Изобретение относится к глубокому бу- оению и добычи жидких полезных ископаемых, в частности к способам сборки обсадных и лифтовых колонн, и может быть использовано также в других областях техники, где осуществляется сборка труб, имеющих сопоягаемые конические резьбовые соединения.
Цель изобретения - ускорение и упрощение процесса сбгрки с сохранением ка- uecT v гоедчиения за счет исключения селективно о подбора соединяемых парных элементов
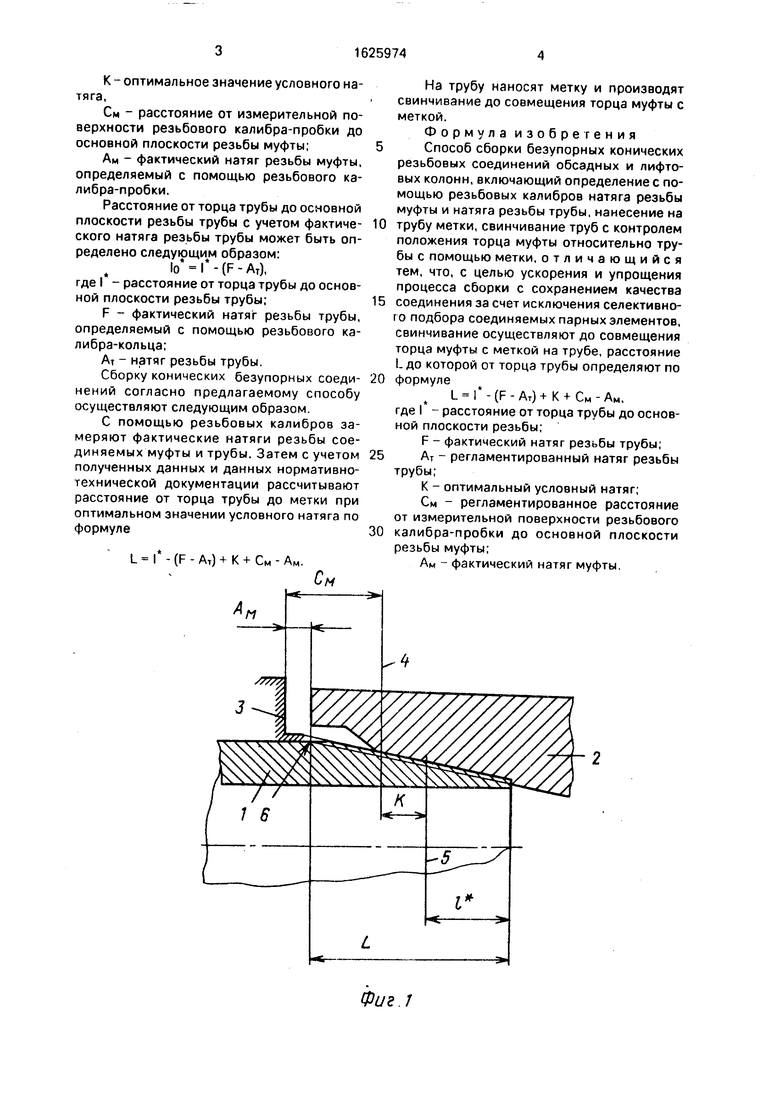
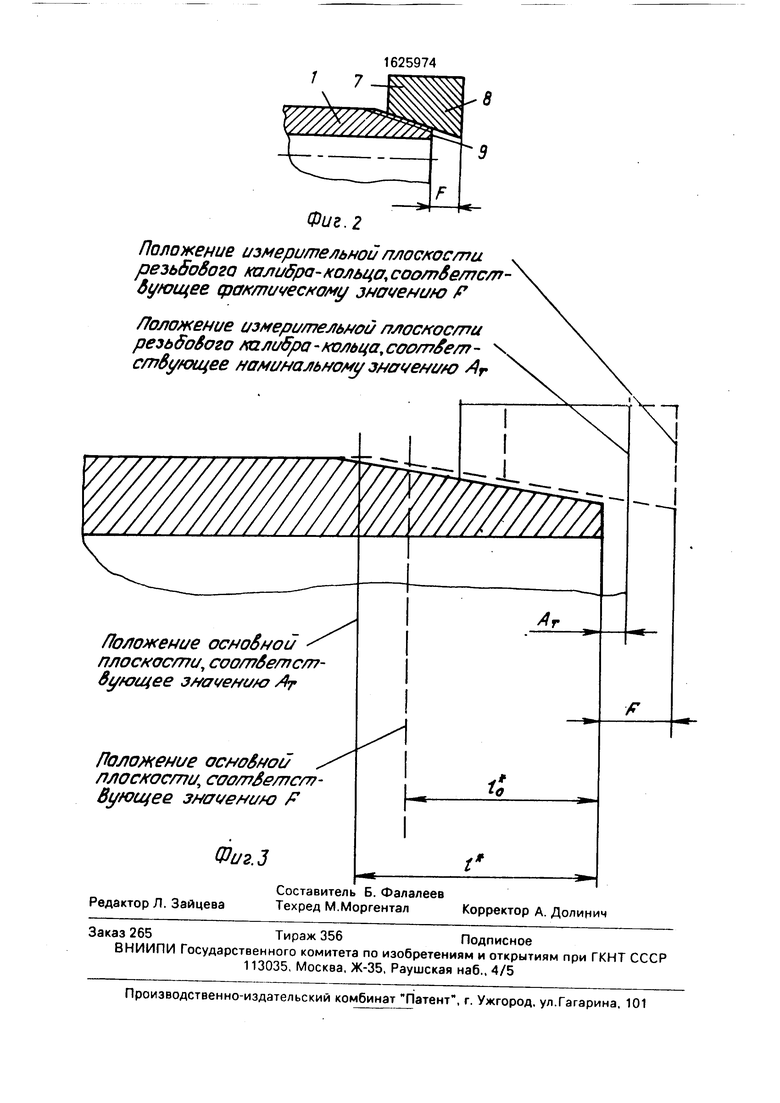
На Фиг. i показано свинчиваемое резь- f.oeoe соединение; на фиг. 2 - положение калибра-кольца на трубе при определении ФСКТИЧРГЮГП резьбы трубы, и - ф г пг огнпд.-шй плоскости.
