Изобретение относится к глубокому бурению и добыче жидких полезных ископаемых, в частности к способам сборки резьбовых соединений труб нефтяного сортамента, и может быть использовано в областях техники, где осуществляется сборка труб, имеющих сопрягаемые конические резьбовые соединения.
Известен способ сборки конических резьбовых соединений труб, согласно которому производят селективный подбор сопрягаемых деталей по фактическим натягам резьб ниппельного конца трубы и муфты [1]
Недостатками такого способа являются необходимость измерения натягов соединяемых ниппеля и муфты и их подбор, что в условиях поточного производства на заводах-изготовителях труб весьма затруднительно и исключает возможность автоматизации процесса, а в условиях нефтепромыслов в процессе спуска труб в скважину практически невозможно.
Известен способ сборки безупорных конических резьбовых соединений обсадных и лифтовых колонн [2] согласно которому свинчивание труб осуществляют до совмещения торца муфты с меткой на трубе, расстояние до которой определяют расчетным путем с учетом фактических натягов резьб трубы и муфты.
Недостатками такого способа являются необходимость измерения натягов свинчиваемых элементов, расчет положения метки на трубе в зависимости от натягов и нанесение метки на расстоянии, индивидуальном для каждого соединения. Эти же работы необходимо выполнять и при спуске труб в скважину, что значительно усложняет и замедляет спуск колонн, а при осложненных скважинах порой вообще невозможно.
Наиболее близким к изобретению по технической сущности является способ сборки резьбовых соединений труб нефтяного сортамента, включающий нанесение на ниппельном конце трубы метки и свинчивание до совмещения торца муфты с меткой на трубе [3]
Недостаток данного способа заключается в том, что метка на ниппельном конце трубы наносится на всех трубах на одинаковом расстоянии от торца трубы, исходя из номинальных величин натягов ниппеля и муфты, и не учитывает фактических натягов.
Задачей изобретения является повышение качества сборки соединения.
Эта задача решается за счет того, что предварительно определяют на трубе, отвечающей установленным стандартом требованиям, номинальное расстояние между меткой и основной плоскостью резьбы ниппельного конца, затем на трубе, подлежащей сборке, с помощью измерительного инструмента определяют истинное положение основной плоскости резьбы ниппеля, после чего устанавливают положение меток от фактического положения основной плоскости резьбы на расстоянии, равном номинальному.
При осуществлении изобретения создается технический результат, выражающийся в улучшении герметичности и повышении прочности полученного резьбового соединения. Это объясняется тем, что свинчивание трубы с муфтой осуществляется с учетом фактических параметров резьбы ниппельного конца трубы, так как положение основной плоскости резьбы, от которого осуществляется определение положения метки, характеризует величину фактического натяга в каждом конкретном случае. Это позволяет сузить поле допуска на сборку трубы с муфтой и, следовательно, повысить точность и качество сборки соединения. При этом предлагаемый способ прост в осуществлении, его возможно использовать как в поточном производстве труб, так и непосредственно на буровой.
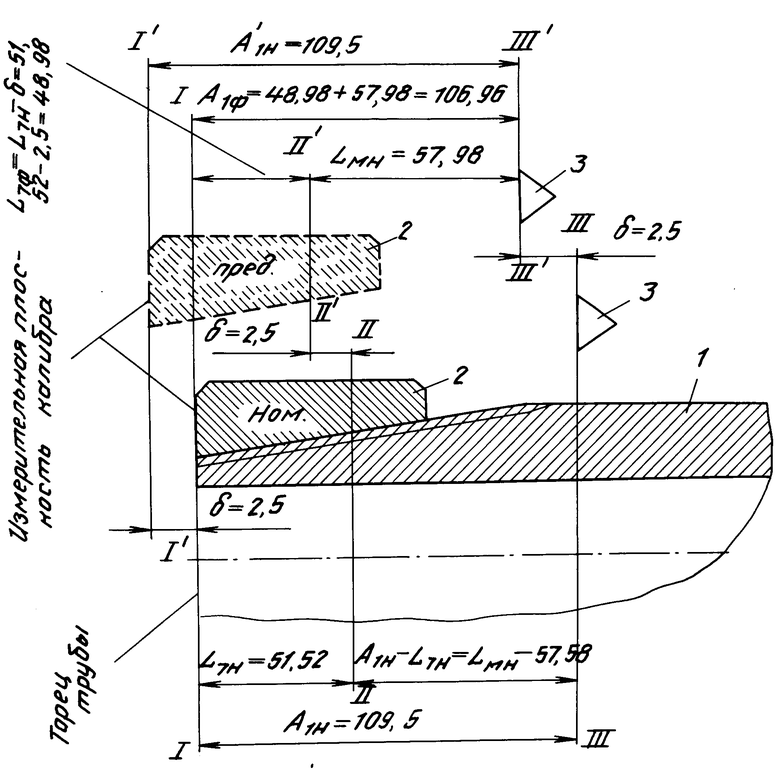
Сущность изобретения поясняется чертежом, где представлены подлежащая сборке труба 1 в сборе с калибром 2, I-I измерительная плоскость (в данном случае торцовая поверхность) калибра, II-II основная плоскость резьбы ниппельного конца трубы, III-III плоскость основания треугольного клейма (метки) 3.
