ШШШш
ю
Ј
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1988 |
|
SU1636928A1 |
| Магнитопровод электрической машины с обмоткой | 1983 |
|
SU1295481A1 |
| Магнитопровод статора электрической машины | 1986 |
|
SU1398029A1 |
| Сердечник якоря электрической машины | 1977 |
|
SU771802A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1105981A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1022260A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Магнитопровод электрической машины | 1983 |
|
SU1247986A1 |
| Магнитопровод статора электрической машины | 1986 |
|
SU1339753A1 |



Изобретение относится к электромашиностроению. Цель изобретения заключается в улучшении энергетических показателей. Магнитопровод электрической машины содержит ярмо 1, состоящее из кольцевых элементов, и со- единеьные с ним зубцы из аксиально расположенных пластин. Благодаря тому, что зубцы 3 соединены с ярмом сварными швами 10 прерывистого вида,, расположенными вдоль зубцов со смещением, обеспечивается достижение поставленной цели. 7 ил.
J1ш
1Q&
{т1 ШШШЩШ№т
Фи У
п
и
2Тя
а
N9
00
со ел
Изобретение относится к электрома- гаиногтроению и может быть использовано в электротехнической промышленности в качестве магнитопровода электрической машины постоянного- или переменного тока.
Цель изобретения - улучшение энергетических показателей электрической машины.
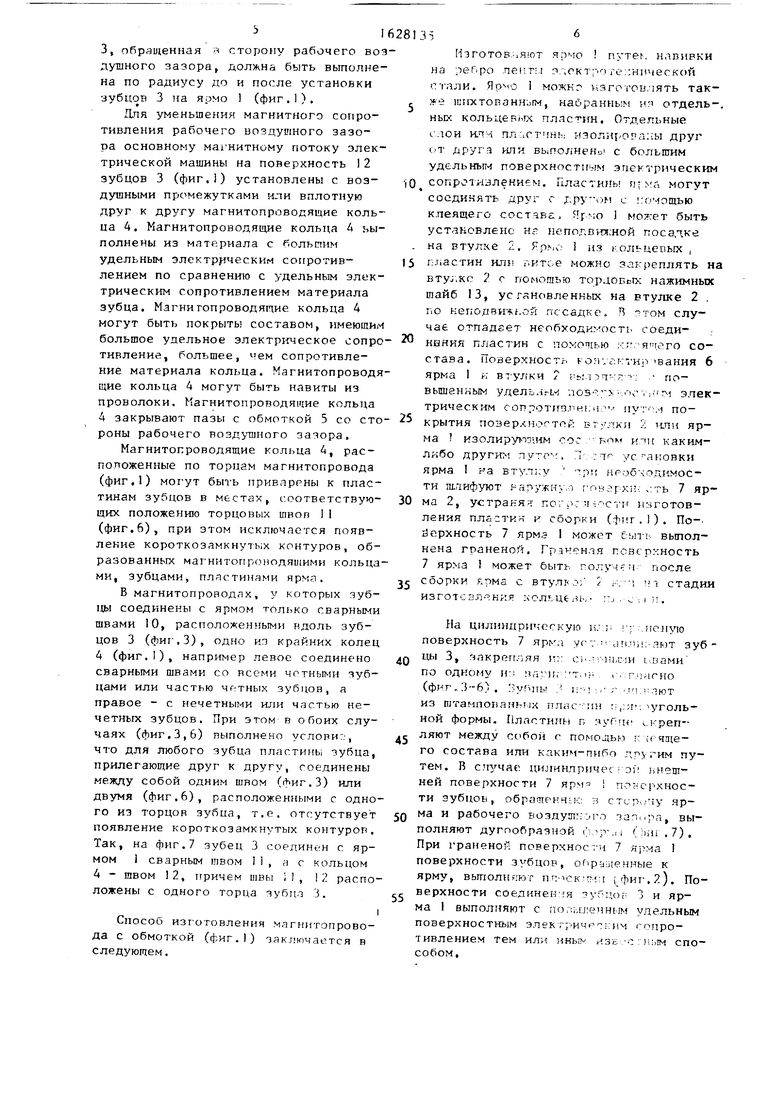
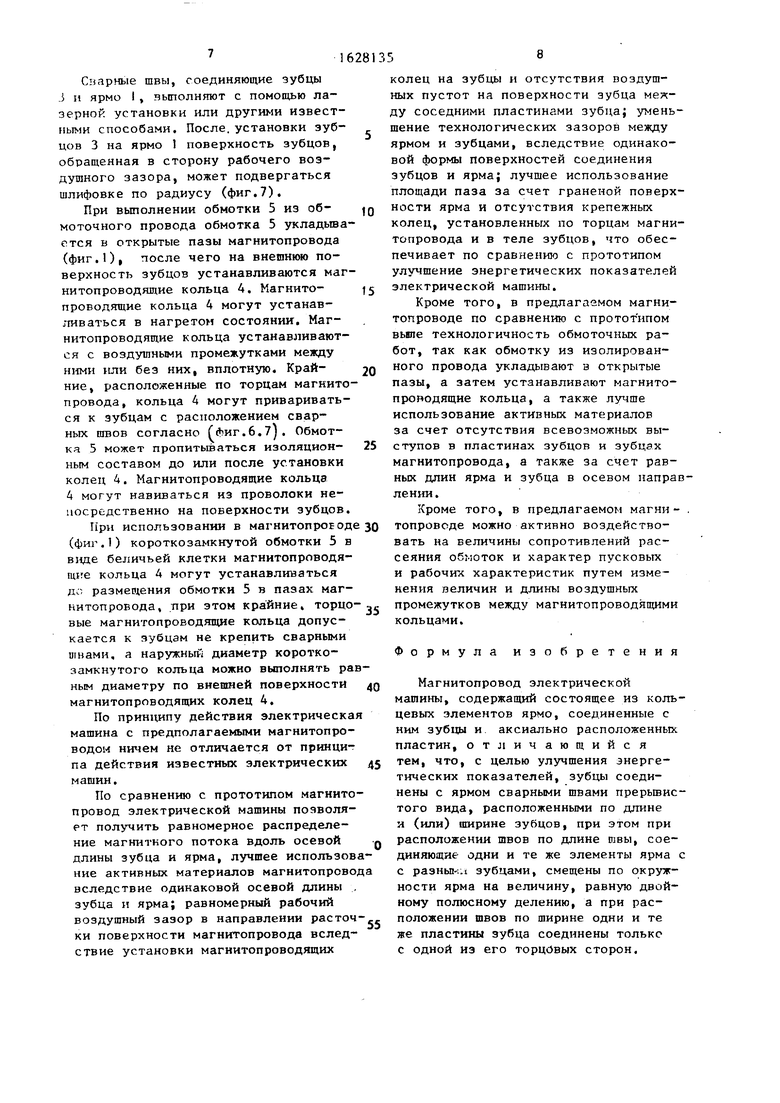
На фиг.1 - магнитопровод с обмоткой и магнитопроводящими кольцами, . продольный разрез; на фиг.2 - граненое ярмо (условно показаны два зубца 3), поперечный разрез; на фиг.З - вдоль длины зубца и вдоль длины окружности развертки магнитопровода расположение прерывистых сварных швов, соединяющих зубцы с ярмом; на фиг.А - вариант торцовых сварных швов, соеди- няющих зубец с ярмом; на фиг.З - вариант торцовых сварных швов, соединяющих зубец с ярмом; на фиг.6 - вариант комбинации торцовых и продольных гварных швов, соединяющих зубцы с ярмом; на фиг.7 - вариант расположения торцовых сварных швов, соединяющих зубцы с ярмом и магнитопро- водящим кольцом.
