Область техники, к которой относится изобретение
Изобретение относится к отливке алюминиевых слитков и, в частности, касается алюминиевых слитков с формованными концами.
Уровень техники
При литье алюминиевого слитка в форму с вертикально расположенной полостью на верхней поверхности слитка остается неглубокая впадина, возникающая из-за усадки при затвердевании. Нижняя часть слитка обычно является плоской. При прокатке слитка верхние слои, находящиеся в контакте с валками, подвергаются большей деформации, чем внутренние слои слитка. В результате, при прокатке на реверсивном прокатном стане, появляется неглубокая впадина сверху и растянутость плоских концов. Отсюда возникает проблема: впадина формирует трещину на концах прокатанного материала, которую в данной отрасли промышленности называют «продольной». Даже если верхняя впадина удалена, продольная трещина появляется в силу самой природы прокатки. Продольные трещины должны быть удалены, и это ведет к отходам, что является существенным фактором при определении нормы выхода годного металла из слитка. Если впадина не удаляется, это может привести к проблемам при дальнейшей обработке в технологической линии. Таким образом, существует насущная необходимость в способе и системе для разрешения этой проблемы, чтобы увеличить выход годного металла из слитка.
В прошлом для решения этой проблемы использовалось несколько подходов. Например, патент США US 6453712, описывающий способ и устройство для сокращения потерь на обрезание концов слитка в процессе прокатки сляба и слитка, касается формирования слябингового слитка, имеющего специальную конфигурацию или форму узкого конца и, по выбору, также верхнего конца. Специальная форма придается посредством обработки на станке, штамповки или, предпочтительно, литья. Специальная форма придается узкому концу во время отливки с помощью нижнего блока специальной формы или пускового блока. Специальная форма донного блока передается узкому концу отлитого слитка. Специально сформированный узкий конец слябингового слитка обычно является прямоугольным по форме и имеет продольно вытянутые выступающие части, которые наклоняются вниз по направлению к области углубленного центрального желоба. Боковые стороны расширенных конечных частей и вдавленный желоб имеют поперечно расположенные и постепенно сужающиеся или изогнутые края. Подобная форма может быть придана верхнему концу слитка при завершении литья благодаря использованию горячей верхней литейной формы специальной конфигурации или путем обработки на станке или ковки отлитого верхнего конца. В процессе последующей горячей прокатки в реверсивном прокатном стане слябинговый слиток специальной формы обеспечивает лишь минимальное формирование нахлесток и языков, что позволяет увеличить выход годного материала, сокращая потери на обрезание концов, и повысить производительность прокатного стана путем увеличения его пропускной способности.
В патенте США US 4344309 описывается процесс, который включает в себя способ, применяемый при прокатке слябов, в котором впадины в направлении толщины формируются на паре расположенных напротив друг друга поверхностей на каждом конце сверху и снизу указанного стального слитка. Далее, центральная часть, которая до того не прокатывалась, подвергается прокатке до глубины указанных впадин. Затем формируются впадины в направлении ширины на том же конце, что указан здесь выше. Далее, центральные участки, которые еще не прокатывались, подвергаются прокатке до глубины указанных впадин в направлении ширины. И при величине обжатия по толщине ΔНт и величине обжатия по ширине ΔHw в указанных прокатках соотношение регулируется до 0,4-0,65 в области, где толщина материала сравнительно велика, а боковой профиль материала представляет собой двойной бочонок, и соотношение ΔHw/ΔНт регулируется до 0,3 или меньше в области, где толщина материала сравнительно мала, а боковой профиль материала представляет собой простой бочонок, благодаря чему так называемые «рыбьи хвосты» не могут разрастаться, и, поэтому, потери на обрезание концов, состоящих из так называемых «рыбьих хвостов» и нахлесток в форме сдвоенных тарелок, могут быть сокращены, тем самым значительно улучшая производительность прокатного стана.
В патенте США US 4587823 описываются устройство и способ, которые делают возможной полунепрерывную прокатку в очень большом диапазоне ширины, по ширине проката не более чем тройная ширина слябов. Передний конец сляба прокован или обжат сбоку между пуансонами, с обеспечением постепенного уменьшения его ширины на указанном конце до значения, меньшего желательной ширины по завершении прохода. Затем сляб пропускается через рифленые вертикальные валки для обжима боковых кромок, чтобы уменьшить ширину и запускается в валки черновой клети. При прокатке боковых кромок избыточный металл стремится сместиться в полость, созданную пуансонами. Когда задний конец сляба достигает черновой клети, валки для обжима боковых кромок отводятся, позволяя этому концу сляба расшириться в поперечном направлении. Когда сляб выходит из черновой клети, он прокатывается между рифлеными вертикальными валками для обжима боковых кромок с уменьшением уширения и приданием расширенному концу сляба нужного размера. Эта операция приводит к выпучиванию заднего конца по центру в заднем направлении, компенсируя тем самым образовавшийся «рыбий хвост». Затем черновую клеть переключают на обратный ход, и сляб прокатывается повторно в обратном направлении таким же образом.
В патенте США US 1603518 описывается способ прокатки слитков, который позволяет избежать образования раковин и чашеобразных концов и содержит этапы заготовки слитков, имеющих заранее определенные концевые размеры, и предварительного определения теплосодержания слитка и глубины обжатия относительно указанных концевых размеров для обеспечения соответствующих вьдавливающих усилий всей концевой области для смещения поверхности конца, по существу, вровень относительно основной массы слитка.
В патенте США US 4608850 описывается способ управления прокатным станом таким образом, чтобы избежать появления продольных трещин в слябе металла при уменьшении толщины его в прокатном стане. Сляб подвергается обработке в режиме повторных проходов через прокатный стан для достижения заранее определенного уменьшения толщины сляба за каждый проход. Способ содержит этапы анализа режима проходов для такого сляба, и обозначения каждого такого прохода в составленном графике, для которого характерно такое сочетание входной толщины и величины обжатия, при котором в слябе могут возникнуть продольные трещины. Необжатая передняя часть сляба затем подается в зев прокатного стана, и если сочетание входной толщины и величины обжатия таково, что продольные трещины не возникают, то сляб пропускается через прокатный стан для обжатия его по толщине, как запланировано. Однако, если сочетание входной толщины и величины обжатия будет таким, при котором возникают или могут возникнуть продольные трещины в слябе, то согласно этому способу предусматривается соответствующее изменение величины рабочего раствора валков стана до такого его значения, при котором сочетание входной толщины и величины обжатия не приводит к возникновению продольных трещин. Затем передняя часть подается в зев прокатного стана, имеющего измененный рабочий раствор валков, и после того, как передняя часть сляба войдет в зев прокатного стана, рабочий раствор его валков снова приводится к той его величине, при которой обеспечивается требуемый режим по обжатию размера и толщине сляба.
