чей прокатки. , Известен регулятор толмины, работающий по методу Симса-Головина и содержащий каналы вычисления упру гой деформации клети по усилию прокатки и позиционные следящие системы нажимных устройств Cl3. Недостатком устройства является то, что оно подавляя отклонения толщины полосы, вызванные возмущени ми со стороны подката, увеличивают разнотолщинность, обусловленную воз мущениями со стороны прокатной клет в частности эксцентриситетом опорных валков, в результате чего увеличивается дисперсия отклонения толщины полосы от заданного значения. Указа ный недостаток частично устраняется включением в канал усилия прокатки регулятора различных фильтров эксцентриситета валков. Наиболее, близким по технической сущности и достигаемому результату к предлагаемому является устройство содержащее нелинейный фильтр эксцент риситета в канале вычисления упругой деформации клети ,измеритель усилия прокатки, первый элемент сравнения, первый вход Kotoporo соединен с измерителем усилия прокатки, а второй с задатчиком усилия прокатки,: масштабный преобразрватель, вход которо.го соединен с выходом первого .элемента сравнения, фильтр эксцентриситета опорных валков, вход которого соединен с выходом масштабного преоб разователя, и позиционную следящую систеь5у нажимного устройства, включающую второй, элемент сравнения, первый вход которого соединен с выходом фильтра эксцентрисит-ета валков дат .ИК и задатчик положения нажимных винтов, соединенных соответствен но с вторым и третьим входами элемен та сравнения, регулятор положения, вход которого соединен с выходом вто рого элемента сравнения, и привод нажимного устройства, вход которого соединен с выходом регулятора полокения. Нелинейный фильтр эксцентриситета валков представляет собой электронну модель люфта с шириной петли, равной амплитуде эксцентриситета валков Такой фильтр осуществляет ступенчатое преобразование входного сигнала с частотой квантования, равной часто те эксцентриситета валков, благодаря чему эксцентриситетная составляющая сигнала усилия прокатки позиционной системой не отрабатываетсяГ2. Однако при этом возг-1ушения, ооладающие градиентомтемпературнг й клич или глиссажная метка отрабатываются регулятором с существенной недокомпенсацией, что приводит к снижению точности регулирования толщины полосы. Это объясняется тем, что нелинейный фильтр эксцентриситета валков, фиксируя упругую деформацию клети в момент очередного экстремума эксцентриситета, до следующего экстремума эксцентриситета сохраняет неизменный сигнал задания на входе позиционной системы нажимных винтов. В результате до следующей фиксацииизвестный.регулятор толщины-не в состоянии скомпенсировать как приращ.ение упругой деформации, вызванное возмущением со стороны подката, так и приращение упругой деформации, вызванное перемещением нажимного устройства в интервале между двумя экстремумами эксцентриситета валков. Последнее обстоятельство особенно важно при регулировании толщины полос, жесткость которых в несколько раз превышает жесткость прокатной клети .Перемещение нажимного устройства, необходимое для компенсации возмущения со стороны подката, в (l+cL) раз больше, чем первоначальное изменение упругой деформации клети лР/т(оС- отношение жесткости полосы к жесткости клети), однако яа первом такте эксцентриситета валков привод нажимных винтов отрабатычает APg/m , на втором - --; J, N-омАР .Очевидно, что m fim 2 1+-. .однако прибольfj:- ooшем значении oi требуется много тактов работы регулятора, в результате чего динамическая точность его работы низка. Цель изобретения - повышение точности регулирования толщины полосы. Указанная цель достигается тем, что устройство автоматического регулирования толщины полос, содержащее измеритель усилия прокатки, первый элемент сравнения, первый вход которого соединен с измерителем усилия прокатки, а второй - с задатчиком усилия прокатки, масштабный преобразователь, вход которого соединен с выходом первого элемента сравнения, фильтр эксцентриситета валков и позиционную следящую систему нажимного механизма, включающую датчик и задатчик положения нажимного механизма, второй элемент сравнения, первый вход которого соединен с датчиком, а второй т с задатчиком положения нажимного механизма, регулятор положения, вход которого соединен с выходом второго элемонта сравнения, и привод нажимного механизма, вход которого соединен с выходом регулятора положения, дополнительно снабжено третьим элементом сравнения, блоком экстрапояятора и блоком настройки коэффициентов экстраполятора, причем первый вход третьего элемента сравнения соединен с выходом масштабного преобразователя, второй и третий входы третьего элеме та сравнения соединены соответственн с датчиком и задатчиком положения нажимного механизма, а выход через фильтр эксцентриситета валков - с входом блока экстраполятора, первый и втЬрой управляющие входы блока экстраполятора соединены соответственно с первым и вторым выходами блока настройки коэффициентов, а выход блока экстраполятора соединен с третьим входом второго элемента сравнения.
