Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении упругих элементов амортизаторов из нетканого проволочного материала.
Цель изобретения - повышение прочности упругих элементов при растяжении.
Способ изготовления упругих элементов из нетканого проволочного материала включает операции образования заготовки путем укладки в пресс-форму с взаимным перекрещиванием отрезков предварительно формообразованной -проволоки и последующее холодное прессование заготовки, причем проволоку при формообразовании последовательно изгибают в двух нормальных одно к другому направлениях, при этом участки проволоки второй плоскости гиба изгибают в направлении, нормальном к первой плоскости гиба, по форме полуэллипса и(или) по S-образной форме.
В предлагаемом способе отсутствуют операции навивки проволоки в спирали и
вытяжки спиралей, прошивка упругого элемента проволокой по объему и вторая операция прессования до заданных размеров. Введение двух последовательных операций гибки проволоки в направлениях, нормальных одно к другому, позволяет получить упругий элемент с такой же прочностью при растяжении, как и у известного.
Прочность при растяжении упругих элементов определяется количеством связей, воспринимающих растягивающее усилие. Количество связей возрастает при пространственной форме проволоки. Операции гибки проволоки - сначала в направлении подачи проволоки по волнистой форме, а затем гибка прямого участка проволоки в плоскости, нормальной к плоскости первой гибки, обеспечивают пространственную форму, как и у спиралей, и дают большее количество таких связей. Наибольшее количество связей обеспечивается при второй гибке прямых участков проволоки по форме полуэллипса и (или) по S-образной форме.
О
Is3 ГО
О
о
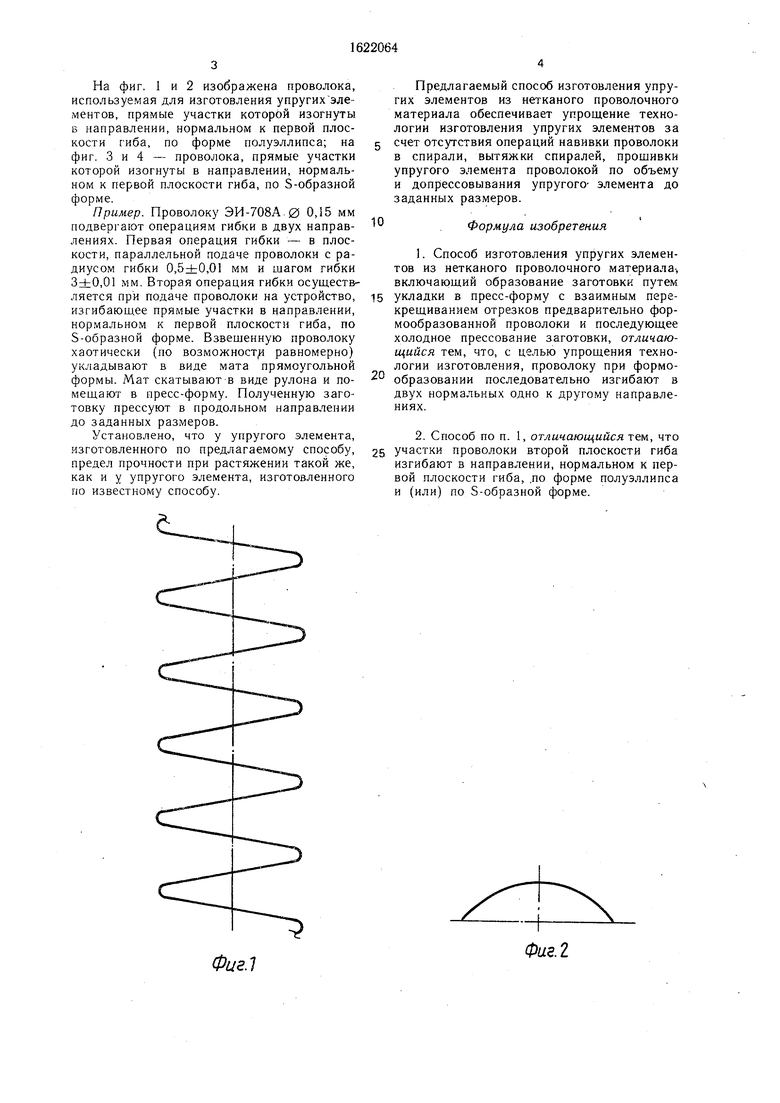
На фиг. 1 и 2 изображена проволока, используемая для изготовления упругих элементов, прямые участки которой изогнуты в направлении, нормальном к первой плоскости гиба, по форме полуэллипса; на фиг. 3 и 4 - проволока, прямые участки которой изогнуты в направлении, нормальном к первой плоскости гиба, по S-образной форме.
Пример. Проволоку ЭИ-708А 0 0,15 мм подвергают операциям гибки в двух направлениях. Первая операция гибки - в плоскости, параллельной подаче проволоки с радиусом гибки 0,5±0,01 мм и шагом гибки 3±0,01 мм. Вторая операция гибки осуществляется при подаче проволоки на устройство, изгибающее прямые участки в направлении, нормальном к первой плоскости гиба, по S-образной форме. Взвешенную проволоку хаотически (по возможности равномерно) укладывают в виде мата прямоугольной формы. Мат скатывают в виде рулона и помещают в пресс-форму. Полученную заготовку прессуют в продольном направлении до заданных размеров.
Установлено, что у упругого элемента, изготовленного по предлагаемому способу, предел прочности при растяжении такой же, как и у упругого элемента, изготовленного по известному способу.