В патенте США US 4593551 описывается способ обжатия сляба металла по толщине в режиме, который чреват образованием продольных трещин на концах сляба, причем этот способ содержит этапы утонения, по меньшей мере, одного конца сляба и направления указанного конца в прокатный стан. Утоненный конец сляба обжимается по толщине в прокатном стане, прием величина обжатия возрастает по мере прохождения утоненного конца через прокатный стан. Сляб продолжает свое продвижение через прокатный стан, уменьшая при этом свою толщину. Утоненный конец сляба снова утоняется и пропускается через прокатный стан, который обеспечивает при каждом из указанных утонений такие сочетания входной толщины и величины обжатия по толщине, при которых обжатие при каждом очередном утонении продолжает оставаться в пределах области таких соотношений между входной толщиной и величиной обжатия, в которой продольные трещины на конце сляба не возникают. Оставшаяся необжатая часть сляба подвергается обжатию по толщине в прокатном стане в пределах области таких соотношений между входной толщиной и величиной обжатия по толщине, в которой возможно возникновение продольных трещин.
В патенте США US 4387586 описываются способ и устройство для прокатки прокатанного материала в направлении его ширины, выполненного в виде полосового металла, который может представлять собой сляб металла, имеющий большую ширину в отличии от толщины, и концевая часть которого в продольном направлении сформирована путем сжатия. При этом прокатанный материал сохраняет неподвижное положение, в то время как концевая часть формируется в продольном направлении в виде части с постепенно уменьшающейся шириной, которая становится все меньше и меньше в направлении конца прокатанного материала, и части с постоянной шириной, которая граничит с частью, имеющей постепенно уменьшающуюся ширину, и ширина которой равна минимальной ширине части с постепенно уменьшающейся шириной между ее концом и соответствующим концом прокатного материала. После этого прокатанный материал подвергается прокатке по ширине, благодаря чему «рыбий хвост», образовавшийся на конце прокатанного материала, может быть значительно уменьшен.
Несмотря на все сказанное выше, существует настоятельная необходимость в создании экономичных способа и системы, которые позволят решить проблему, связанную с образованием продольных трещин, и увеличить выход годного металла из слитка за счет и уменьшения отходов.
Раскрытие изобретения
Целью настоящего изобретения является увеличение выхода годного прокатанного металла из слитка.
Другой целью настоящего изобретения является создание нового способа литья слитков.
Следующей целью настоящего изобретения является получение новой формы конца слитка при его литье, который не будет образовывать продольных трещин (сетки трещин) в процессе прокатки.
Еще одной целью настоящего изобретения является создание нового нижнего блока для использования при литье расплавленного алюминия.
И еще одной целью настоящего изобретения является создание новой формы конца слитка для уменьшения или исключения расщепления конца слитка в процессе прокатки до меньшей толщины.
Эти и другие цели станут понятными из описания, к которому прилагаются чертежи и формула изобретения.
В соответствии с этими целями здесь раскрывается способ прокатки алюминиевого слитка, позволяющий предотвратить появление продольных трещин в процессе обжатия слитка по толщине при производстве сляба или листа, причем слиток подвергается многократным проходам при прокатывании его в прокатном стане. Способ включает этапы обеспечения наличия прокатного стана и подготовки слитка к прокатке, причем слиток содержит расположенные напротив друг друга поверхности, подлежащие прокатке, и имеет, по меньшей мере, один фасонный или формованный конец. Формованный конец включает утоненную часть, причем утонение ориентировано в направлении прокатки, находится в пределах угла 2°-20° по отношению к поверхности, подлежащей прокатке, и расположено вплоть до конца слитка. Формованный конец имеет выпуклую изогнутую или закругленную поверхность, непрерывно переходящую в утоненную поверхность, причем изогнутая или закругленная поверхность тянется в направлении прокатки, обеспечивая наличие формованного конца. Слиток подвергается многократным проходам прокатки в прокатном стане с целью обжатия слитка по толщине и увеличения длины слитка при получении сляба или листа, причем такой сляб или лист не склонны к образованию продольных трещин.
Изобретение также включает способ изготовления алюминиевого слитка, имеющего формованный конец для предотвращения появления продольных трещин при обжатии слитка по толщине в процессе прокатки, причем слиток прокатывается в прокатном стане, в котором слиток подвергается многократным проходам прокатки. Способ предусматривает наличие литейной машины для отливки алюминиевого слитка, причем литейная машина содержит прямоугольную литейную форму, и нижний блок, устанавливаемый на ней до начала отливки слитка, имеющего формованный конец. Нижний блок имеет верхнюю поверхность для приема расплавленного алюминия, причем верхняя поверхность имеет две расположенные напротив друг друга поверхности, сходящиеся во внутреннем направлении друг к другу и оканчивающиеся скругленным концом для получения фасонного или формованного конца литого слитка для последующей прокатки. После его отливки такой литой слиток имеет, по меньшей мере, один формованный конец, содержащий две поверхности, сходящиеся во внутреннем направлении к концу, причем такое утонение располагается относительно поперечного направления прокатки и находится в пределах угла 2°-20° от поверхности прокатки. Формованный конец, кроме того, содержит также изогнутую наружу или выпуклую поверхность, плавно сопрягающуюся с одной из сходящихся друг с другом поверхностей, изогнутую поверхность, расположенную поперечно относительно направлению прокатки с образованием при этом фасонного или формованного конца. Расплавленный алюминий подается туда с целью отливки из слитка. Отлитый слиток подвергается многократным проходам прокатки в прокатном стане для обжатия его по толщине и увеличения длины слитка с целью получения сляба или листа, не имеющих продольных трещин.
Настоящее изобретение также включает в себя нижний блок специальной формы для получения формованного конца слитка, который сводит к минимуму опасность образования продольных трещин во время последующего процесса прокатки. Систематический контроль формы конца слитка в соответствии с настоящим изобретением значительно сокращает образование отходов в процессе прокатки. Кроме того, по завершении отливки можно использовать верхнюю литейную форму для формирования фасонного конца в верхней части слитка.
Краткое описание чертежей
Фиг.1 - поперечное сечение устройства для отливки расплавленного алюминия в слитки.
