51
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ (КОЛЕНВАЛОВ, РАСПРЕДВАЛОВ, ГИЛЬЗ, ЦИЛИНДРОВ, БЛОКОВ, ТРУБ И Т.П.) ДРОБЬЮ | 1998 |
|
RU2145538C1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2134190C1 |
| РУЧНОЙ ПРОЦЕСС ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДРОБЬЮ С РАЗРАБОТКОЙ СПЕЦИАЛЬНОГО УСТРОЙСТВА И СПОСОБА КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ | 1996 |
|
RU2113971C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ | 1998 |
|
RU2160660C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ДЕТАЛИ И КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005579C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2384397C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383428C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДРОБЬЮ С УЛЬТРАЗВУКОВЫМИ КАВИТАЦИОННЫМИ КАВЕРНАМИ | 1998 |
|
RU2150370C1 |
| СПОСОБ ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДРОБЬЮ, КАВИТАЦИОННЫМИ КАВЕРНАМИ | 1998 |
|
RU2150369C1 |
Изобретение относится к металлургии, в частности к подготовке поверхности деталей для нанесения покрытий Цель - повышение производительности процесса и расширение технологических возможностей за счет обработки деталей со сдожнофа- сонной поверхностью. На поверхности деталей вначале выполняют гл бдения, боковые стенки которых перпендикулярны поверхности, после чего производят дробе- ударную обработку шарами, диаметр которых в 1,5 и более раз превосходит ширину углублений Углубления могут быть выполнены в виде пазов с глубиной 0.8- 1,0 их ширины или в виде отверстий, глубина которых больше или равна 0.4 их диаметра. 2 з п ф-лы, 2 ил
Изобретение относится к металлургии, в частности к технологии подготовки поверхности детали для покрытия полимерными материалами, металлами, композитами, преимущественно при ремонте машин
Цель изобретения - повышение производительности процесса, а также расширение технологических возможностей способа за счет обработки деталей со сложнофа- сонной поверхностью.
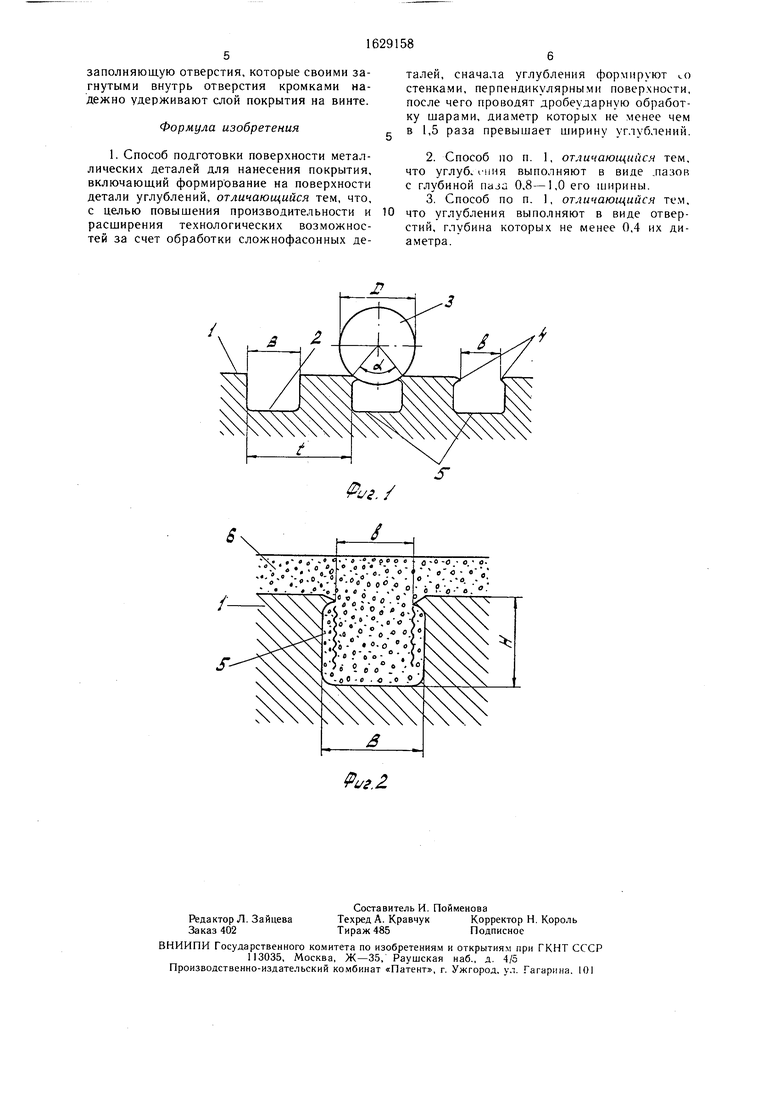
На фиг. 1 приведена схема взаимодействия шара с кромками углублений при их дробеударной обработке, на фиг. 2 - схема, поясняющая выбор соотношения между шириной и глубиной пазов
Способ осуществляют следующим образом.
