Изобретение относится к области изготовления резиновых технических изделий и может быть использовано для изготовления формированных резиновых лент, используемых в качестве тяговых органов конвейеров.
Цель изобретения - расширение эксплуатационных возможностей устройства и повышение качества лент.
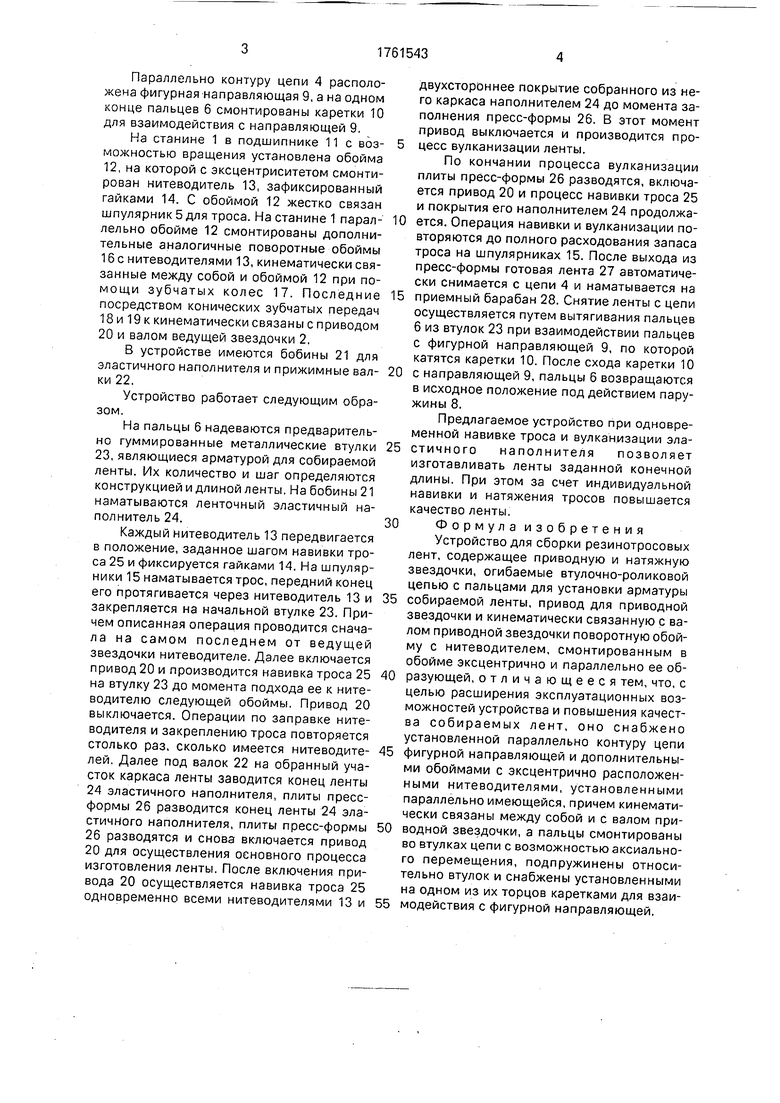
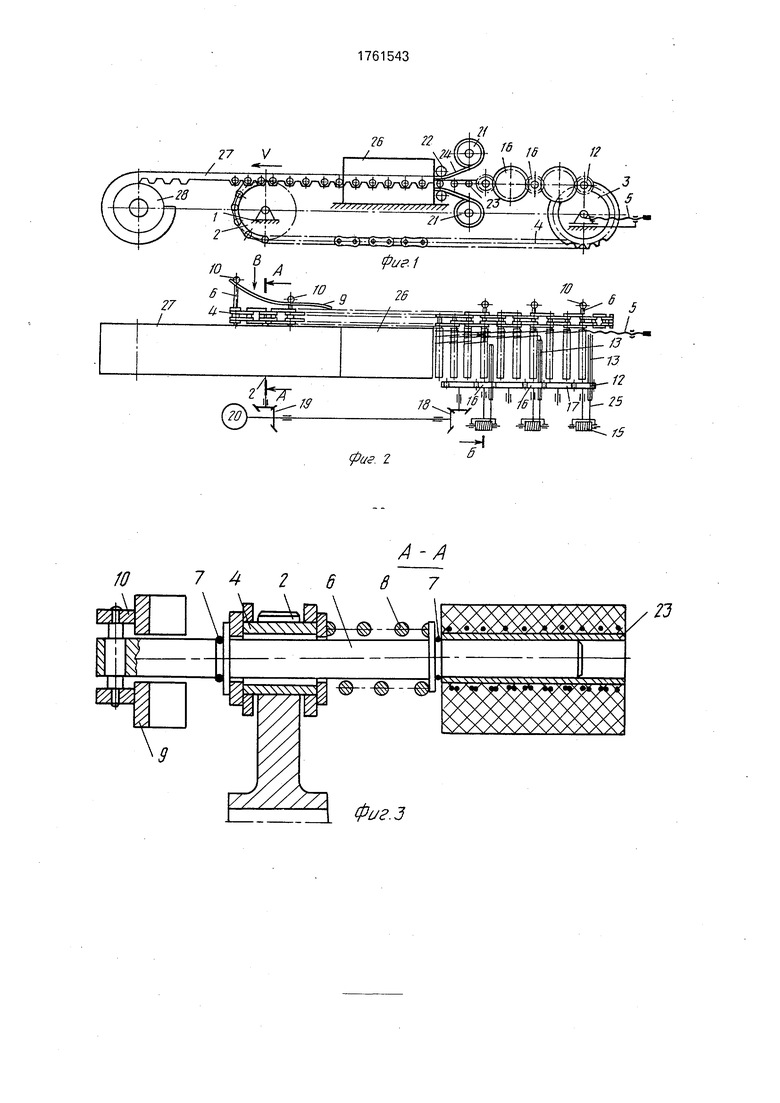
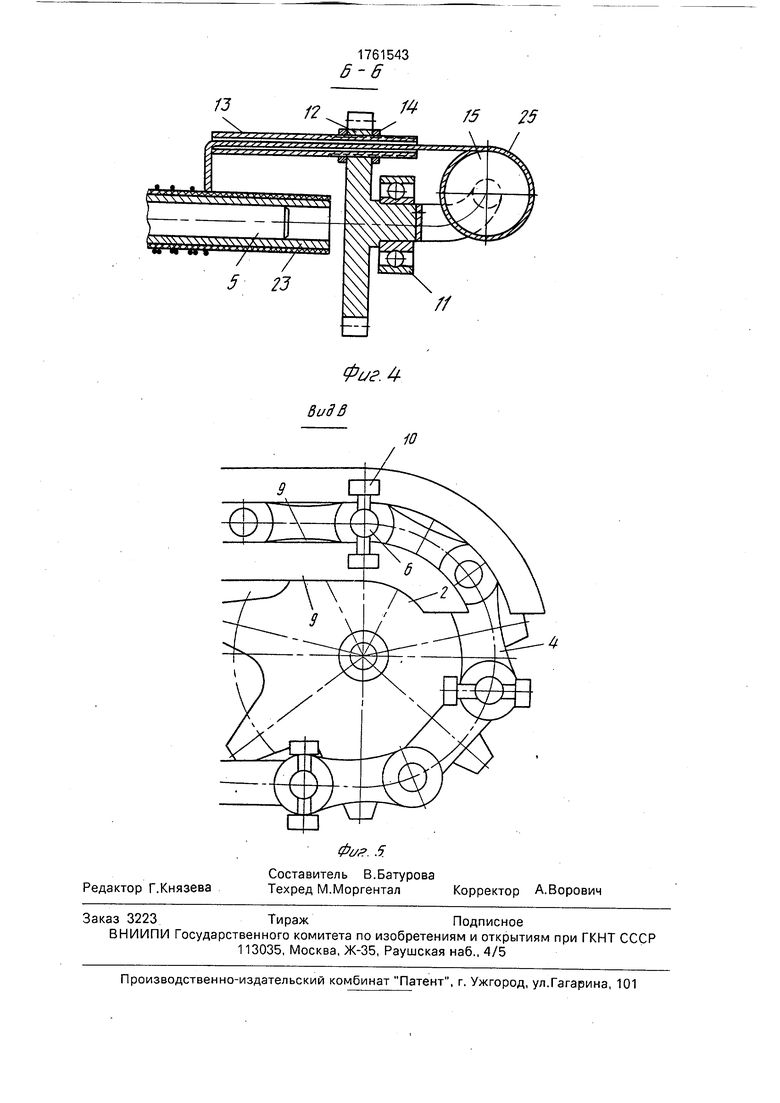
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид сверху; на фиг. 2 -тоже, вид сверху; на фиг. 3-сечение А-А фиг. 2; на фиг. 4 - сечение Б-Б фиг. 2; на фиг. 5 - вид В фиг. 2.