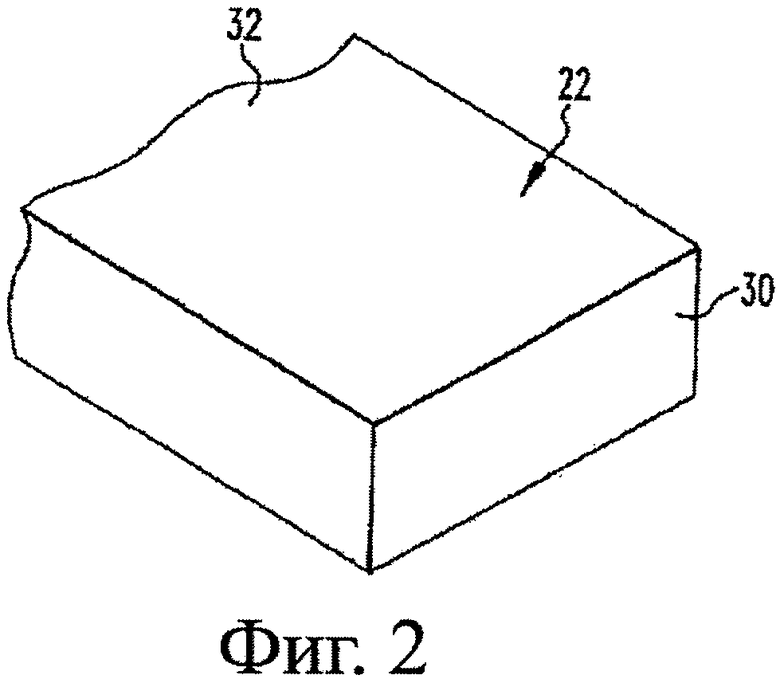
Фиг.2 - пространственное изображение конца обычного алюминиевого слитка.
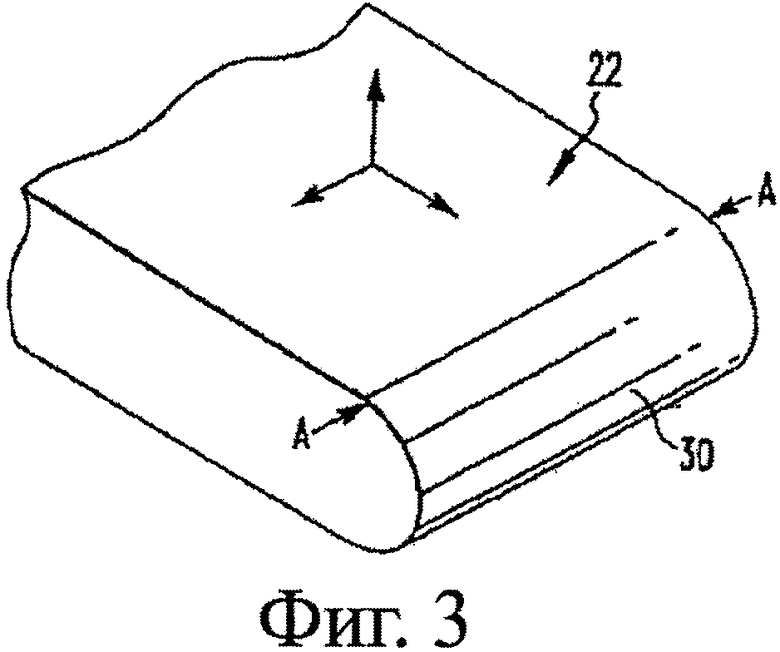
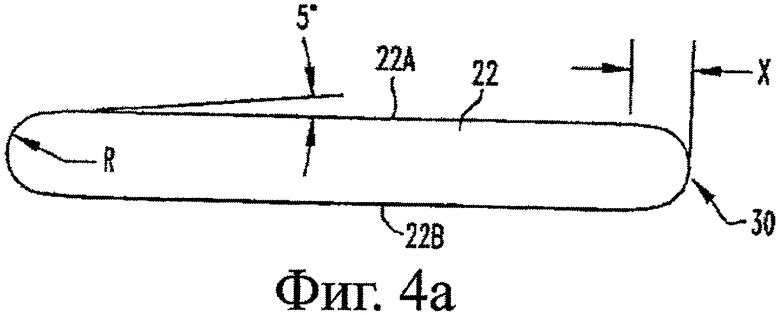
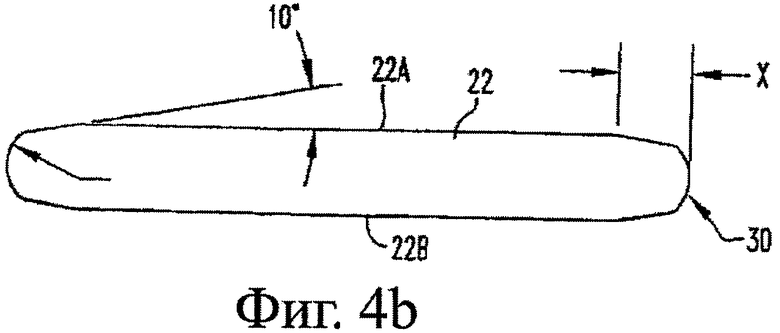
Фиг.3 и 4 (А, В, С) - пространственные изображения конца в соответствии с настоящим изобретением.
Фиг.5 и 6 - формы фасонных концов слитка, показанных на фиг.2-4, после 55-процентного обжатия по толщине посредством горячей прокатки.
Фиг.7 и 8 - формы фасонных концов слитка, показанных на фиг.2-4, после 80-процентного обжатия по толщине посредством горячей прокатки.
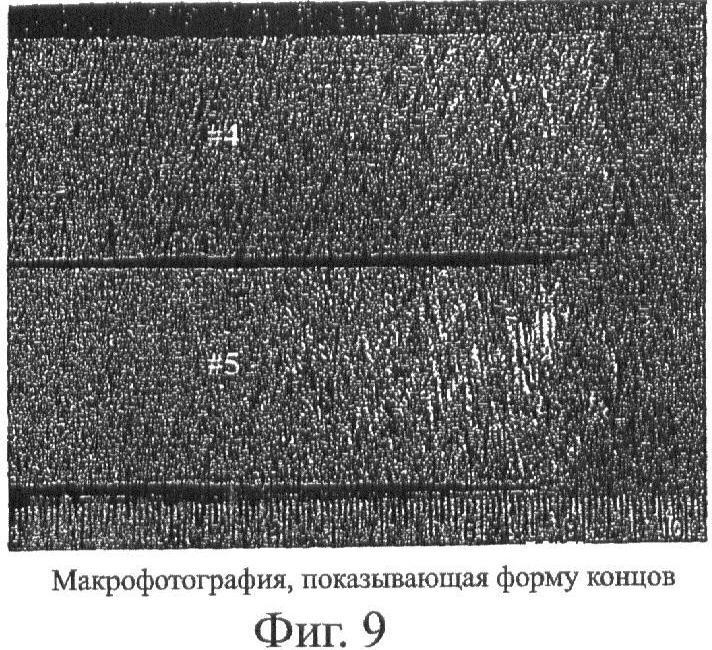
Фиг.9 - макрофотография двух образцов до прокатки.