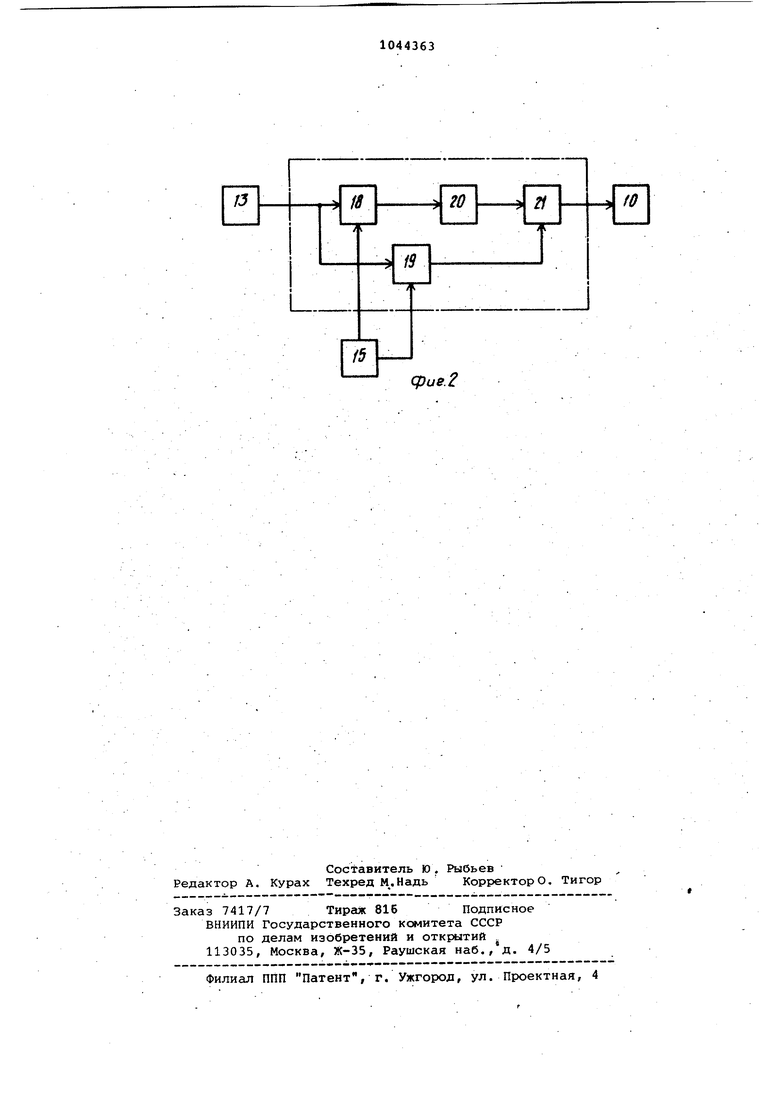
Кроме того, блок экстраполятора содержит- первый и второй блоки умножения, интегратор и алгебраический сумматор, причем первые входы блоков умножения соединены между собой и являются входом блока экстраполятора, вторые входы первого и второго блока умножения являются соответствено первым и вторым управляющими входами экстраполятора, выход первого блока умножения через интегратор соединен с первьом входом алгебраического сумматора, второй вход которго соединен с выходом второго блока умножения, а выход является выходом блока экстраполятора.
Введение третьего элемента сравне.ния позволяет на его выходе получить сигнал, пропорциональный отклонению толщины полосы от заданного значения а введение блока экстраполятора, вклченного на выход нелинейного фильтра эксцентриситета валков, позволяет в момент фиксации очередного отклоне ния толщины полосы от заданного значения вычислить то положение нажимного механизма, в которое необходимо прийти к моменту следующей фиксации для полной компенсации отклонения толщины с учетом изменения упругой деформации клети за счет перемещения нажимных винтов.
