Изобретение относится к производству резиновых технических изделий и предназначено для изготовления зубчатых ремней, в частности, с обкладочной тканью на зубчатой поверхности ремня.
Известна установка для изготовления бесконечных резинокордных лент, содержащая установленные на основании вулкани- зэционный пресс, устройство для сборки бесконечных лент с расположенными соос- но по обе стороны от пресса с возможностью аксиального перемещения сборочными барабанами и устройство для
стабилизации свулканизованной ленты с опорным элементом для установки ленты.
Недостатком известной установки является неудобство в обслуживании.
Известна установка для изготовления бесконечных резинокордных лент, содержащая установленные на станине устройство для сборки викеля, устройство для вулканизации, имеющее замкнутую раму, разъемную обогреваемую пресс-форму и средство для создания прессующего усилителя, и дополнительный приводной барабан, установленный на станине соосно со сборочным
барабаном по другую сторону от пресс-формы.
Известная установка не может обеспечить изготовление резинокордных лент в виде зубчатых приводных ремней, что ограничивает ее технологические возможности. . Для достижения указанной цели установка снабжена средством для разрезки викеля на кольца, смонтированным на станине у дополнительного барабана, барабаны установлены на станине стационарно, а замкнутая рама установлена на станине с возможностью аксиального перемещения из положения, концентричного сборочному барабану, в положение, концентричное дополнительному барабану.
Пресс-форма выполнена в виде гибкой обечайки и разрезом по образующей, одна кромка которой связана с рамой посредством шарнирной подвески, а другая посредством шарнирно-рычажного параллелограмма связана со средством для создания прессующего усилия.