резьбы трубы, соответствующее регламентированному и фактическому значениям натяга резьбы трубы
На чертеже обозначено, ниппельный конец 1 трубы, муфта 2, измерительная плоскость 3 резьбового калибра - пробки, ос- овная плоскость 4 резьбы муфты, основная плоскость 5 резьбы трубы, метка 6 на трубе, резьбовое калибр кольцо 7, измерительная плоскость 8 резьбового калибра-кольца, торец 9 трубы.
Расстояние от торца трубы до метки L может быть определено ьз следующего соотношения
Lt lo + К + См - Ам,
где lo - расстояние от торца трубы до основной плоскости резьбы трубы;
о ю ел ю
v|
К - оптимальное значение условного натяга,
См - расстояние от измерительной поверхности резьбового калибра-пробки до основной плоскости резьбы муфты;
AM - фактический натяг резьбы муфты, определяемый с помощью резьбового калибра-пробки.
Расстояние от торца трубы до основной плоскости резьбы трубы с учетом фактиче- ского натяга резьбы трубы может быть определено следующим образом:
lo Г - (F - Ат),
где I - расстояние от торца трубы до основной плоскости резьбы трубы;
F - фактический натяг резьбы трубы, определяемый с помощью резьбового калибра-кольца;
Ат - натяг резьбы трубы.
Сборку конических безупорных соеди- нений согласно предлагаемому способу осуществляют следующим образом.
С помощью резьбовых калибров замеряют фактические натяги резьбы соединяемых муфты и трубы. Затем с учетом полученных данных и данных нормативно- технической документации рассчитывают расстояние от торца трубы до метки при оптимальном значении условного натяга по формуле
L I - (F - Ат) + К + См - Ам.
На трубу наносят метку и производят свинчивание до совмещения торца муфты с меткой.
Формула изобретения
Способ сборки безупорных конических резьбовых соединений обсадных и лифтовых колонн, включающий определение с помощью резьбовых калибров натяга резьбы муфты и натяга резьбы трубы, нанесение на трубу метки, свинчивание труб с контролем положения торца муфты относительно трубы с помощью метки, отличающийся тем, что, с целью ускорения и упрощения процесса сборки с сохранением качества соединения за счет исключения селективного подбора соединяемых парных элементов, свинчивание осуществляют до совмещения торца муфты с меткой на трубе, расстояние L до которой от торца трубы определяют по формуле
L Г - (F - Ат) + К + См - Ам. где I - расстояние от торца трубы до основной плоскости резьбы;
F - фактический натяг резьбы трубы;
Ат - регламентированный натяг резьбы трубы;
К - оптимальный условный натяг;
См - регламентированное расстояние от измерительной поверхности резьбового калибра-пробки до основной плоскости резьбы муфты;
