Фиг. 1
Изобретение относится к механообработке деталей, а именно к полированию лепестковыми кругами.
Целью изобретения является повышение качества полирования путем переменной деформации лепестков в процессе обработки.
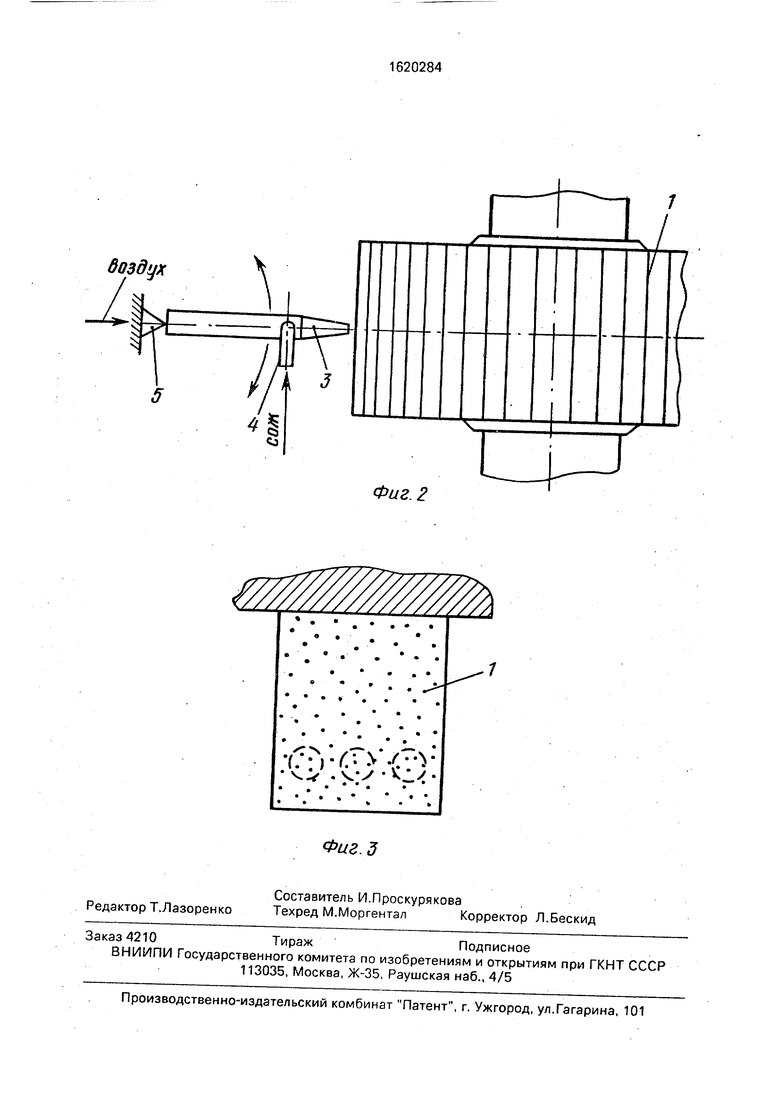
На фиг. 1 приведена схема осуществления способа полирования лепестковыми кругами; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема перемещения потока по рабочей поверхности лепестка.
Способ полирования лепестковыми кругами заключается во вращении лепесткового круга 1, лепестки которого при контакте с обрабываемой деталью 2 деформируют потоком воздуха или жидкости из сопла 3 и встроенного сопла 4, при этом поток воздуха или жидкости перемещают по рабочей поверхности лепестков путем качения сопла 3 и сопла 4 вокруг оси опоры 5.
При обработке лепестковому кругу 1 сообщают вращение, а в момент ввода круга 1 в контакт с деталью 2 на рабочую поверх-- ность лепестков перед зоной обработки через сопло 3 подают под давлением поток воздуха или жидкости. Лепестки круга 1 деформируются, контактируют с обрабатываемой деталью 2 уже в реформированном виде и осуществляют обработку без удара, так как они загибаются в сторону, противоположную вращению круга. Для изменения деформации лепестков круга 1 регулируют скорость истечения потока воздуха или жидкости из сопла 3. Поток, направленный из сопла 3, может затягивать из встречного сопла 4 СОЖ и распылять по поверхности лепестков. Сопла 3 и 4 устанавливают на опорах 5 для осуществления качения относительно опор 5. Качание сопел 3, 4 можно производить, например, штангами гидроцилиндров, присоединенных к командоаппа- рату. При качании сопел 3, 4 поток воздуха или жидкости перемещается вдоль лепестка, оебспечивая деформацию разных частей лепестка; отгиб левого угла лепестка с изгибом, отгиб правого угла лепестка. Поток воздуха или жидкости направляют на поверхность лепестка, отстоящую от периферии лепестка на 0,1-0,2 длины лепестка,
при этом поток перемещают вдоль лепестка, не доходя до боковых сторон на 0,1 ширины лепестка, для отсутствия срыва потока воздуха или жидкости с рабочей поверхности лепестка. Давление потока воздуха или жидкости от двух до шести атмосфер. Качание сопел 3, 4 может производиться произвольно, не зависимо от вращения круга 1, или в зависимости от вращения круга 1.
