Способ (изобретение) относится к области дробеструйной отделочно-упрочняющей технологии цилиндрических поверхностей деталей, в том числе гильз цилиндров блоков или цилиндров самих блоков двигателей внутреннего сгорания, а также компрессоров.
Известны установки, устройства и способы для отделочно-упрочняющей обработки деталей с цилиндрической формой поверхности дробеударным методом (см. а. с. СССР N 272345, N 698751, N 872235, N 1553361, N 1523319, N 1609542, N 2101163.
Известны также способы обработки осесимметричных деталей цилиндрической формы стальными шариками в среде смазывающе-охлаждающей жидкости (СОЖ), которая одновременно является их энергоносителем в потоке, скорость которого соизмерима со скоростью вращения детали (а.с. СССР N 814695, БИ N 11, 1981) и N 2106236, которое служит прототипом настоящего устройства, в котором удар о преграду единичного шарика носит контактно-сдвиговый характер с элементом обкатки, а само пятно зоны деформационного нагружения дробьевого потока преобразуется в кольцевой деформационный источник нагружения, движущийся с заданной подачей относительно потока (пучка) дроби с элементами кавитационно-ультразвуковых колебаний при их подаче.
Такой вид деформационного нагружения существенно повышает качество макро- и микрорельефа (Ra до 13-16 мкм) обработанной поверхности и обеспечивает создание наклепанного слоя без образования подслойного максимума остаточных напряжений сжатия, при этом отраженные шарики уходят на поверхность, создавая хаотичный вихревой поток, делая скользящие касания по обрабатываемой поверхности, образуя своеобразный рельеф поверхности.
Для формирования аналогичной макро- и микротопографии и напряженного деформационного состояния разработана схема устройства для внедрения способа по обработке внутренней цилиндрической поверхности, которое бесшумно, т.е. оно работает без наложения вторичных рекошетирующих ударов на обрабатываемую поверхность в стесненных условиях цилиндра, а при наложении вместе с ними дополнительных кавитационно-ультразвуковых колебаний с возможным исключением металлических шариков (дроби), производя обработку кольцевым инструментом созданного ультразвуковыми кавитационными кавернами. Для обеспечения технического результата - создания ультразвукового кавитационного потока в устройстве, реализующем способ отделочно-упрочняющей обработки цилиндрических поверхностей, предусмотрен электродвигатель с ультразвуковым диспергатором, обеспечивающих дополнительное вращение турбонасадки и выработку ультразвуковых колебаний, а для обеспечения электродвигателя электроэнергией между ними устанавливается генератор, который при совместном вращении (первоначальном), после поступления рабочей смеси на ребра турбины (заставляя ее вращаться) генератором вырабатывается электроэнергия, обеспечивая работу электродвигателя, который с более высокими оборотами вращает турбину, на которой насажены роторы генератора и ультразвукового диспергатора, обеспечивая всю комплексную работу механизма головки, увеличивая давление поступающей рабочей смеси, содержащей стальные или стеклянные шарики, в несколько раз в зависимости от скорости вращения ротора электродвигателя. Предусмотрено создание ультразвукового кавитационного потока с кавитационными кавернами.
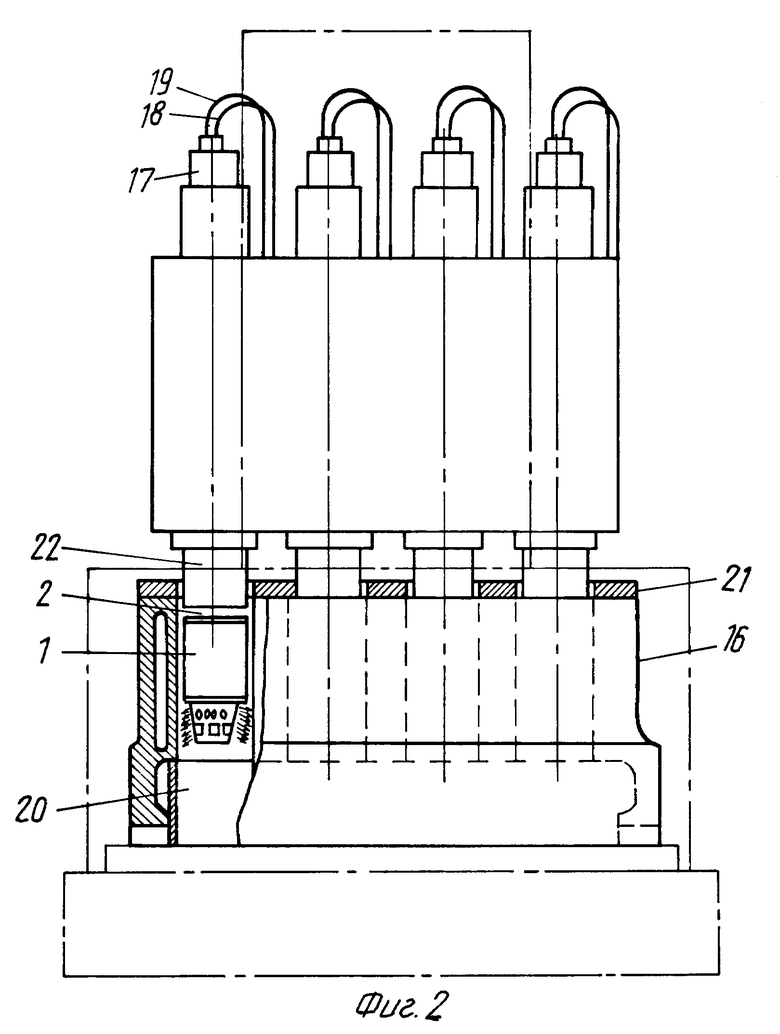
На чертежах (фиг. 1, 2) приведена схема описываемого устройства.