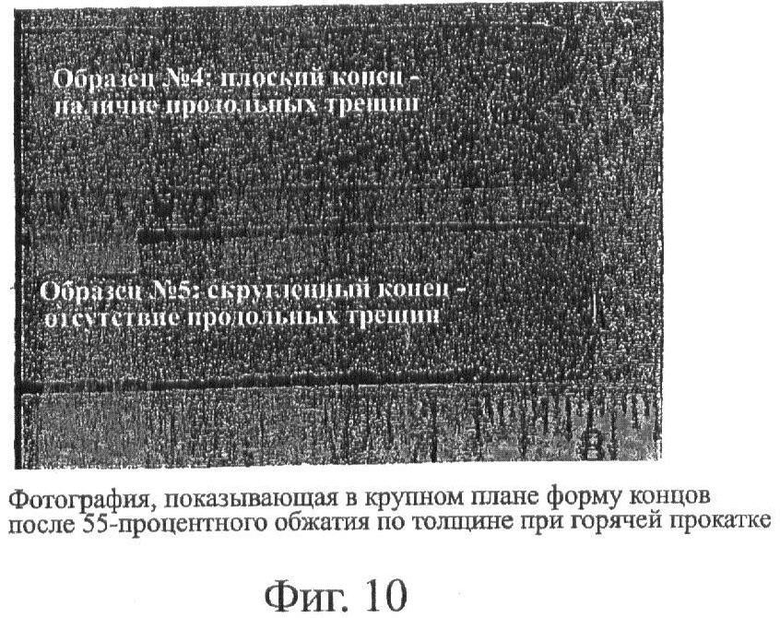
Фиг.10 - макрофотография двух образцов, показанных на фиг.9, после горячей прокатки с 55%-ным обжатием по толщине.
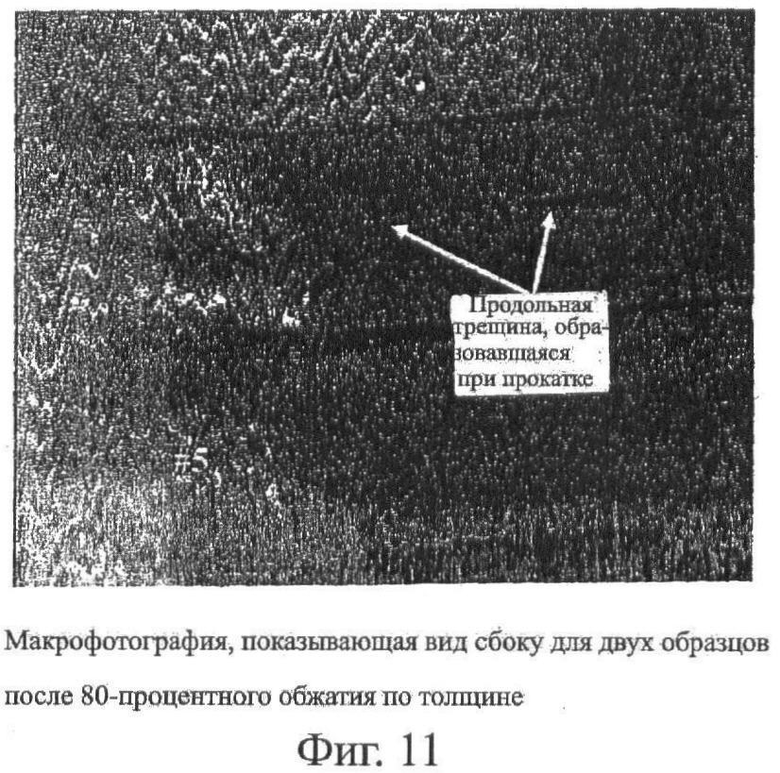
Фиг.11 - макрофотография двух образцов, показанных на фиг.9, после горячей прокатки с 80%-ным обжатием по толщине.
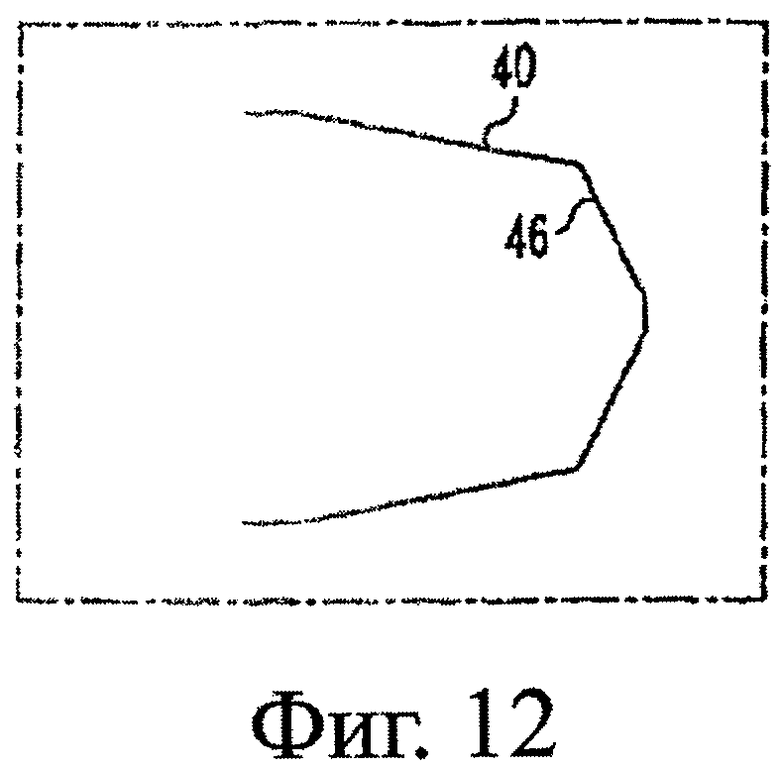
Фиг.12 - поперечное сечение края слитка, показывающее утонение под углом 10°.