Средство для прикатки устройства для сборки викеля выполнено в виде шарсирно закрепленного одним концом серповидного элемента, второй элемент которого подпружинен.
Пресс-форма снабжена разрезным кольцом для съема свулкянизоваиного вике- ля со сборочного барабана.
Гибкая обечайка выполнена утоненной в зоне перегиба и с наружной поверхностью, эксцентрично смещенной относительно ее внутренней поверхности в сторону разреза.
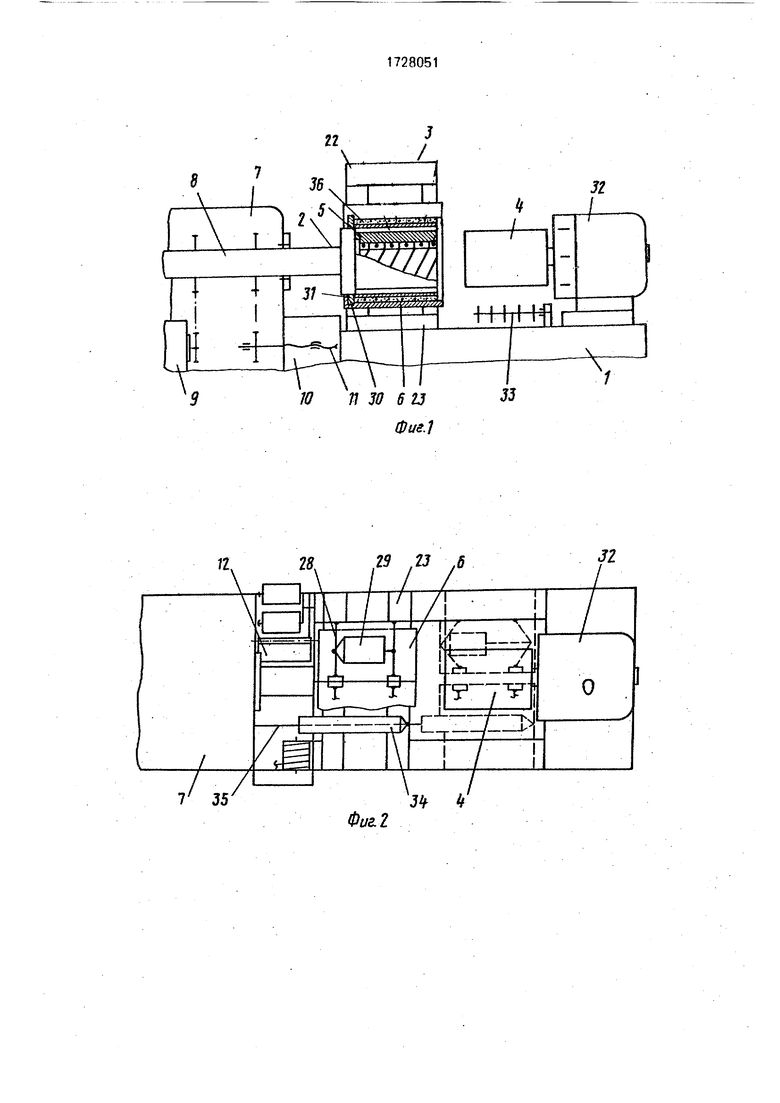
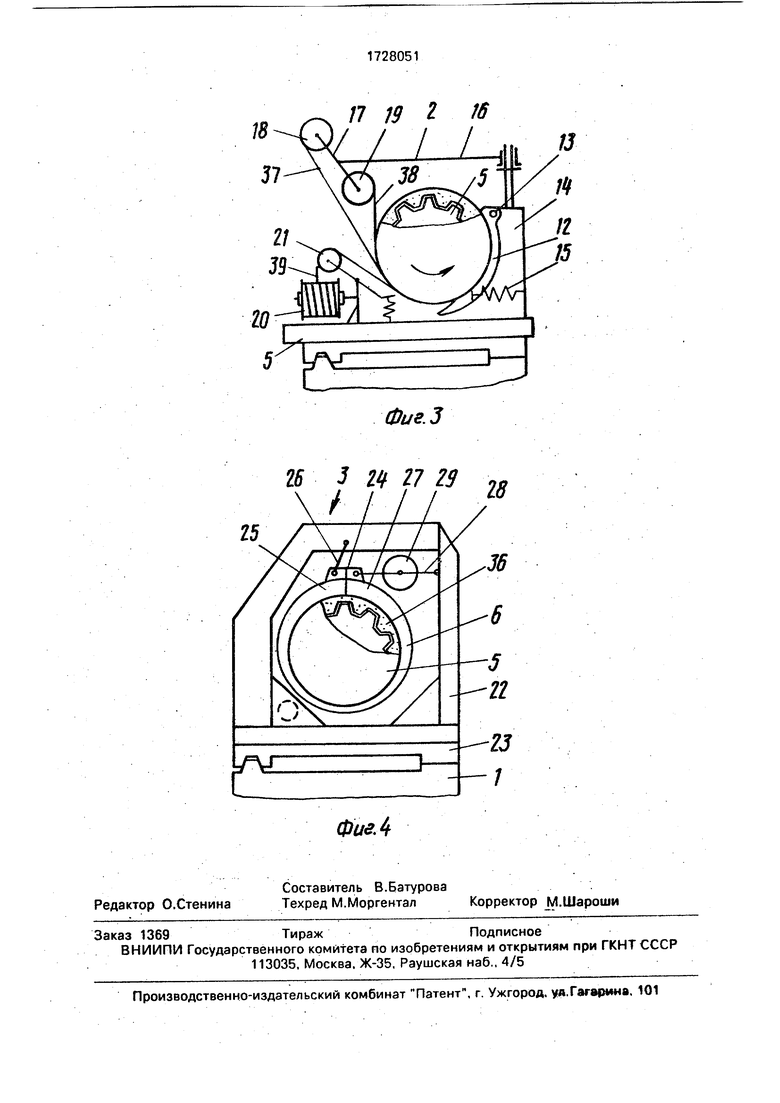
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - то же, вид в плане; на фиг. 3 - устройство для сборки викеля; на фиг, 4 - устройство для вулканизации.
Предлагаемая установка для изготовления бесконечных резинокордных лент содержит установленные на станине 1 устройство 2 для сборки викеля, устройство 3 для вулканизации и дополнительный приводной барабан 4, установленный на станине соосно со сборочным барабаном 5 устройства 2 для сборки викеля по другую сторону от пресс-формы 6 устройства 3.
Устройство 2 для сборки викеля содержит сборочный барабан 5, бабку 7 со шпин-. делем 8 и приводом 9 для его вращения, суппорт 10, кинематически связанный с приводом 9 ходовым винтом 11 и имеющий возможность поступательного перемещения вдоль станины 1 и средство для прикатки. Последнее выполнено в виде серповидного элемента 12, одним концом посредством оси 13 шарнирно закрепленного на кронштейне 14. Другой конец элемента 12 подпружинен в радиальном направлении к барабану 5 пружиной 15.
На кронштейне 14 установлена с возможностью поворота траверса 16, несущая
на себе коромысло 17 с катушками 18 и 19 для обкладочной ткани и эластомера.