Формирование углублений осуществляют в две стадии: вначале выполняют углубления, боковые стенки которых перпендикулярны поверхности, например, в виде открытых пазов с глубиной паза 0,8-1,0 его ширины, затем производят сужение профиля углублений у поверхности пчтем пластического деформирования, например,дробеударной обработкой шарами, диаметр кото рых в 1,5 и более раз превосходит ширину углубления На плоской поверхности углубление выполняют в виде спирального паза. На детали со сложнофаеонной поверхностью углубления выполняют в виде глухих отверстий, глубина которых не менее 0,4 их диаметра.
Углубления на цилиндрических поверхностях могут быть выполнены в виде винтового паза на токарном станке, с использованием обычного режущего токарного инструмента или с помощью накатников путем выдавливания пазов при пластическом деформировании поверхности детали С использованием той оснастки можно выполнить углубления в виде спирального наш на плоской (торцовой) поверхности детали Углубления на сложнофасонных поверхностях деталей могут быть выполнены с помощью свеолильного станка или дре ш
оэ
ГчЭ
СО
СП
оо
Дробеударная обработка поверхности с углублениями может быть осуществлена с помощью дробеметного барабана, гидродробеструйного аппарата или любым другим известным способом. Необходимым условием создания прочного сцепления покрытия с поверхностью является образование на кромках углублений наплывов-заусенцев, направленных внутрь контура углубления. Это достигается в том случае, когда диаметр
гом 2 мм. После чего торцы с канавками обрабатывались в течение 30 с на гидродробеструйной установке под давлением жидкости 0,4 МПа шариками 0 2 мм. Вре- мя подготовки поверхности образца под покрытие составило 5 мин, что почти в 5 раз меньше времени подготовки поверхности по известной технологии (24 мин). В качестве покрытия использовался композит из фе- нолформальдегидной связующей СФП-012 А
шаров, используемых при дробеударной об- 10 (ЗОмас.%) и железного порошка (70мас.%) работке, существенно больше ширины углуб-Порошкообразный композит засыпали между
помещенными в пресс-форму двумя образцами, обращенными друг к другу поверхностями с пазами, и под давлением спекаления. В этом случае сила в контакте шара с кромкой будет сдвигать металл в зоне кромки внутрь контура углубления.
На поверхности детали 1 имеются углуб- 15 ли ПРИ 180°с в течение 1 ч. Соединен- ления, например, в виде паза 2 шириной Вные композитным материалом образцы поди шагом t. Шар 3 должен иметь такойвергались испытанию на разрывной машине,
диаметр D, чтобы угол а, образуемый ра-В результате испытаний установлено, что
диусами, перпендикулярными к точкам кон- образцы с пазами открытого профиля раз- такта шара с кромками паза, был равенрывались при приложении нормальных на- или менее 90°, что обеспечивает получе- 20 грузок 5 МПа, а образцы, пазы которых
были подвергнуты дробеударной обработке, разрывались пр-и 11 МПа. Из пазов открытого профиля композит при разрыве образцов выходил практически без разруше- следует ос ни отделение композита от поверхностей, подвергнутых дробеударной обработке, происходило с разрушением покрытия на всей длине пазов по перешейку, образованному заусенцами на кромках пазов.
Пример 2. Реализация предлагаемого спонивший паз 5, оказывается защемленным 30 соба для сложнофасонных изделий, напри- заусепцами на кромках, поскольку .мер для покрытия поверхности гребного
Отрыв покрытия 6 от поверхности деталивинта моторной лодки пластмассой, обес1 возможен только при разрыве перешей-печивающей его защиту от коррозии и мака по размеру Ь, при нормальном напря- лое трение в воде, может быть осущест- жении в материале аь или при среде по влена в следующей последовательности. По двум плоскостям шириною Н от кромок до 35 всей сложнофасонной поверхности детали выние заусенцев 4, направленных внутрь паза 2 и сужающих его до размера В, в результате чего получается углубление 5 с суженным профилем у поверхности. Из геометрических соотношений
И
т. е.
2-4sin fi, откуда В . . „-ГГГ 2 Jsm(
,5B.