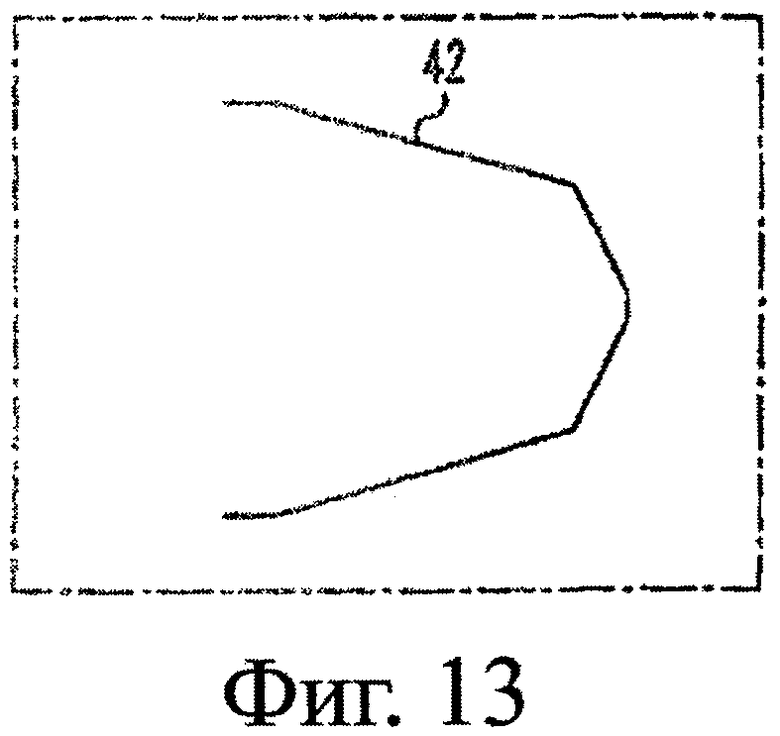
Фиг.13 - поперечное сечение края слитка, показывающее утонение под углом 15°.
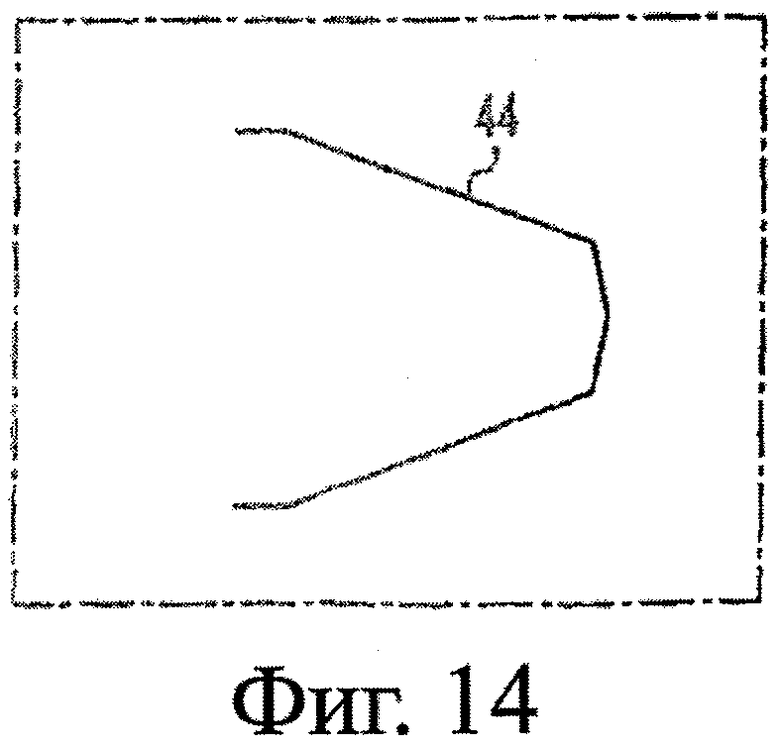
Фиг.14 - поперечное сечение края слитка, показывающее утонение под углом 20°.
Осуществление изобретения
На фиг.1 показан предпочтительный вариант осуществления настоящего изобретения, предназначенного для отливки алюминиевого слитка. На фиг.1 показана раздаточная печь 10, содержащая расплавленный алюминий 12. Расплавленный алюминий может проходить через фильтрующую камеру 14 для удаления любых мелких частиц. Затем расплавленный алюминий отмеряется с помощью стержня 16 дозирующего клапана и поступает в ванну 17 расплавленного алюминия в литейной форме 20, где он затвердевает, образуя твердый слиток 22, опирающийся на нижний блок 24. При этом нижний блок 24 опускается со скоростью, соответствующей скорости затвердевания ванны 17. Нижний блок 24 показан имеющим конфигурацию поперечного сечения в соответствии с настоящим изобретением.
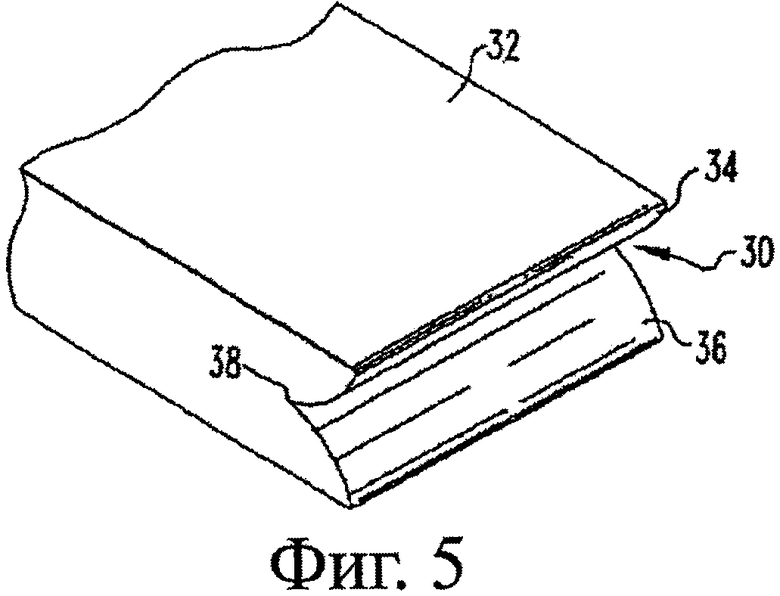
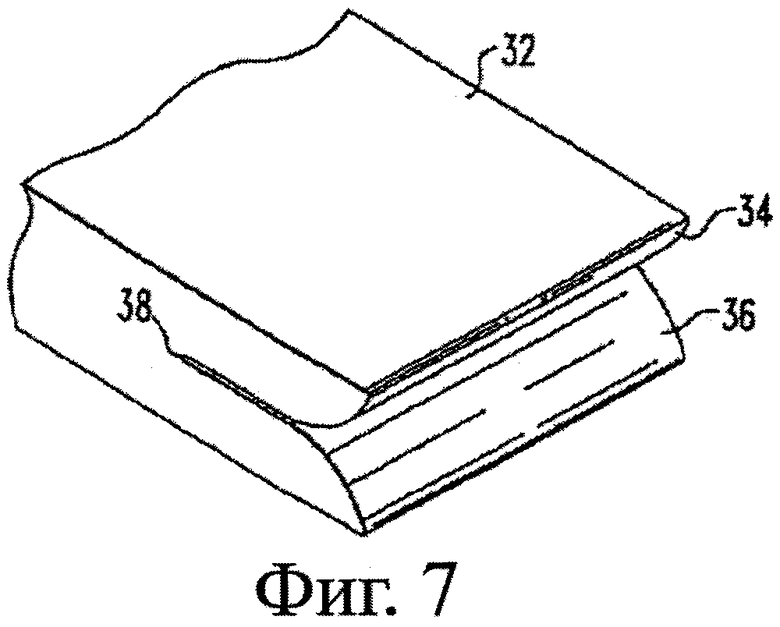
При традиционном литье слитков конец 30 слитка (фиг.2) является, в основном, плоским с небольшой кривизной на конце слитка или без нее. Слиток имеет большую плоскую верхнюю сторону и нижнюю сторону, по существу, параллельную верхней стороне. Однако, как указано в данном описании, при прокатке такого традиционного слитка поверхностные слои будут подвергаться большей деформации, чем внутренние слои. Это приводит к тому, что поверхностные слои, включающие верхнюю поверхность и нижнюю поверхность, вытягиваются над внутренними или центральными слоями металла. Результат прокатки такого традиционного слитка показан, например, на фиг.5, где можно заметить, что верхний и нижний слои 34 и 36 металла вытягиваются над внутренними слоями и центральным слоем 38 металла. Эта проблема усугубляется при увеличении степени деформации при прокатке. Например, приблизительно при 80-процентном обжатии по толщине посредством горячей прокатки, слои 34 и 36 вытягиваются еще дальше и образуют то, что называется в данной отрасли трещинами продольного типа (см. фиг.7). Следует понимать, что такие трещины должны быть удалены, что ведет к тому, что большое количество металла выбрасывается в отходы. Таким образом, становится очевидным, что существует насущная необходимость обеспечить возможность получения слитков, на которых не образуются продольные трещины.