Устройство для сборки резинотросовых лент содержит смонтированные на станине 1 с возможностью вращения относительно горизонтальных осей приводную 2 и натяжную 3 звездочки, огибаемые бесконечной втулочно-роликовой цепью 4. Звездочка 3 снабжена механизмом 5 для натяжения.
Во втулках цепи 4 установлены с возможностью аксиального перемещения пальцы 6 для установки арматуры собираемой ленты, фиксируемые от произвольного смещения стопорными кольцами и пружинами 8 сжатия.
VJ о
ел
|Јь
ICO
Параллельно контуру цепи 4 расположена фигурная направляющая 9, а на одном конце пальцев 6 смонтированы каретки 10 для взаимодействия с направляющей 9.
На станине 1 в подшипнике 11 с возможностью вращения установлена обойма 12, на которой с эксцентриситетом смонтирован нитеводитель 13, зафиксированный гайками 14. С обоймой 12 жестко связан шпулярник 5 для троса. На станине 1 параллельно обойме 12 смонтированы дополнительные аналогичные поворотные обоймы 16 с нитеводителями 13, кинематически свя- занные между собой и обоймой 12 при помощи зубчатых колес 17. Последние посредством конических зубчатых передач 18 и 19 к кинематически связаны с приводом 20 и валом ведущей звездочки 2.
В устройстве имеются бобины 21 для эластичного наполнителя и прижимные валки 22.
Устройство работает следующим образом.
На пальцы 6 надеваются предварительно гуммированные металлические втулки 23, являющиеся арматурой для собираемой ленты. Их количество и шаг определяются конструкцией и длиной ленты. На бобины 21 наматываются ленточный эластичный наполнитель 24.
Каждый нитеводитель 13 передвигается в положение, заданное шагом навивки троса 25 и фиксируется гайками 14. На шпуляр- ники 15 наматывается трос, передний конец его протягивается через нитеводитель 13 и закрепляется на начальной втулке 23. Причем описанная операция проводится сначала на самом последнем от ведущей звездочки нитеводителе. Далее включается привод 20 и производится навивка троса 25 на втулку 23 до момента подхода ее к ните- водителю следующей обоймы. Привод 20 выключается. Операции по заправке ните- водителя и закреплению троса повторяется столько раз, сколько имеется нитеводите- лей. Далее под валок 22 на обранный участок каркаса ленты заводится конец ленты 24 эластичного наполнителя, плиты пресс- формы 26 разводится конец ленты 24 эластичного наполнителя, плиты пресс-формы 26 разводятся и снова включается привод 20 для осуществления основного процесса изготовления ленты. После включения привода 20 осуществляется навивка троса 25 одновременно всеми нитеводителями 13 и
двухстороннее покрытие собранного из него каркаса наполнителем 24 до момента заполнения пресс-формы 26. В этот момент привод выключается и производится процесс вулканизации ленты.
По кончании процесса вулканизации плиты пресс-формы 26 разводятся, включается привод 20 и процесс навивки троса 25 и покрытия его наполнителем 24 продолжается. Операция навивки и вулканизации повторяются до полного расходования запаса троса на шпулярниках 15. После выхода из пресс-формы готовая лента 27 автоматически снимается с цепи 4 и наматывается на
приемный барабан 28. Снятие ленты с цепи осуществляется путем вытягивания пальцев 6 из втулок 23 при взаимодействии пальцев с фигурной направляющей 9, по которой катятся каретки 10. После схода каретки 10
с направляющей 9, пальцы 6 возвращаются в исходное положение под действием пару- жины 8.
Предлагаемое устройство при одновременной навивке троса и вулканизации эластичного наполнителя позволяет изготавливать ленты заданной конечной длины. При этом за счет индивидуальной навивки и натяжения тросов повышается качество ленты.
Формула изобретения
Устройство для сборки резинотросовых лент, содержащее приводную и натяжную звездочки, огибаемые втулочно-роликовой цепью с пальцами для установки арматуры
собираемой ленты, привод для приводной звездочки и кинематически связанную с валом приводной звездочки поворотную обойму с нитеводителем, смонтированным в обойме эксцентрично и параллельно ее образующей, отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства и повышения качества собираемых лент, оно снабжено установленной параллельно контуру цепи
фигурной направляющей и дополнительными обоймами с эксцентрично расположенными нитеводителями, установленными параллельно имеющейся, причем кинематически связаны между собой и с валом приводной звездочки, а пальцы смонтированы во втулках цепи с возможностью аксиального перемещения, подпружинены относительно втулок и снабжены установленными на одном из их торцов каретками для взаимодействия с фигурной направляющей.