Введение блока настройки коэффициентов экстраполятора позволяет точно установить коэффициенты экстраполятора с учетом предполагаемой жесткости прокатываемой полосы и частоты эксцентриситета валков.
Таким образом, введение новых блоков и связей между ними позволяет предсказать изменение упругой деформации клети в ненаблюдаемом интервале времени и сформировать такой закон управления позиционной следящей системой нажимных устройств, чтобы
к моменту следующей фиксации откло.нения толщины полосы предыдущее отклонение было полностью скомпенсировано регулятором толщины. Благодаря этому достигается увеличение динакмческой точности регулирования толщины полосы.
На фиг.1 приведена блок-схема предлагаемого устройства; на фиг.2пример реализации блока-экстраполятора.
Устройство содержит измеритель 1 усилия прокатки, первый элемент 2 сравнения, первый вход которого соединен с выходом измерителя 1, а второй - с задатчиком 3 усилия прокатки масштабный преобразователь 4, вход которого соединен с выходом первого элемента сравнения, позиционную следящую систему 5 нажимного устройства, включающую датчик 6 положен нажимных винтов 7, соединенных с при водом 8, регулятор 9 положения, выход которого соединен с входом привода 8, и второй элемент 10 сравнения, первый и второй входы которого соединены соответственно с датчиком б и. задатчиком 11 положения Нс1жимных винтов, а выход - с входом регулятора 9 положения, третий элемент 12 сравнения, первый вход которого соеднен с выходом масштабного преобразователя 4, второй и третий входы элемента 12 сравнения соединены соответственно с. датчиком 6 и задатчи, ком 11 положения нажимных винтов фильтр 13 эксцентриситета валков, вход которого соединен с выходом третьего-элемента 12 сравнения, блок 14 экстраполятора, вход которого соединен с выходом фильтра 13, блок 15 настройки коэффициентов экстраполятора, первый и второй выходы которого соединены соответственно с первым и BTOP6IM управляющими входами блока 14 экстраполятора, а выход блока 14 экстраполятора соединен с третьим входом второго элемента 10 сравнения. Нажимные винты 7 воздействуют на полосу 16 через валки 17..
Блок 14 экстраполятора (фиг.2) может содержать блоки 18 и 19 умножения, первые входы которых соеди.нены между собой и являются входом блока 14 экстраполятора, а вторые являются соответственно первым и вторым управляющими входами блока 14, интегратор 20, вход которого соединен с выходом блока 18 умноже ния, и алгебраический сумматор 21, первый и второй входы которого соединены соответственно с вьлходами блока 19 умножения и интегратора 20, а выход является выходом блока 14. Блдк 15 настройки коэффициентов экстраполятора может представлять собой два независимых регулиpycMiJX ис:точникл : 1ллоииогс1 илпряжония, настраив..x операторомтехнологом, либо цяфоолналоговые преобразователи управляющей вычислительной машины стана. Устройство работает следующим образом. Сигнал усилия прокатки от иэмери теля 1 сравнивается в элементе 2 сравнения с заданным значением усилия прокатки от задатчика 3 и с выхода элемента 2 сравнения сигнал отклонения усилия прокатки от задан ного значения поступает на вход . масянтабного преобразователя 4, С вы хода масгитабного преобразователя 4 сигнал, пропорциональный изменению упругой деформации клети, поступает на первый вход элемента 12 сравнени на второй и третий входы которого поступают сигн.али, пропорциональные заданному от задатчика 11 и фактиче кому положению нажимных винтов 7 от датчика б. С выхода элемента 12 сигнал, пропорциональный отклонению толщины полосы от заданного значени поступает на вход нелинейного фильт ра 13 эксцентриситета, где преобразуется в ступенчатый сигнал с часто той квантования, равной частоте эксцентриситета валков. Указанный ступенчатый сигнал через блок 14 экстраполятора поступает на вход позиционной следящей системы 5 нажго1нглх винтов 7. Параметры блока экстраполятора настраиваются блоком 15 настройки таким образом, чтобы при HjpecTHoH CKopoi.-TH прслс.тгк и (Чск:TOTG Гксцентриситета палкой ) и ж,:ч:ткости прокатываемой rloлo(.