Изобретение относится к санитарно-гигиеническому оборудованию и может быть использовано при конструировании и изготовлении прямобортных литых ванн, например, купальных.
Цель изобретения - повышение качества ванны.
На чертеже показана литая ванна, фрагмент.
Литая ванна содержит емкость с прямоугольными бортами 1, края которых имеют бурт 2 с минимальной толщиной в середине углов в и плавным увеличением толщины в пределах прямого утла внутреннего закругления стенки ванны до величины В. Соотношение (l,2-1,3).
Минимальная толщина бурта в углу ванны является вполне определенной величиной. Она рассчитывается исходя из толщины стенки борта, которая в свою очередь определяется потребительскими свойствами отливок и технологией производства: методом формообразования, технологией литейной формы, температурой, составом металла и другими факторами. Поэтому изменение указанных соотношений может быть только за счет толщины бурта у продольной и поперечной стенок.
Поскольку при увеличении толщины буртов до соотношения 1:(1,2-1,3) прочность оказалась достаточной для компенсации напряжений, вызывающих трещины, дальнейшее увеличение толщины буртов (соотношение больше 1,3) не может увеличить брак по трещинам, но нерационально из-за увеличения массы отливок.
Уменьшение толщины бурта у стенок (соотношение меньше, чем 1,2) из-за возможных перекосов формы и неточностей в изготовлении литейной оснастки приближает соотношение к единице, что несет опасность резкого возрастания брака по трещинам.
Формула изобретения
Литая ванна, содержащая прямоугольную емкость с бортами, оканчивающуюся буртом, отличающаяся тем, что, с целью повышения качества ванны, бурт выполнен переменным по ширине, величина которой плавно увеличивается по периметру бурта в пределах каждого угла его изгиба в направлении стенок ванкы, при этом соотношение минимальной и максимальной величин ширины бурта находится в пределах от 1:(1,2-1,3).
lЈ
(Л
оэ
N5
оо о
CD
Z J
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ФОРМОВАННОГО АЛЮМИНИЕВОГО СЛИТКА | 2005 |
|
RU2421292C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО САНИТАРНОГО ИЗДЕЛИЯ, А ТАКЖЕ КЕРАМИЧЕСКОЕ САНИТАРНОЕ ИЗДЕЛИЕ | 2020 |
|
RU2765906C1 |
| РАКОВИНА И СИСТЕМА САНИТАРНО-ТЕХНИЧЕСКОЙ АРМАТУРЫ, РАЗМЕЩЕННАЯ НА РАКОВИНЕ | 2009 |
|
RU2474653C2 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| Раствор для приготовления жидкостекольного связующего | 1982 |
|
SU1068206A1 |
| Литейная модель | 1991 |
|
SU1801054A3 |
| Противопригарная краска для кокилей | 1981 |
|
SU954140A1 |
| Смесь для изготовления стержней при литье титановых сплавов и способ изготовления стержней из указанной смеси | 1983 |
|
SU1187904A1 |
| Образец для определения механическихСВОйСТВ ОбОлОчКОВыХ фОРМ,МАТЕРиАлА ипОКРыТия для ОбОлОчКОВыХ фОРМ | 1979 |
|
SU851177A1 |
| Устройство для охлаждения непрерывно-литого слитка квадратного поперечного сечения | 1983 |
|
SU1177040A1 |
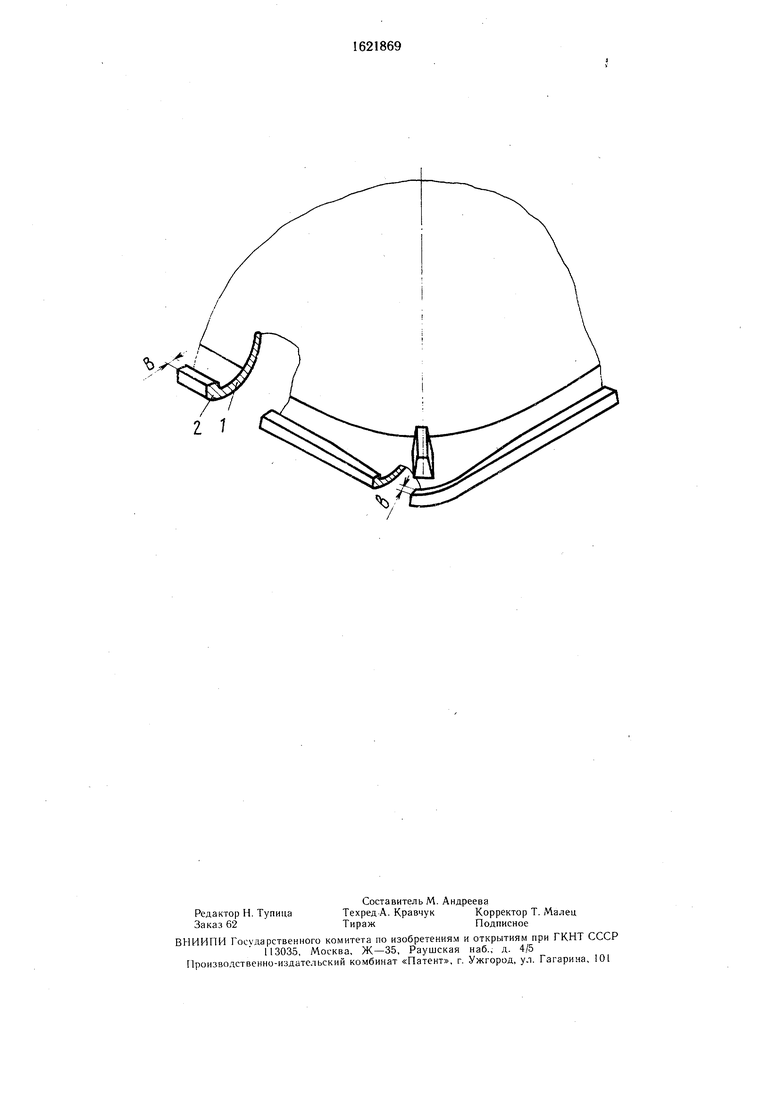
Изобретение относится х санитарно- гигиеническому оборудованию, может быть использовяно при конструировании к изготовлении прямобортных литых ванн и позволяет предотвращать трещинообразование при изготовлении ванн, что ведет к повышению их качества. Литая ванна с бортами прямоугольной формы по всему периметру ванны имеет бурт переменной ширины. При этом минимальное значение величины - в середине углов с плавным увеличением в пределах прямого угла внутреннего закругления стенки ванны, а соотношение минимальной и максимальной ширины бурта равно 1:(1,2-1,3). 1 ил.
| Рихтер Р | |||
| Конструирование технологических отливок | |||
| Перев | |||
| с немец | |||
| - М.: Машиностроение, 1968. |