Магнитопронод электрической маши- нг (фиг.1) состоит из ярма установленного на втулке (валу) 2, зубцов 3, установленных на внешней поверхности ярма 1, магнитопроводящих колгп 4, расположенных по внешней поверхности зубцов 3. В пазах между тубцами 3 расположена обмотка 5.
Ярмо 1 (фнг.I) может быть выполнено путем навивки на ребро из ленты или набрано из штампованных плас- тин.
Для уменьшения потерь мощности ь стали поверхность контактирования 6 ярма 1 и втулки 2 выполнена с повышенным удельным поверхностным элек- трическим сопротивлением путем покрытия соответствующих поверхностей ярма 1 или нтулки 2, или той и другой материалами, имеющими значительно большее, чем у стали ярма, удель- ное. электрическое сопротивление, или путем выполнения втулки 2 из материала с большим удельным электрическим сопротивлением, значительно превосходящим удельное сопротивление стали пластин ярма.
Для уменьшения технологического воздушного зазора между поверхнос- ч-ями зубца и ярма, а также для уве
личения площади паза, внсманяя поверхность 7 ярма 1 (фиг.1) выполнена граненой с числом граней 8, равным удвоенному числу зубцов (фиг.2).
Граненая поверхность ярма может быть получена путем механической обработки или при штамповке пластин. При этом за счет устранения сегментных участков 9 происходит некоторое увеличение площади паза (фиг.2).
Для исключения образования корот- козамкнутых контуров, состоящих из соединенных между собой пластин ярма, пластин зубцов, на пути основного магнитного потока зубцы 3 соединены с ярмом 1 сварными швами 10 прерывистого вида, расположенными со смещением вдоль длины зубца, где Л - толщина листа стали, из которой изготовлены пластины ярма. Кроме того, каждый сварной шов 10, соединяющий зубец 3 с пластинами ярма, смещен вдоль окружности ярма на двойное полюсное деление 2 ц относительно следующего за ним сварного шва4 соединяющего те же самые пластины ярма и i-й зубец, где
Ј.
ТГцэ 2р
5
где Г) s - наружный диаметр ярма;
2р - число полюсов электрической машины, (фиг.3,6).
Сварные швы 10 (фиг.З) могут быть расположены попарно с двух боковых сторон зубца, попарно с одной боковой стороны зубца или может быть выполнен один шов на одной из боковых сторон зубца (фиг.6).
Сварные швы, соединяющие зубцы 3 с ярмом 1, могут быть расположены по торцам зуОцов, при этом по ширине зубца 3 пластины зубца, прилегающие друг к другу, соединены только одним швом, а расстояние-между соседними торцовыми швами в пределах зубца равно или больше удвоенной толщины пластины зубиа 2 & (фиг.4,5). При соединении зубцов 3 с ярмом 1 могут быть использованы комбинации из швов 11 вдоль ширины зубил, комбинации из швов 10 вдоль длины зубца, или могут быть выполнены одновременно торцовые и
продольные швы (фиг.4,5,6).
j
Для уменьшения коэффициента воздушного зазора поверхность зубцов
31
3, обращенная ч CTOPOHV рабочего воздушного забора, должна быть выполнена по радиусу до и после установки
3v6i;oB 3 на яомо 1 (фиг . 1 ).
Для уменьшения магнитного сопротивления рабочего воздушного зазо- оа основному ма нитниму потоку электрической машины на поверхность 12 зубцов 3 (фиг.1) установлены с воз- душными промежутками или вплотную друг к другу магнитопроводяшие кольца 4. Кагнитопроводящие кольца 4 ьы- полнены из материала с больиим удельным электрическим сопротив- лением по сравнению с удельным электрическим сопротивлением материала зубца. Мзгнитопроводягчие ьольца Д могут быть покрыты составом, имеющим большое удельное электрическое сопро тивление, большее, ем сопротивление материала кольца. Магнитопроводя щие кольца 4 могут навиты из проволоки, Кагнитопроводящие кольца 4 закрывают пазы с обмоткой 5 со сто роны рабочего воздушного зачора,
Магнитопроводящие кольца 4, рас- попоженные по торцам магнитопровода (фиг.1) могут бьпь привпргны к пластинам зубцов в местах, соответствую- щих положению торцовых швоп 11 (фиг.6), при этом исключается появление короткозамкнутьх контуров, образованных маг нитопронодяшими кольцами, зубцами, пластинами нрмл.