AM фактический натяг муфты.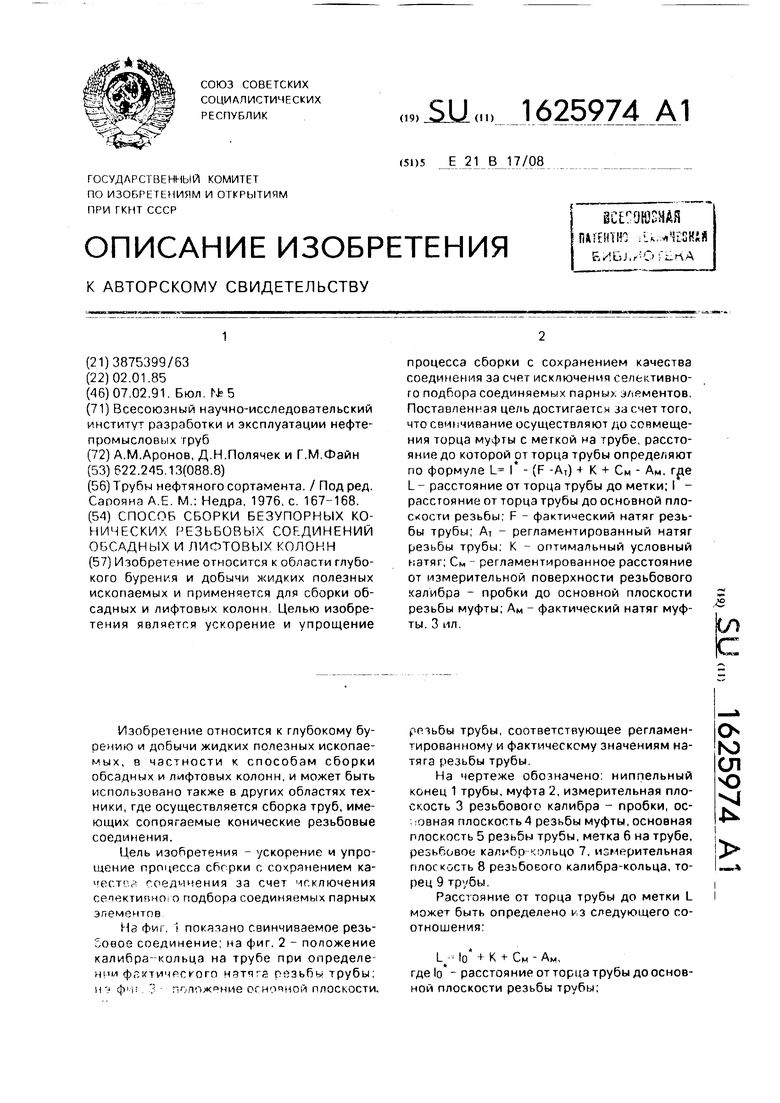
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ визуального контроля свинчивания нефтепромысловых труб. | 2017 |
|
RU2668582C1 |
| СПОСОБ СБОРКИ КОНИЧЕСКИХ БЕЗУПОРНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ НЕФТЯНОГО СОРТАМЕНТА | 1992 |
|
RU2050497C1 |
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| БЕЗУПОРНОЕ КОНИЧЕСКОЕ ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2003 |
|
RU2244195C2 |
| СПОСОБ СВИНЧИВАНИЯ БЕЗУПОРНЫХ КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2294474C1 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ПАРАМЕТРОВ ТРУБ И МУФТ К НИМ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕМЕНТОВ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, А ТАКЖЕ КАЛИБР-КОЛЬЦО И КАЛИБР-ПРОБКА | 2010 |
|
RU2434200C1 |
| КОНИЧЕСКОЕ ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2005 |
|
RU2300692C1 |
| СПОСОБ ИЗМЕРЕНИЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272986C1 |
| СПОСОБ КОНТРОЛЯ ОТРИЦАТЕЛЬНОГО НАТЯГА СОЕДИНЕНИЯ ДЕТАЛЕЙ С КОНИЧЕСКОЙ РЕЗЬБОЙ | 2002 |
|
RU2238389C2 |
Изобретение относится к области глубокого бурения и добычи жидких полезных ископаемых и применяется для сборки обсадных и лифтовых колонн Целью изобретения является ускорение и упрощение процесса сборки с сохранением качества соединения за счет исключения селективного подбора соединяемых парных J/IPMCHTOB. Поставленная цель достигается jd счет того, что свинчивание осуществляют до совмещения торца муфты с меткой на трубе, расстояние до которой от торца трубы определяют по формуле L I - (F -Ат) + К + См - Ам, где L - расстояние от торца трубы до метки; I - расстояние от торца трубы до основной плоскости резьбы; F - фактический натяг резьбы трубы; AT - регламентированный натяг резьбы трубы, К - оптимальный условный катяг; См - регламентированное расстояние от измерительной поверхности резьбового калибра - пробки до основной плоскости резьбы муфты; Ам - фактический натяг муфты. 3 ил. (Л
Фиг J
f 7
Фиг. 2
Положение измерительной плоскости резьбового калибра-кольцо, соот&е/лс/л- дующее фактическому значению f
Лоложение измерительной плоскости резь$о&ого калибра - кольца, соотЈе/л - v ствующее номинальном/значению Аг
Положение основной плоскости, соо/лбетс/г вующее значению АГ
Положение основной плоскости, соо/ябе/лс/т Вующе9 значению F
Фиг.З
8
| Трубы нефтяного сортамента | |||
| / Под ред | |||
| Сарояна А Е | |||
| М : Недра, 1976, с | |||
| Прибор для запора стрелок | 1921 |
|
SU167A1 |