На станине гидродробеструйной или пневмодробеструйной установки, выполненной на базе специализированного модуля автоматической линии на хонингование цилиндров ДВС (или индивидуальной установки, предназначенной для проведения ремонтных работ гильз любых автомобилей или цилиндров блоков ДВС ВАЗ), закрепляется блок 16 с фальшцилиндрами 20, 21. Предварительно блок цилиндров проходит полный цикл обработки за исключением финишной операции хонингования, вместо которой введена операция по предложенному способу. При необходимости обработки поверхности с наличием минимального рельефа (Ra = до 0,3 - 0,5 мкм), поверхность обрабатывают с хонингованием и с раскаткой шариком или роликом и при увеличении давления, при их обработке и дробью, под углом 45o.
Над блоком, соосно цилиндрам расположены шпиндели 22, в которые устанавливаются устройства (головки), которая состоит из корпуса, хвостовика 2, турбины 3 с ребрами 5, устанавливаемой на подшипники 4 (хвостовика) и 4' (корпуса) в нижней (концевой) части, имеющей окружной блок 22, с соплами 9 соплового узла, через которые выбрасывается рабочая смесь 11, на которую насажены роторы 6 (электродвигателя), 14 (генератора), 8 (ультразвукового диспергатора) и статоры 8' (электродвигателя), 13 (генератора), 15 (ультразвукового диспергатора). Для подачи ультразвукового потока от ультразвукового диспергатора сделаны ультразвуковые сопла 10, выбрасывающие ультразвуковой поток 12.
Используя установку а. с. СССР N 1049239, N 1523319, кл. B 24 рабочая смесь подается с помощью электромагнитного вибратора 17 через два гибких шланга 18 и 19.
Пример. На фиг. 1, 2 проводится дробеударная отделочно-упрочняющая операция блока цилиндра ВАЗ-2101, прошедшего полный технологический цикл обработки поверхностей за исключением хонинговальной операции, а при необходимости обработки поверхности с наличием минимального микрорельефа (Rа = до 0,3 - 0,5 мкм) поверхность обрабатывают с хонингованием и с раскаткой шариком или роликом и при увеличении давления при их обработке и дробью под углом 45o.
Давление рабочей смеси, поступающей через канал хвостовика 2 с подшипниковыми шариками 0,5. . .2,0 мм. ГОСТ 37622-70 III-IV ступени точности, или стекловолокнистые шарики, обеспечивающие при обработке поверхности цилиндров микроволокнистый налет, который сохраняет поверхность от коррозии и обеспечивает отсутствие схватывания поверхностей пары трения (кольцо, цилиндр) при длительной неэксплуатации автомобиля, при хранении его в сыром или загазованном месте, составляет P = 0,30...0,45 мПа; давление рабочей смеси на выходе из сопел 9 увеличивается в зависимости от скорости вращения ротора электродвигателя и генератора, т.е. P = 0,45...0,65 мПа.
Исходная шероховатость поверхности цилиндров Ra = 0,35 мкм. Исходная твердость поверхности цилиндров НВ = 210-240. В качестве СОЖ применяется трансформаторное масло с присадком поверхностно-активного вещества (ПАВ) или без присадка. Количество двойных ходов в минуту шпинделя с ускорением = 12; частота вращения турбины при давлении P = 15 мПа, СОЖ перед форсунками 9 составляет - 11000 - 13000 мин.
Полученные сравнительные данные по традиционной операции хонингования и отделочно-упрочняющей обработки дискообразным дробефакельным инструментом, сформированным турбонасадкой 3, показывает, что топографический макро- и микрорельеф имеет более качественный характер, сопоставленный с выглаженной поверхностью, при этом по высотным параметрам шероховатость у предложенного способа составляет Ra = 0,17 мкм, что и у процесса хонингования, но с более качественной кривой опорной поверхности выступов, что значительно повышает противоизносные характеристики обработанной поверхности.