В магнитопроводпх, у которых -эуб- 1да соединены с ярмом только сварными швами 10, расположенными вдоль зубцов 3 (фиг.З), одно ит крайних колец 4 (фиг.), например левое соединено сварными швами со всеми четными зубцами или частью четных зубцов, а правое - с нечетными или частью нечетных зубцов. При этом в обоих случаях (Лиг.3,6) выполнено УСЛОРИ , что для любого зубца пластины тубца, прилегающие друг к другу, соединены между собой одним швом (сЪиг.З) или двумя (фиг.6), расположенными с одного из торцов зубца, т.е. отсутствует появление короткозамкн тых контуров. Так, на фиг.7 зубец 3 соединен с ярмом 1 сварным швом 11, а с кольцом 4 - швом , причем швы ,1, 1/ расположены с одного торца зубцт 3.
Способ изготовления магнигопрово- да с обмоткой (е}иг.1) заключается в следующем.
56
Изготовляют я )мо п ч тег нлвивки на теГро те т i n окт п,е нической Г1али. 1 мож1- ьзго юв 1ять так- е шихтовзнн гм, наиранньм из отдель-. ных кольцеяпгх пл1стш. Отдельные
i 1ОИ ИЛ -1 П.П tCT fh1 ИЯОЛИ1ПЧ1 ы ДРУГ
i т друг i или вь.полнеНо с большим удельным поверхностном эпск1рическим сопротивлением. Пластины n-vr- могут соединять лруг с ,гр}-)М с пмощью кпеящего состава, c f.o 1 быть установлено н неподвижной посадке на втулке 2. Яр,ь 1 из t олмдевых , гласгин шп i ит е можно i реплять на вту.1 кг 2 г помощью тордовсп- нажимных шайб 13, установленных на втулке 2 по ьепопвиА см чссадг-е. Т т0м случае обладает необходимое™ соединения пластин с по опц-ю япгто состава. Поверхностг KOI c т IHO вания 6 ярма 1 л втулки сь от по-
вышенг ым удел .; TL-I ч- 1 этек- трическим . опротитзт HI ч пу i покрытия позер н г той ЕТ ки или ярма изолирующим ьпм каким- Лг-.бо другие , Т т /с -ановки крма 1 г а v P1: нг ю ,имос- ти шлифуют ь-in/tcH, i rr.4-.j-x, ч ь 7 ярма 2, устраьЯ 1 по ч н- готов- ления плггтич и сборки (фиг.1). По- йсрхность 7 ярмэ 1 может Сvi выполнена граненой. Грт-1с1нчя гсвср ность 7 1 может быть OT-VJ- i после сборки с втучк / i стадии изгот зп Ьг 1 ч -лмде i .
На цнлннцри чггкую ii jIICHVIO
поверхность 7 i yr dri 1,1 hir зубцы 3, чакреп ,яя и ( i i (tin i вами по одному и ча и. i i (гно
(фЬГ„Ч-6) . V lllb J I ТЮТ
из штаипоичн чх iin«i пн , г угольной формы. Пластины п уГчс i реп- ляют между с бои с помо.цыо т и чце- го состава или кчним-пибо гим путем. В спучае цилинтриче тг ьнеш- ней поверхности 7 ярм-э cj хнос- ти зубцоь, обрапкнч i i iy чр- ма и рабочего воздуиг п л -ч, выолняют дугпобрачной с i i ( ),ii .7). ри гранено поверхнос i 7 1 оверхности зубцов, ofipjj P4Hbie к ярму, вьтолн -ы иг.). Поерхности соединения ;о 3 и яра I выполняют с ло удельным оверхностнь1м эпек им сопроивлением тем пл HHb;v изо - i м спообом,
Снарные швы, соединяющие зубцы i и ярмо I, выполняют с помощью лазерной установки или другими известными способами. После, установки зубцов 3 на ярмо 1 поверхность зубцов, обращенная в сторону рабочего воздушного зазора, может подвергаться шлифовке по радиусу (фиг.7).