Предлагаемый способ изготовления упругих элементов из нетканого проволочного материала обеспечивает упрощение технологии изготовления упругих элементов за счет отсутствия операций навивки проволоки в спирали, вытяжки спиралей, прошивки упругого элемента проволокой по объему и допрессовывания упругого- элемента до заданных размеров.
10
Формула изобретения
1.Способ изготовления упругих элементов из нетканого проволочного материала-, включающий образование заготовки путем
укладки в пресс-форму с взаимным перекрещиванием отрезков предварительно фор- мообразованной проволоки и последующее холодное прессование заготовки, отличающийся тем, что, с целью упрощения технологии изготовления, проволоку при формообразовании последовательно изгибают в двух нормальных одно к другому направлениях.
2.Способ по п. 1, отличающийся тем, что участки проволоки второй плоскости гиба
изгибают в направлении, нормальном к первой плоскости гиба, .по форме полуэллипса и (или) по S-образной форме.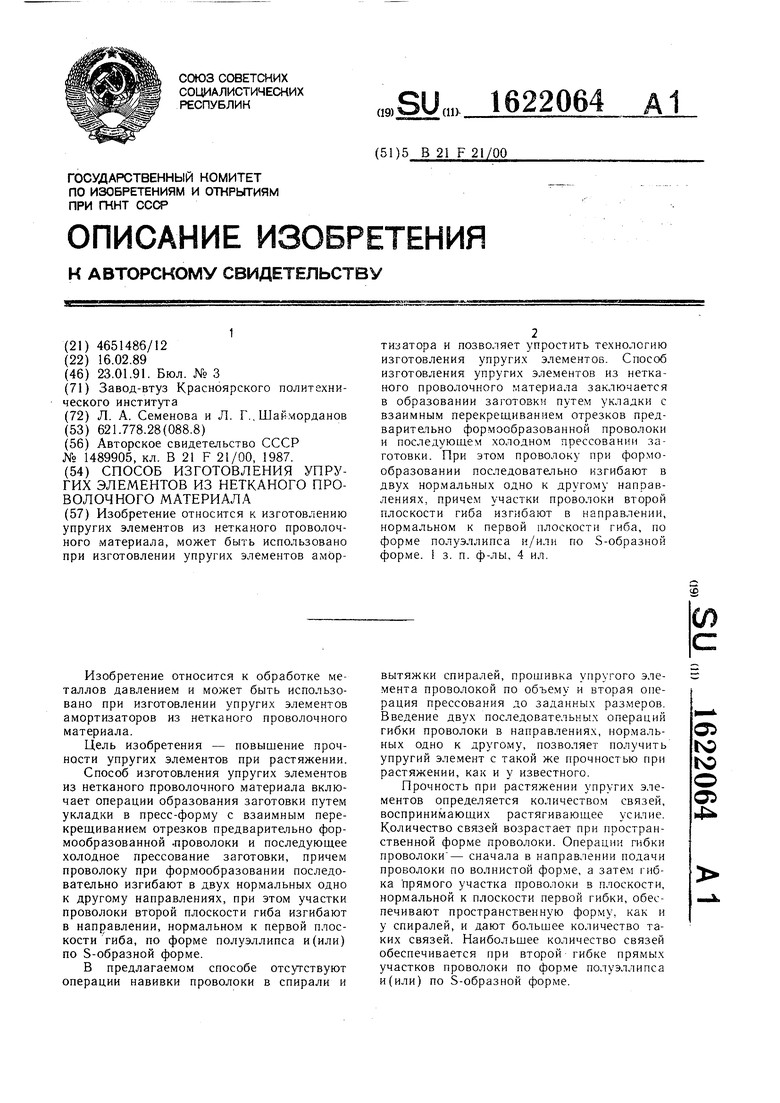
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления упругих элементов из нетканого проволочного материала | 1987 |
|
SU1489905A1 |
| Способ изготовления нетканого материала из проволоки | 1989 |
|
SU1622065A1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| Способ изготовления упруго- демпфирующего элемента из проволочного материала | 1979 |
|
SU787134A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА «МР» ИЗ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1966 |
|
SU183174A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАННОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2532715C2 |
| Способ изготовления пористых изделий из нетканого проволочного материала | 1980 |
|
SU997931A1 |
| БАМПЕРНОЕ ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ГРУЗОВЫХ АВТОМОБИЛЕЙ И АВТОБУСОВ СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2012 |
|
RU2521866C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2002 |
|
RU2199413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НЕТКАНОГО МАТЕРИАЛА МР НА ПРОВОЛОЧНОЙ ОСНОВЕ И СТАНОК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2195381C2 |

Изобретение относится к изготовлению упругих элементов из нетканого проволочного материала, может быть использовано при изготовлении упругих элементов амортизатора и позволяет упростить технологию изготовления упругих элементов. Способ изготовления упругих элементов из нетканого проволочного материала заключается в образовании заготовки путем укладки с взаимным перекрещиванием отрезков предварительно формообразованной проволоки и последующем холодном прессовании заготовки. При этом проволоку при формообразовании последовательно изгибают в двух нормальных одно к другому направлениях, причем участки проволоки второй плоскости гиба изгибают в направлении, нормальном к первой плоскости гиба, по форме полуэллипса н/или по S-образной форме. 1 з. п. ф-лы, 4 ил.
Фиг.1
Фие.2
Фиг.3
Фиг.Ь
| Способ изготовления упругих элементов из нетканого проволочного материала | 1987 |
|
SU1489905A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