Кроме этого, замеры остаточных напряжений обработанных поверхностей фальшцилиндров показали плавное распределение δо.н. с максимумом у поверхностей, что также дополнительно способствует увеличению противоизносных характеристик. Твердость приповерхностного слоя в пределах 80-120 мкм возросла до НВ 240-290 единиц.
Использование предлагаемого устройства для упрочняющей обработки цилиндрических поверхностей деталей позволяет расширить технологические возможности предлагаемого способа.
Изобретение относится к дробеструйной обработке цилиндрических поверхностей. Рабочую смесь разгоняют устройством в виде турбины с сопловым узлом с использованием электродвигателя, генератора и ультразвукового диспергатора, роторы которых насажены на турбину. В качестве рабочей смеси используют стальные или стеклянные шарики. Предусмотрено создание в рабочей смеси ультразвукового кавитационного потока с образованием кавитационных каверн. Технический результат выражается в создании ультразвукового кавитационного потока с высокими оборотами турбины. 3 з.п. ф-лы, 2 ил.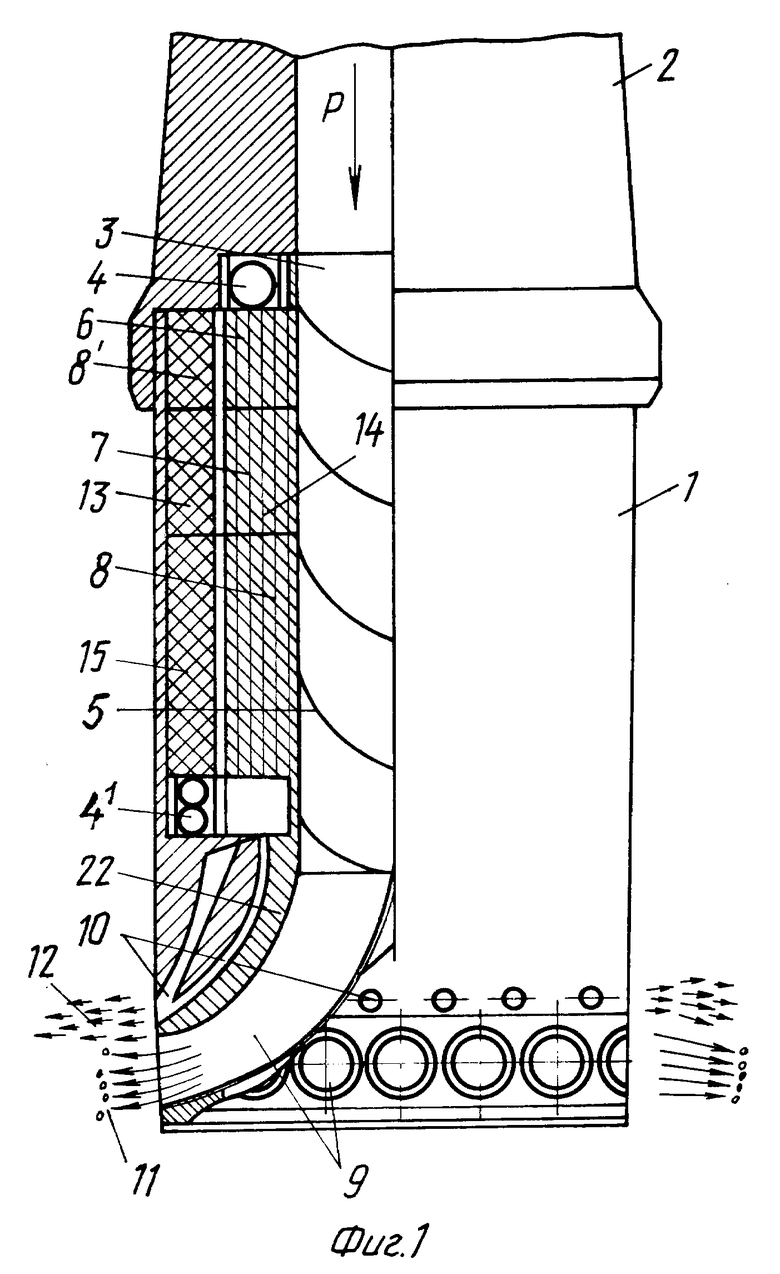
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДРОБЬЮ | 1996 |
|
RU2106236C1 |
| Ультразвуковое устройство для поверхностного упрочнения | 1981 |
|
SU1009735A1 |
| Способ поверхностного упрочнения деталей дробью | 1981 |
|
SU1013243A1 |
| Абразивоструйное устройство | 1987 |
|
SU1437203A1 |
| US 5176018, 05.01.1993 | |||
| DE 3527923 A1, 12.02.1987. | |||