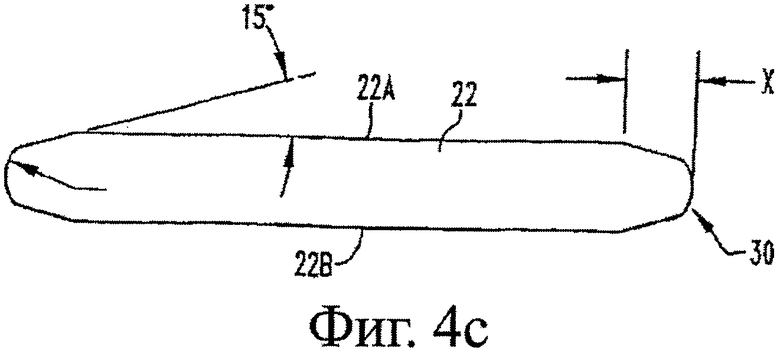
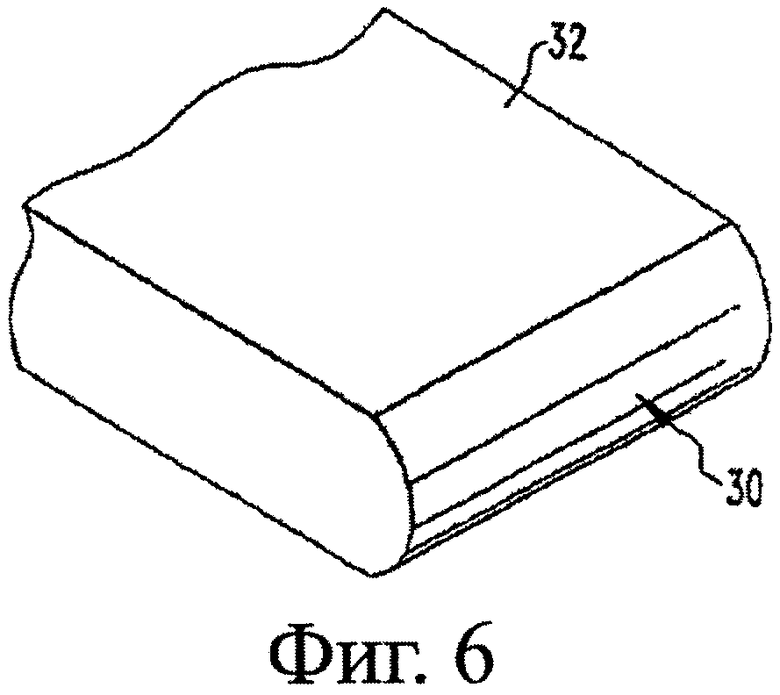
Настоящее изобретение обеспечивает получение такого слитка. Было обнаружено, что конец слитка может быть сформирован так, чтобы предотвращать образование продольных трещин. То есть было обнаружено, что если слиток снабжен изогнутым или скругленным концом, как показано, например, на фиг.3, то конец слитка не образует трещин при прокатке. Форма, на которую ссылаются как на предпочтительную, приближается к полукругу, который проходит вдоль всей ширины А-А слитка. Может предусматриваться наличие дуги окружности примерно в пределах от 10° до 70° на конце слитка по всей его толщине, как показано на фиг.4А-4С. Также могут быть применены утонения в пределах угла 2°-20° на верхней поверхности 22А и на нижней поверхности 22В.
Чтобы проиллюстрировать изобретение, обратимся к фиг.9, 10 и 11, на которых показаны фотографии слябов до и после прокатки. На фиг.9 показаны два сляба алюминия, подлежащих прокатке. Следует заметить, что верхний сляб имеет традиционный квадратный или плоский конец, а нижний сляб имеет скругленный конец, выполненный в соответствии с настоящим изобретением. На фиг.10 показана пластическая деформация металла на концах или форма этих концов, после того как каждый сляб был подвергнут горячей прокатке с 55-процентным обжатием по толщине. Следует заметить, что традиционный плоский конец дал продольную трещину, а скругленный конец был обжат по толщине без образования продольной трещины и в соответствии с настоящим изобретением.
На фиг.11 видно, что продольная трещина становится более протяженной при традиционной форме конца, когда слиток прокатывается с 80-процентным обжатием по толщине. На этом виде показано, что трещина простирается дальше в глубь металла и металлические слои расслаиваются. По сравнению с этим слиток, имеющий скругленный конец, не имеет никаких продольных трещин даже после 80-процентного обжатия по толщине. Как отмечалось ранее, участки с трещинами должны быть отрезаны или отсечены, чтобы прокатанный металл можно было использовать, а это приводит к значительному количеству металла, идущему в отходы.