Например, при глубине резания в 2-3
мкм необходимо воздействие лепестков круга при повороте круга на 10-15 оборотов, при этом инструмент должен переместиться по поверхности на ширину круга,
т.е. пройти по поверхности от одного края до другого. Сопло также должно переместиться от одного края до другого края лепестка, чтобы на единицу поверхности воздействовали края лепестка, отогнутые в
разные стороны, и середина лепестка. Кроме того, угловая скорость качания в известных устройствах, примерно, на два порядка (в 100 раз) меньше угловой скорости вращения ввиду изменения направления перемещения сопла относительно лепестка (инструмента).
Применение предложенного способа полирования деталей лепестковыми кругами позволяет повысить качество обработки
в виде уменьшения параметров шероховатости поверхности, так как перемещением потока воздуха или жидкости вдоль лепестка обеспечивается различная деформация частей лепестка, участвующего в обработке,
обеспечивается изменение жесткости лепестка в процессе обработки, при этом перемещение потока вдоль лепестка может быть согласовано с вращением круга. Формула изобретения
Способ полирования деталей лепестковыми кругами по авт. св. № 1093529, отличающийся тем, что, с целью повышения качества полирования, деформацию лепестков потоком воздуха или жидкости производят из сопла, которое устанавливают перпендикулярно оси круга в плоскости, проходящей через середину ширины лепестка, и потоку сообщают качательные движения вокруг оси, расположенной в упомянутой пло0 скости из условия его постоянного контакта с лепестками.
L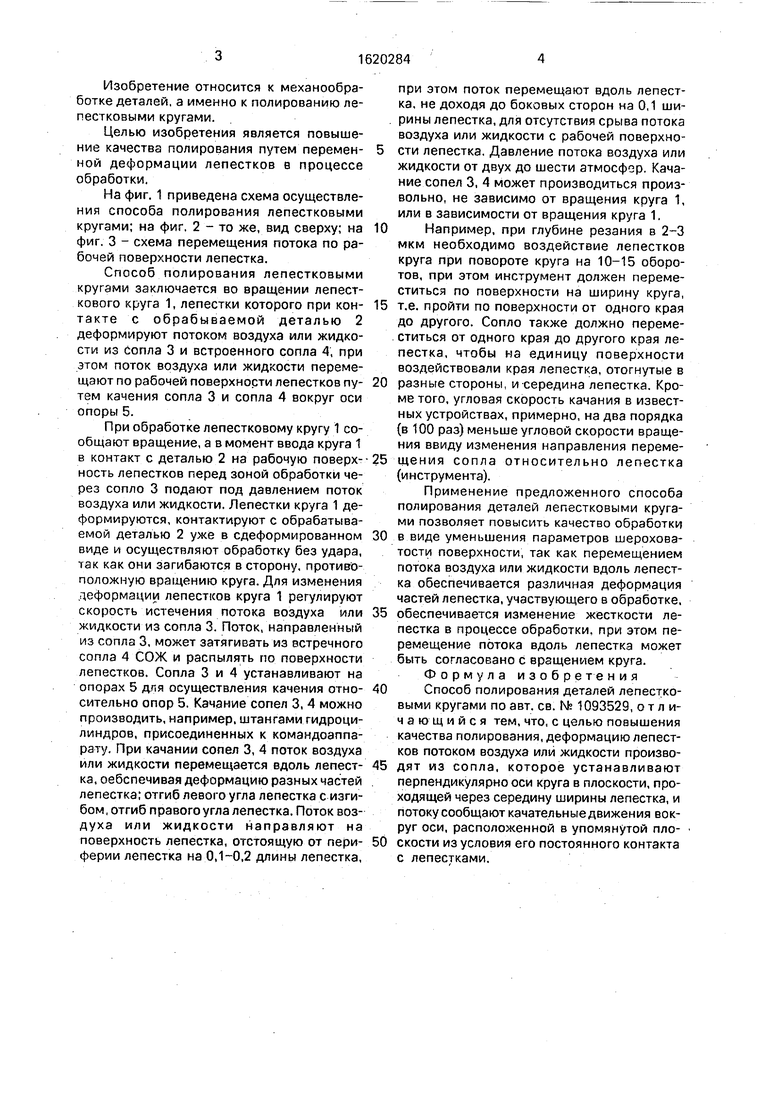
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1993 |
|
RU2082589C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1995 |
|
RU2092295C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1992 |
|
RU2043191C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2103151C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1995 |
|
RU2093339C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2111107C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2109617C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103150C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103149C1 |
| Лепестковый абразивный круг | 1987 |
|
SU1433783A2 |
Изобретение относится к механообработке и может быть использовано при полиро- вании лепестковыми кругами. Целью изобретения является повышение качества полирования путем переменной деформации лепестков в процессе обработки. При обработке кругу 1 сообщают вращение и в момент ввода его в контакт с деталью 2 из сопла 3 направляют на его рабочую поверхность поток жидкости или газа. Сопло устанавливают в плоскости, проходящей через середину ширины лепестка, и потоку сообщают качательные движения вокруг оси, расположенной в упомянутой плоскости, из условия его постоянного контакта с лепестками, вызывая следующие виды деформации: отгиб левого уголка, отгиб с изгибом, изгиб, отгиб правого уголка лепестка. 3 ил.
воздух
Фиг. 2
ci
| Способ полирования деталей лепестковыми кругами | 1982 |
|
SU1093529A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