гJ к MOMCMIту следующего квантования позипнонная следящая система 5 нажимных винтов 7 отработала сигнал ошибки по толщине с учетом изменения упругой деформации клети, вызванной этим перемещением нажимных винтов 7. В частности, при выполнении блока 14 экстраполятора в виде пропорционально-интегрального звена с перестраиваемыми napar/ieTpaMH (фиг, 21 соотношение пропорциональной и интегральной частей выбирается из условия минимизации дисперсии толщины на выходе устройства. Таким o6pa3O wf, введение в устройство -дополнительного элемента сравнения, блока экстраполятора и блока настройки коэффициентов экстраполятора повышает точность регулирования толщины полосы. Применение изобретения на непрерывном тонколистовом стане горячей прокатки обеспечит уменьшение среднеквадратической ошибки регулирования толщины на 0,005 мм, что позволит вести прокатку полос с дополнительным приближением к границе минусового допуска на 0,01 мм. Экономический эффект от внедрения предлагаемого устройства обеспечивается увеличением выхода годного проката и составляет 240 тыс.руб. на 1 млн, т продукции, реализуемой по теоретическому весу.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
| Устройство автоматического регулирования толщины проката | 1979 |
|
SU865455A2 |
| Устройство для определения жесткости полосы в процессе непрерывной горячей прокатки | 1981 |
|
SU1028399A1 |
| Устройство для тепловой защиты электродвигателя | 1985 |
|
SU1309158A2 |
| Устройство для компенсации эксцентриситета валков прокатной клети | 1990 |
|
SU1704871A1 |
| Устройство для компенсации биения опорных валков прокатной клети | 1982 |
|
SU1097404A1 |
| Система автоматической настройки эквивалентной жесткости клети | 1980 |
|
SU884769A1 |
| Устройство совмещенного регулирования продольной и поперечной разнотолщинности полосы в процессе прокатки | 1980 |
|
SU899183A1 |
| Устройство для автоматического регулирования толщины полосы заданного профиля | 1982 |
|
SU1033248A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
1. УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ, содержащее измеритель усилия прокатки, первый элемент сравнения, первый вход которого соединен с измерителем усилия прокатки, а второй с эадатчиком усилия прокатки, масштабный преобразователь, вход которого соединен с выходом первого элемента сравнения, фильтр эксцентриситета опорных валков и позиционную следящую систему нажимного механизма, включающую датчик и задатчик положения нажимного механизма, второй элемент сравнения, первый вход которого соединен с датчиком, а второй-с задатчиком положения нажимного механизма, регулятор положения,вход которого соединен с выходом второго элемента сравнения, и привод нажимного механизма, вход которого соединен с выходом регулятора положения, отличающееся тем, что, с целью повышения точности регулирования, оно дополнительно снабжено третьим элементом сравнения, блоком экстраполятора и блоком настройки коэффициентов экстраполятора, причем первый вход третьего элемента сравнения соединен с выходом масштабного преобразователя, второй -и третий входы третьего элемента сравнения соединены соответственно с датчиком и задатчиком положения нажимного механизма, а выход через фильтр эксцентриситета валков - с входом блока экстраполятора, первый и второй управляющие входы блока экстра(Л полятора соединены соответственно с первым и вторым входами блока настройки коэффициентов, а выход блока экстраполятора соединен с третьим входом второго элемента сравнения. 2. Устройство ПОП.1, отличающееся тем, что блок экстраполятора содержит первый и второй блоки умножения, интегратор и алгеб4;iib раический сумматор, причем первые 4; входы блоков умножения соединены между собой и являются входом блока оо экстраполятора, вторые входы первого Oi и второго блока умножения являются соответственно первым и вторым управс«д ляющим входами экстраполятора, выход первого блока умножения через интегратор соединен с первым входом алгебраического сумматора, второй вход которого соединен с выходом второго блока умножения, а выход является выходом блока экстраполятора.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизация и автоматизация широкополосных станов горячей прокатки | |||
| М., Металлургия, 1979, 0,125-126,, 2 | |||
| Леонидов-Каневский Е.В.Лысенков Н.Г | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