Материал покрытия 6 (фиг. 2), заполполняют отверстия, например, диаметром D 2 мм и глубиной Н 1 мм любым известным методом: сверлением, электроэрозионным, электроимпульсным и т. п. Количество отверстий и их расположение по по- 4® верхности винта обуславливается требованиями к прочности сцепления покрытия с поверхностью на сдвиг и на отрыв. Например, для гребного винта моторов семейства «Ветерок с площадью 6 дм2, количество
дна паза, при предельном напряжении тср. Условие равнопрочности материала покрытия по разрыву и срезу на произвольной длине паза / запишется Ь-/-а(,2Я/тср, откуда с учетом обычного, соотношения
ОЬ/ТСР- 1,7 (-)0,8В, т. е. для того,
vUU
чтобы срез не происходил раньше, чем отрыв ,8Б.
полняют отверстия, например, диаметром D 2 мм и глубиной Н 1 мм любым известным методом: сверлением, электроэрозионным, электроимпульсным и т. п. Количество отверстий и их расположение по по- 4® верхности винта обуславливается требованиями к прочности сцепления покрытия с поверхностью на сдвиг и на отрыв. Например, для гребного винта моторов семейства «Ветерок с площадью 6 дм2, количество
При глубине пазов, равной 0,8...1,0 его 45 отверстий составляет около 300, расположен- ширины, достигаются приемлемая равнопроч- ных в шахматном порядке.
При глубине отверстий 1,0 мм и времени сверления одного отверстия 2 с на все отверстия потребуется около 10 мин. После выполнения отверстий производят дробеударность заполняющего пазы материала покрытия на разрыв и срез и незначительное снижение прочности детали, а также малые затраты на выполнение пазов в процессе подготовки поверхности металличес- 50 чую обработку поверхности гребного винта
шарами 03 мм в течение 1-2 мин. Таким образом, на подготовку поверхности одной детали необходимо /12 мин.
После подготовки поверхности, включая обезжиривание, заготовку гребного винта поПример 1. На торцах цилиндрических де- 55 мещают в пресс-форму, базируя ее по сту- талей (ft 50 мм при помощи токарного пии-е детали, и под давлением нагнетают станка было проточено восемь кольцевых в зазоры между деталью и пресс-формой пазов глубиной 0,8 мм и шириной 1 мм с ша- пластмассу, покрывающую поверхность и
ких деталей под покрытие.
При более глубоких пазах (отверстиях) увеличивается расход материала покрытия, что может также являться нежелательным, особенно при высокой стоимости материала.
гом 2 мм. После чего торцы с канавками обрабатывались в течение 30 с на гидродробеструйной установке под давлением жидкости 0,4 МПа шариками 0 2 мм. Вре- мя подготовки поверхности образца под покрытие составило 5 мин, что почти в 5 раз меньше времени подготовки поверхности по известной технологии (24 мин). В качестве покрытия использовался композит из фе- нолформальдегидной связующей СФП-012 А
(ЗОмас.%) и железного порошка (70мас.%) Порошкообразный композит засыпали между
тями с пазами, и под давлением спекалое трение в воде, может быть осущест- влена в следующей последовательности. По всей сложнофасонной поверхности детали выполняют отверстия, например, диаметром D 2 мм и глубиной Н 1 мм любым известным методом: сверлением, электроэрозионным, электроимпульсным и т. п. Количество отверстий и их расположение по по- верхности винта обуславливается требованиями к прочности сцепления покрытия с поверхностью на сдвиг и на отрыв. Например, для гребного винта моторов семейства «Ветерок с площадью 6 дм2, количество
заполняющую отверстия, которые своими загнутыми внутрь отверстия кромками надежно удерживают слой покрытия на винте.
Формула изобретения
лических деталей для нанесения покрытия,что углуб шия выполняют в виде лазов
включающий формирование на поверхностис глубиной паза 0,8-1,0 его ширины,
детали углублений, отличающийся тем, что,3. Способ по п. 1, отличающийся тем,
с целью повышения производительности и10 что углубления выполняют в виде отверстий, глубина которых не менее 0,4 их диаметра.
расширения технологических возможностей за счет обработки сложнофасонных деталей, сначала углубления формируют Lo стенками, перпендикулярными поверхности, после чего проводят дробеударную обработку шарами, диаметр которых не менее чем в 1,5 раза превышает ширину углублений.
что углубления выполняют в виде отверстий, глубина которых не менее 0,4 их диаметра.
&V./
| Хасуи А , Моригаки О | |||
| Наплавка и напыление | |||
| - М.: Машиностроение, 1985, с 172. |