При выполнении обмотки 5 из об- моточного провода обмотка 5 укладывается в открытые пазы магнитопровода (фиг.1), после чего на внешнюю поверхность зубцов устанавливаются маг- нитопроводящие кольца 4. Магнито- проводящие кольца 4 могут устанавливаться в нагретом состоянии. Маг- нитопроводящие кольца устанавливаются с воздушными промежутками между ними или без них, вплотную. Край- ние, расположенные по торцам магнитопровода, кольца 4 могут привариваться к зубцам с расположением сварных швов согласно .6.7). Обмотка 5 может пропитываться изоляцион- ным составом до или после установки колец 4. Магнитопроводящие кольца 4 могут навиваться из проволоки непосредственно на поверхности зубцов.
При использовании в магнитопроводе (фиг.1) короткозамкнутой обмотки 5 в виде беличьей клетки магнитопроводящие кольца 4 могут устанавливаться до размещения обмотки 5 в пазах маг- нитопровода, при этом крайние, торцовые магнитопроводящие кольца допускается к зубцам не крепить сварными швами, а наружный диаметр коротко- замкнутого кольца можно выполнять равным диаметру по внешней поверхности магнитопроводящих колец 4.
По принципу действия электрическа машина с предполагаемыми магнитопро- водом ничем не отличается от принципа действия известных электрических машин.
По сравнению с прототипом магнито провод электрической машины позволяет получить равномерное распределение магнитного потока вдоль осевой длины зубца и ярма, лучшее использовние активных материалов магнитопрово вследствие одинаковой осевой длины , зубца и ярма; равномерный рабочий воздушный зазор в направлении расточ ки поверхности магнитопровода вследствие установки магнитопроводящих
колец на зубцы и отсутствия воздушных пустот на поверхности зубца между соседними пластинами зубца; уменьшение технологических зазоров между ярмом и зубцами, вследствие одинаковой формы поверхностей соединения зубцов и ярма; лучшее использование площади паза за счет граненой поверхности ярма и отсутствия крепежных колец, установленных по торцам магнитопровода и в теле зубцов, что обеспечивает по сравнению с прототипом улучшение энергетических показателей электрической машины.
Кроме того, в предлагаемом магни- топроводе по сравнению с прототипом выше технологичность обмоточных работ, так как обмотку из изолированного провода укладывают а открытые пазы, а затем устанавливают магнито- проводящне кольца, а также лучше использование активных материалов за счет отсутствия всевозможных выступов в пластинах зубцов и зубцах магнитопровода, а также за счет равных длин ярма и зубца в осевом напралении.
Кроме того, в предлагаемом магни - топроводе можно активно воздействовать на величины сопротивлений рассеяния обмоток и характер пусковых и рабочих характеристик путем изменения неличин и длины воздушных промежутков между магнитопроводящими кольцами.
Формула изобретения
Магнитопровод электрической машины, содержащий состоящее из кольцевых элементов ярмо, соединенные с ним зубцы и аксиально расположенных пластин, отличающийся тем, что, с целью улучшения энергетических показателей, зубцы соединены с ярмом сварными швами прерывистого вида, расположенными по длине и (или) ширине зубцов, при этом при расположении швов по длине твы, соединяющие одни и те же элементы ярма с разным.); зубцами, смещены по окружности ярма на величину, равную двойному полюсному делению, а при расположении швов по ширине одни и те же пластины зубца соединены только с одной из его торцовых сторон.
Фиг. г
Фиг Л
1Л
го
00
см
vЈ
чь
5
-еX
11
Фиг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