На суппорте 5 установлена катушка 20 для армирующего кордшнура и средство 21 для его натяжения.
0 Устройство 3 для вулканизации содержит замкнутую раму 22, смонтированную на подвижной вдоль станины 1 каретке 23 с возможностью перемещения из положения, концентричного барабану 5, в положение,
5 концентричное барабану 4, и пресс-форму б, охватывающую барабан 5. Пресс- форма 6 выполнена в виде гибкой обечайки с разрезом 24 вдоль образующей. Кромка 25 обечайки связана с рамой 22 посредством
0 шарнирной подвески 26, а кромка 27 - посредством шарнирно-рычажного параллелограмма 28 связана со средством для создания прессующего усилия, например силовым цилиндром 29. Гибкая обечайка
5 выполнена утоненной в зоне перегиба и с наружной поверхностью, эксцентрично смещенной относительно ее внутренней поверхности в сторону разреза 24.
На внутреннем диаметре пресс-формы
0 6 (фиг. 1) выполнена канавка 30, в которую установлено разрезное кольцо 31 для сьема с поверхности барабана 5 викеля.
На станине 1 соосно с барабаном 5 смонтирован двигатель 32 для барабана 4.
5 У дополнительного барабана 4 на станине 1 смонтировано средство 33 для разрезки викеля на кольца. Барабаны 5 и 4 установлены на станине 1 стационарно. Для перемещения каретки 23 имеется силовой
0 цилиндр 34, шток 35 которого связан со станиной
Для функционирования цилиндров 29 и 34 может быть использована автономная гидростанция (не показана) в стандартном
5 исполнении. Барабан 5 снабжен нагревательным элементом, например электрическим, Аналогичным элементом (не показано) может быть снабжена и пресс- форма 6. Эти нагревательные элементы
0 подключаются к энергосети с помощью специальных или стандартных разъемов (не показано).
Устройство работает следующим образом,
5 В процессе вращения барабана 5 производится сборка викеля 36 путем последовательной укладки на зубчатую поверхность барабана 5 обкладочной ткани 37 и эластомера 38. Этот процесс может сопровождаться прикаткой компонентов
викеля элементом 12, который приводится в контакт с зубчатой поверхностью барабана
5путем радиальной подачи к нему суппорта 10. Усилие прижатия элемента 12 к барабану 5 регламентируется пружиной 15. В процессе прикатки обкладочная ткань 37 располагается по всему периметру барабана 5, а впадины между зубьями последнего заполняются эластомером 38, уплотняемым при этом. В процессе прикатки обеспечивается постепенный захват эластомера в зону его прикатки и выглаживание (выдавливание и удаление его излишков с поверхности выступов зубьев барабана) на поверхности барабана 5. Для повышения эффективности этого процесса эластомер 38 может подаваться в зону прикатки в разогретом состоянии в виде гранул или порошка. Затем элемент 12 выводится из контакта с барабаном 5, навивается кордшнур 39 и укладывается слой эластомера 38, после чего сборка викеля 36 считается законченной.
Суппорт. 10 перемещается из зоны сборки викеля 36. С помощью цилиндра 34 (силового) выводится на рабочую позицию каретка 23 с рамой 22 и пресс-формой устанавливается концентрично барабану 5. С помощью силового цилиндра 29 приводится з действие параллелограмм 28, с помощью которого производится смыкание кромок 25 и 27 пресс-формы и удерживание их в таком состоянии в течение всего процесса прессования.
С помощью разъемов (не показаны) включаются нагреватель барабана 5 и пресс-формы 6 (не показано) и осуществляется процесс вулканизации викеля 36.
После окончания процесса вулканизации нагреватели барабана 5 и пресс-формы
6выключаются, а каретка 23 с рамой 22 и пресс-формой с помощью силового цилиндра 34 перемещается к барабану 4 для резки викеля. Этим самым производится съем ви. келя 36 со сборочного барабана 5. Разрезное кольцо 31 при этом скользит по зубчатой поверхности барабана 5, сталкивая с него готовый викель 36, Для улучшения съема викеля 36 барабан 5 может быть предварительно охлажден, например, путем обдува сжатым воздухом до 60-70°С, что уменьшит его тепловую деформацию. Затем рама 22 устанавливается в положение, концентричное барабану 4, где пресс-форма 6 нанизывает готовый викель 36 на барабан 4 и затем размыкается
При продольном вдоль барабана 5 перемещении суппорта 10 производится сборка очередного викеля 36, каретка 23 переводится в положение, в котором пресс-форма
устанавливается концентрично барабану 5, и цикл изготовления викеля повторяется.