Возможность осуществления предложенного способа с достижением вышеуказанного результата подтверждается следующим примером сборки обсадных труб диаметром 168 мм с резьбой "Баттресс".
Согласно требованиям стандарта 5В АНИ номинальное расстояние А1Н от торца ниппельного конца трубы до основания (плоскость III-III) треугольного клейма составляет для этого диаметра труб 109,5 мм, номинальное расстояние L7Н от торца трубы до основной плоскости резьбы равно 51, 52 мм. Таким образом, номинальное расстояние Lнм от основной плоскости резьбы (II-II) до основания треугольного клейма (плоскость III-III) для всех труб этого диаметра должно быть равным Lмн А1Н L7Н 57,98 мм.
Для реализации способа могут быть использованы как резьбовые или гладкие калибры (в соответствие со стандартом 5 В АНИ), так и электронные системы определения параметров резьбы, например, фирмы Mauser Werke Oberndorf Gmb.H.
В случае использования в качестве измерительного инструмента калибра, измерительной плоскостью которого является его торцовая поверхность, после установки калибра 2 на трубе 1 плоскость III-III находится на расстоянии, равном А1Н 109,5 мм от измерительной плоскости I-I калибра. Таким образом, в представленном на чертеже случае фактическое расстояние А1факт от торца трубы 1 до метки 3 меньше номинального А1Н на величину δ т.е. на величину отклонения фактического положения основной плоскости резьбы от номинального.
При использовании в качестве измерительного инструмента электронной системы определяют непосредственно положение на трубе 1 плоскости II-II и от нее определяют на расстоянии Lмн 57,98 мм положение метки 3.
Нанесение метки осуществляется известными способами маркировки в ручном или автоматическом режиме. После нанесения метки измерительный инструмент убирается и производится навинчивание муфты на трубу до совмещения ее торца с нанесенной меткой (основанием треугольного клейма).
Сущность изобретения: наносят на ниппельном конце трубы метки и свинчивают до совмещения торца муфты с меткой на трубе. Предварительно определяют номинальное расстояние между основной плоскостью резьбы ниппельного конца трубы и меткой. Устанавливают с помощью измерительного прибора положение основной плоскости резьбы на трубе, подлежащей сборке. Определяют положение метки от основной плоскости резьбы на расстоянии, равном номинальному. 1 ил.
СПОСОБ СБОРКИ КОНИЧЕСКИХ БЕЗУПОРНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ НЕФТЯНОГО СОРТАМЕНТА, включающий нанесение на ниппельном конце трубы метки и свинчивание труб до совмещения торца муфты с меткой на трубе, отличающийся тем, что предварительно определяют номинальное расстояние между основной плоскостью резьбы ниппельного конца трубы и меткой, устанавливают с помощью измерительного инструмента положение основной плоскости резьбы на трубе, подлежащей сборке, и определяют положение метки от основной плоскости резьбы на расстоянии, равном номинальному.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СИСТЕМА ЛОКАЛЬНОЙ ИНТЕРАКТИВНОЙ ПЛАТФОРМЫ НА ОСНОВЕ ЗВУКОВОГО СИГНАЛА И СПОСОБ ОБЕСПЕЧЕНИЯ ЛОКАЛЬНОЙ ИНТЕРАКТИВНОЙ СЛУЖБЫ С ЕЕ ПОМОЩЬЮ | 2013 |
|
RU2636119C2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