//
фае 2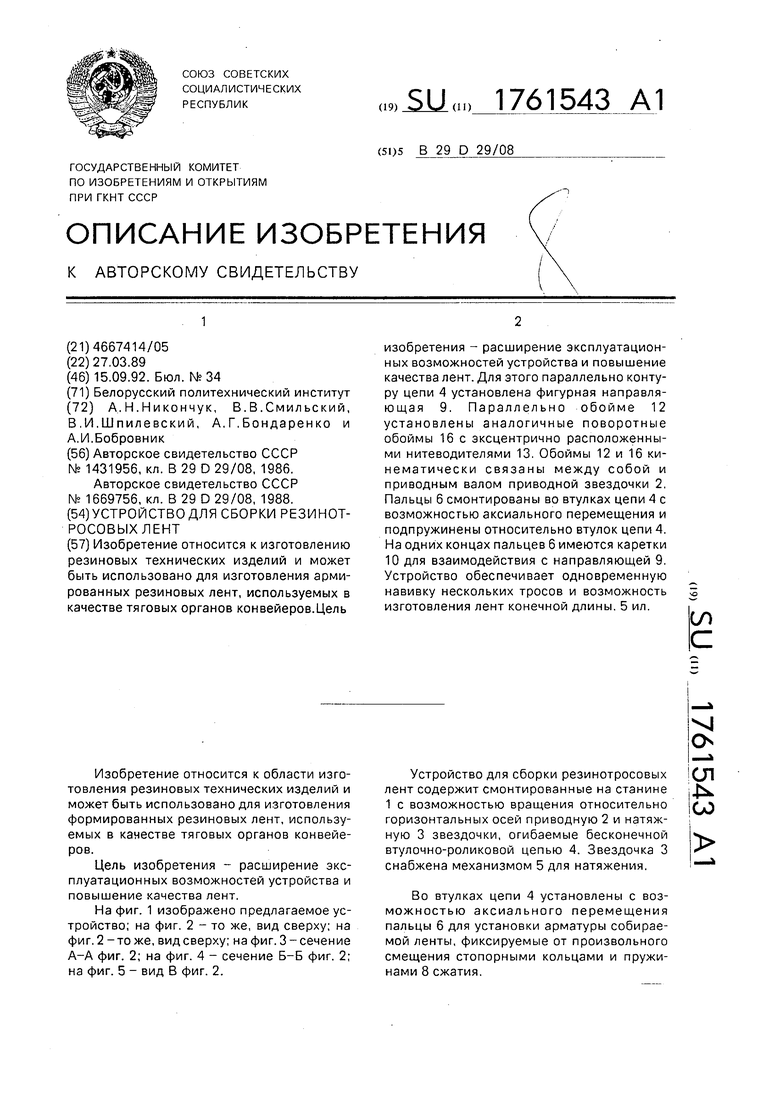
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1752573A1 |
| Устройство для сборки резинотросовых лент | 1988 |
|
SU1761540A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1761541A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761537A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803331A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1803329A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761539A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803330A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1991 |
|
SU1808735A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1761542A1 |
Изобретение относится к изготовлению резиновых технических изделий и может быть использовано для изготовления армированных резиновых лент, используемых в качестве тяговых органов конвейеров.Цель изобретения - расширение эксплуатационных возможностей устройства и повышение качества лент. Для этого параллельно контуру цепи 4 установлена фигурная направляющая 9. Параллельно обойме 12 установлены аналогичные поворотные обоймы 16 с эксцентрично расположенными нитеводителями 13. Обоймы 12 и 16 кинематически связаны между собой и приводным валом приводной звездочки 2. Пальцы 6 смонтированы во втулках цепи 4 с возможностью аксиального перемещения и подпружинены относительно втулок цепи 4. На одних концах пальцев 6 имеются каретки 10 для взаимодействия с направляющей 9. Устройство обеспечивает одновременную навивку нескольких тросов и возможность изготовления лент конечной длины. 5 ил. СО с
фиг.З
/J
ФигЛ
ВидЗ
75 25
//
| Устройство для сборки резинотросовых лент | 1986 |
|
SU1431956A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1669756A1 |
| Солесос | 1922 |
|
SU29A1 |