В промежутке времени вулканизации викеля производят включение двигателя 32, сообщается средству 33 радиальная подача и осуществляется резка викеля 36 на кольцевые зубчатые ремни заданной ширины.
Предлагаемая установка обеспечивает
выполнение всех операций изготовления
зубчатых ремней и создают предпосылки
для роботизации этого производственного
процесса.
Формула изобретения
1, Установка для изготовления бесконечных резинокордных лент, содержащая установленные на станине устройство для сборки викеля, устройство для вулканизации, имеющее замкнутую раму, разъемную
обогреваемую пресс-форму и средство для создания прессующего усилия, и дополнительный приводной барабан, установленный на станине соосно со сборочным барабаном устройства для сборки викеля по
другую сторону от пресс-формы, о т л и ча ю- щ а я с я тем, что, с целью расширения технологических возможностей установки, она снабжена средством для разрезки викеля на кольца., смонтированным на станине у
.дополнительного барабана, барабаны установлены на станине стационарно, а замкнутая рама установлена на станине с возможностью аксиального перемещения из положения, концентричного сборочному
барабану, в положение, концентричное дополнительному барабану.
2. Установка по п. 1,отличающаяся тем, что пресс-форма выполнена в виде гибкой обечайки с разрезом по образующей,
одна кромка которой связана с рамкой посредством шарнирной подвески, а другая посредством шарнирно-рычажного параллелограмма связана со средством для создания прессующего усилия.
3. Установка поп. 1, от л и ч а ю щая с я тем, что средство для прикатки устройства для сборки викеля выполнено в виде шар- нирно закрепленного одним концом серповидного элемента, другой конец которого
подпружинен,
4. Установка по п. 2, отличающаяся тем, что пресс-форма снабжена разрезным кольцом для съема свулканизованного викеля со сборочного барабана.
5. Установка по п. 2, от л и ч а ю ща яся тем, что гибкая обечайка выполнена утоненной в зоне перегиба и с наружной поверхностью, эксцентрично смещенной относительно ее внутренней поверхности в сторону разреза.
22
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| СТАНОК ДЛЯ СБОРКИ И РЕЗКИ ВИКЕЛЕЙ НА ЗАГОТОВКИ, НАПРИМЕР КЛИНОВЫХ РЕМНЕЙ | 1965 |
|
SU176384A1 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1986 |
|
SU1426835A1 |
| Устройство для изготовления зубчатых лент | 1990 |
|
SU1789345A1 |
| Форма для изготовления бесконечных зубчатых ремней | 1989 |
|
SU1733248A1 |
| Станок для сборки и резки викелей | 1977 |
|
SU716854A1 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1985 |
|
SU1310243A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| Форма для изготовления кольцевых эластомерных изделий | 1990 |
|
SU1770138A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ ПРОФИЛЬНЫХ ЛЕНТ | 1991 |
|
RU2024407C1 |
Изобретение относится к производству резиновых технических изделий и предназначено для изготовления зубчатых ремней, в частности, с обкладочной тканью на зубчатой поверхности ремня. Цель изобретения - расширение технологических возможностей установки. Для этого на станине 1 у дополнительного барабана 4 смонтировано средство 33 для разрезки викеля на кольца. Сборочный и дополнительный барабаны установлены на станине стационарно. Замкнутая рама 22 установлена на станине с возможностью аксиального перемещения из положения, концентричного сборочному барабану 5, в положение, концентричное дополнительному барабану 4. Пресс-форма 6 выполнена в виде гибкой обечайки с разрезом по образующей. Одна кромка обечайки связана с рамой 22 посредством шарнирной подвески, а другая посредством шарнирно-рычэжного параллелограмма связана со средством для создания прессующего усилия, средство для прикатки выполнено в виде шарнирно закрепленного одним концом серповидного элемента, другой конец которого подпружинен. Обечайка выполнена утоненной в зоне перегиба. 4 з.п.ф-лы, 4 ил. (Л С
Фиг.2
Фие.З
| Изготовление лент к снегоходу Буран на машине Латекс | |||
| Курский завод РТИ | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1666349A1 |
| Солесос | 1922 |
|
SU29A1 |