Предпочтительные варианты осуществления изобретения показаны на фиг.4А, 4В и 4С. На фиг.4А схематически показан слиток 22, имеющий фасонные концы в соответствии с настоящим изобретением. Таким образом, фасонные концы вначале подготавливаются посредством обеспечения утоненного участка, имеющего утонение под углом 2°-20°. На фиг.4А показано утонение под углом 5°, которое тянется вдоль ширины слитка или сляба в направлении поперечном направлению проката. Утонение может распространяться на расстояние Х (фиг.4А). Утоненный участок оканчивается скругленным участком 30, причем предпочтительно такой скругленный участок представляет сегмент круга, имеющего радиус R. Радиус R зависит от толщины слитка или сляба. Для более крутого утонения, например под углом 15°, при той же толщине слитка радиус будет меньше.
Специально сформованный конец слитка может быть выполнен посредством обработки на станках, ковки или прессования. Однако, предпочтительно, формованный конец формируется непосредственно во время отливки. Как уже было отмечено, это достигается отливкой слитка с использованием нижнего блока 24 специальной формы, например, такой как показанная на фиг.1. При изучении фиг.1 видно, что нижний блок 24 имеет изогнутую или скругленную поверхность 50 и утоненный участок 52. Таким образом, расплавленный металл 12 вводится в литейную форму 20 и ограничивается нижним блоком 24, при этом расплавленный металл принимает форму внутренней поверхности, определяемой поверхностями 50 и 52. Верхний конец слитка также может быть отформован с использованием верхней литейной формы требуемой конфигурации на завершающей стадии отливки слитка, причем верхняя литейная форма заполняется расплавленным металлом. Верхняя литейная форма может представлять собой передвижную горячую верхнюю литейную форму или регулируемую традиционную литейную форму типа ЕМС. Таким образом, слиток может быть прокатан со значительным сокращением отходов. В качестве альтернативы, верхний конец слитка можно получить обработкой на станках, или с использованием пресса или ковки, требующей применения пуансонов нужной конфигурации.
Три слитка 3014 были отлиты, подвергнуты обтирке, а затем обработаны на станках, чтобы получить такие их формы, которые показаны на фиг.12, 13 и 14. Слитку №1 было придано первое утонение 40 под углом 10°, слитку №2 - утонение 42 под углом 15° и слитку №3 - утонение 44 под углом 20°. Второй участок конца слитков №№1, 2 и 3 был обработан на станке. Второе утонение 46 под углом 64° относительно горизонтали было выполнено на слитке №1, утонение 48 под углом 62° - на слитке №2 и утонение 50 под углом 78° - на слитке №3. Следует принимать во внимание, что первое утонение может иметь угол в пределах от 2° до 25°, а второе может иметь угол в пределах приблизительно от 50° или менее и до 80°. Затем слитки были разогреты для горячей прокатки. Слитки были подвергнуты горячей прокатке с изменением их толщины с 711 мм до 30,5 мм без образования продольных трещин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТИТАНОВЫЙ СЛЯБ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ПРОИЗВЕДЕННЫЙ С ПОМОЩЬЮ ЭЛЕКТРОННО-ЛУЧЕВОЙ ПЛАВИЛЬНОЙ ПЕЧИ, ПРОЦЕСС ЕГО ПРОИЗВОДСТВА И ПРОЦЕСС ПРОКАТКИ ТИТАНОВОГО СЛЯБА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2552209C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЛИ ЛИСТА ИЗ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2159160C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ МЕНЕЕ 10 ММ | 1991 |
|
RU2013184C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| "СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х12 ММ НА ТПУ 8-16" ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1, 3 ДО 3, 5% ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2, 0/-3, 0Х6+2, 0/-1, ОХ4300+80/-30 ММ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА" | 2012 |
|
RU2511199C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ПЛОСКОГО ИЗДЕЛИЯ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ И ВЫТЯЖКИ С УТОНЕНИЕМ, СТАЛЬНОЕ ПЛОСКОЕ ИЗДЕЛИЕ И ЕГО ПРИМЕНЕНИЕ | 2014 |
|
RU2661687C2 |
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОГО МАГНИТНОГО ЛИСТА С ВЫСОКОЙ СТЕПЕНЬЮ ОБЖАТИЯ В ХОЛОДНОМ СОСТОЯНИИ | 2012 |
|
RU2618992C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ ИЛИ ЛИСТА | 1997 |
|
RU2208485C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2334571C2 |
| Способ получения проката | 1988 |
|
SU1554998A1 |
Изобретение предназначено для предотвращения образования продольных трещин в процессе прокатки алюминиевого слитка. Способ включает подготовку к прокатке слитка, содержащего две большие плоские стороны и, по меньшей мере, один формованный конец. Благоприятная, с точки зрения исключения трещинообразования, схема прокатки слитка обеспечивается за счет того, что, по меньшей мере, один формованный конец имеет расположенные напротив друг друга поверхности, сходящиеся в указанном слитке в направлении к указанному концу, расположенные в направлении прокатки и ориентированные в пределах угла 2°-20° относительно поверхности, подлежащей прокатке, простираясь вплоть до указанного конца, при этом указанный конец имеет изогнутую поверхность, сопрягаемую с указанными сходящимися поверхностями, расположенную поперечно по отношению к указанному направлению прокатки с обеспечением получения указанного формованного конца. Литейное оборудование имеет емкости соответствующей формы. 4 н. и 13 з.п. ф-лы, 14 ил.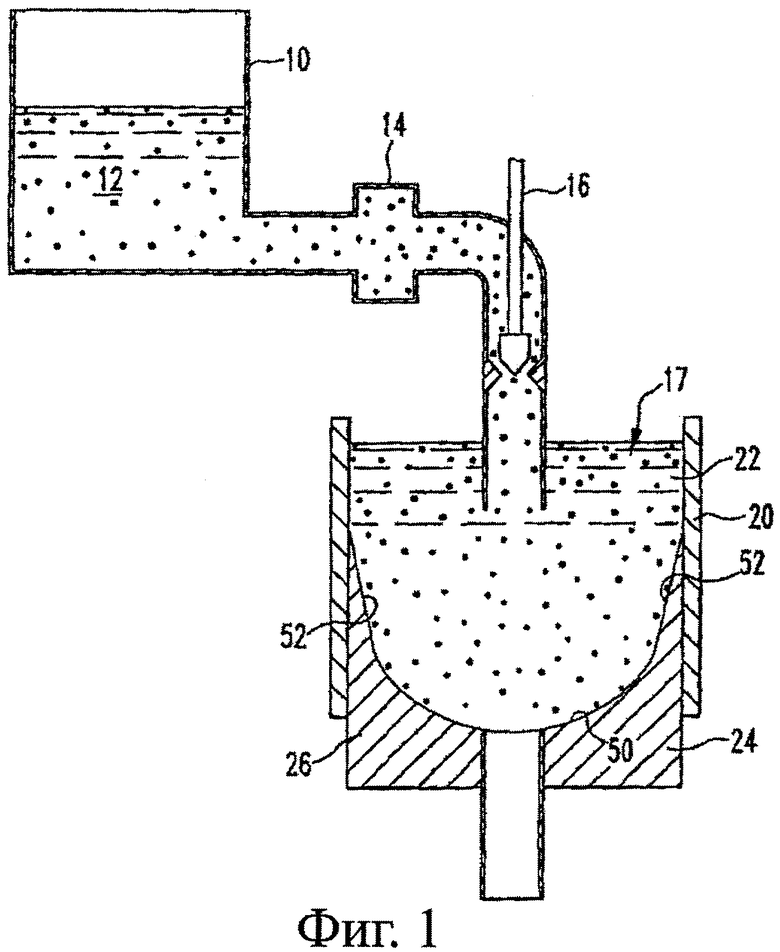
1. Способ прокатки алюминиевого слитка для предотвращения образования продольных трещин при обжатии слитка по толщине при получении из него сляба прокаткой с многократными проходами в прокатном стане, включающий:
(a) обеспечение наличия прокатного стана,
(b) подготовку к прокатке слитка, содержащего две большие плоские стороны (22А, 22В) и, по меньшей мере, один формованный конец, имеющий расположенные напротив друг друга поверхности, сходящиеся в указанном слитке в направлении к указанному концу, расположенные в направлении прокатки и ориентированные в пределах угла 2-20° относительно поверхности, подлежащей прокатке, простираясь вплоть до указанного конца, при этом указанный конец имеет изогнутую поверхность, сопрягаемую с указанными сходящимися поверхностями, расположенную поперечно по отношению к указанному направлению прокатки с обеспечением получения указанного формованного конца,
(c) осуществление многократных проходов прокатки указанного слитка в указанном прокатном стане для обжатия указанного слитка по толщине и увеличения длины слитка при получении прокатанного материала, не склонного к образованию продольных трещин.
2. Способ по п.1, в котором указанные сходящиеся поверхности ориентированы под углом 5-15°.
3. Способ по п.1, в котором указанная изогнутая поверхность (30) приблизительно равняется половине круга.
4. Способ по п.1, в котором оба конца указанного слитка (22) имеют сходящиеся поверхности и указанные изогнутые поверхности (30).
5. Способ по п.1, в котором, по меньшей мере, один из указанных концов указанного слитка сформирован во время отливки по форме нижнего блока (24), на который алюминий (17) помещают во время отливки.
6. Способ по п.1, в котором, по меньшей мере, один из указанных концов указанного слитка (22) формируют посредством обработки на станках, после того, как слиток отлит.
7. Способ по п.1, в котором оба конца слитка формируют во время отливки, в процессе которой осуществляют получение указанных формованных концов.
8. Способ изготовления алюминиевого слитка (22) для прокатки, имеющего формованные концы для предотвращения появления продольных трещин при обжатии слитка по толщине в процессе его прокатки с многократными проходами в прокатном стане, включающий:
(а) обеспечение наличия литейной машины для отливки алюминиевого слитка, содержащей прямоугольную литейную форму (20) и нижний блок (24), устанавливаемый на ней до начала отливки, имеющий верхнюю поверхность (50) для приема расплавленного алюминия, которая имеет две расположенные напротив друг друга поверхности (52), сходящиеся во внутреннем направлении друг к другу и оканчивающиеся скругленным концом для получения отлитого слитка для последующей его прокатки, имеющего, по меньшей мере, один формованный конец, содержащий расположенные напротив друг друга поверхности, сходящиеся в указанном слитке по направлению к указанному концу с обеспечением наличия сходящихся поверхностей, расположенных под углом в пределах от 2-20° относительно поверхности, подлежащей прокатке, простирающихся вплоть до указанного конца, при этом указанный конец имеет изогнутую поверхность, сопряженную с указанными сходящимися поверхностями, расположенными напротив друг друга, изогнутая поверхность расположена поперечно указанному направлению прокатки (30) для обеспечения наличия указанного формованного конца,
(b) подачу расплавленного алюминия (17) для отливки из него слитка,
(c) отливку указанного слитка.
9. Способ по п.8, в котором указанные сходящиеся поверхности ориентированы под углом 5-15°.
10. Способ по п.8, в котором указанная изогнутая (30) поверхность приблизительно равняется 1/2 окружности.
11. Способ по п.8, в котором оба конца указанного слитка (22) имеют сходящиеся поверхности и изогнутые поверхности (30).
12. Способ по п.8, в котором оба конца слитка (22) сформированы во время отливки с обеспечением наличия указанных формованных концов.
13. Устройство для изготовления алюминиевого слитка (22), имеющего формованный конец для предотвращения появления продольных трещин при обжатии слитка по толщине в процессе его прокатки, содержащее нижний блок (24) вставляемый до начала литья в прямоугольную литейную форму с вертикально расположенной полостью, верхняя поверхность (50) которой имеет две расположенные напротив друг друга поверхности (52), которые сходятся между собой и оканчиваются скругленным участком для приема расплавленного алюминия (17), где он отвердевает с получением слитка, имеющего две расположенные напротив друг друга поверхности, которые сходятся между собой и оканчиваются скругленным участком, причем указанные поверхности, сходящиеся между собой, расположены в направлении прокатки указанного слитка под углом 2-20° относительно поверхности, подлежащей прокатке.
14. Устройство по п.13, в котором указанная скругленная поверхность представляет собой половину круга.
15. Устройство по п.13, в котором указанные сходящиеся поверхности располагаются под углом 5-15°.
16. Литой слиток (22) из алюминия для прокатки его в плоский прокат, имеющий, по меньшей мере, один формованный конец, содержащий:
(a) расположенные напротив друг друга утонения - поверхности, сходящиеся в направлении прокатки под углом 2-20° относительно поверхности, подлежащей прокатке, простираясь до указанного конца, и
(b) скругленную поверхность, сопряженную с указанными сходящимися поверхностями, причем указанная скругленная поверхность простирается поперек указанного слитка с обеспечением наличия указанного формованного конца.
17. Литой слиток по п.16, в котором указанный формованный конец имеет вторые утонения, сопряженные с указанными первыми утонениями, причем указанные вторые утонения расположены в направлении прокатки для обеспечения наличия указанного формованного конца.
| СЛИТОК | 1999 |
|
RU2177381C2 |
| Цилиндрический слиток | 1984 |
|
SU1214255A1 |
| US 3422656 A, 21.01.1969 | |||
| US 6453712 B1, 24.09.2002. | |||

