1
(21)4462792/15
(22)19.07.88
(46) 23.02.91. Бюл. № 7
(71)Украинское научно-производственное деревообрабатывающее объединение
(72)Г. М. Муравьев, Н. А. Ковалев и А. К. Шелест
(53)674.815-41 (088.8)
(56)Авторское свидетельство СССР № 725897, кл. В 27 N 3/00, 1980.
(54)УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДРЕВЕСНО-СТРУЖЕЧНОГО КОВРА
(57)Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве древес - но-стружечных плит. Целью изобретения является повышение качества плит за счет равномерного распределения стружки. Устройство, содержащее барабан 1 со штырями 2, привод 3, стружкоприемник 4 и имеющее возможность вертикального перемещения относительно ковра, снабженное датчиком его
положения, расположенным между 18 и 19 формирующими машинами, устраняет неровности насыпки поверхности ковра при движении поддона 16 по конвейеру 20. Блок измерения плотности 13 через усилитель-корректор 12 подает сигнал на второй вход сумматора-анализатора 11, на первый вход которого поступает сигнал с датчика 10 положения барабана 1 относительно ковра 5, а на третий - с задатчика 14. Сумматор- анализатор 11 сравнивает полученные данные. В случае несоответствия показателей по толщине сумматор-анализатор 1 1 подает сигнал на регулятор 15, который включает реверсивный привод 9 на подъем или опускание барабана 1 через винтовую пару 6, вал 7 и конические передачи 8. Вращаясь, барабан 1 штырями 2 разравнивает ковер, равномерно размещая стружку, излишки которой поступают в стружкоотборник 4 и далее в поток формирующей машины 18. Формирующая машина 19 осуществляет засыпку верхнего слоя. 1 ил.
(С
(Л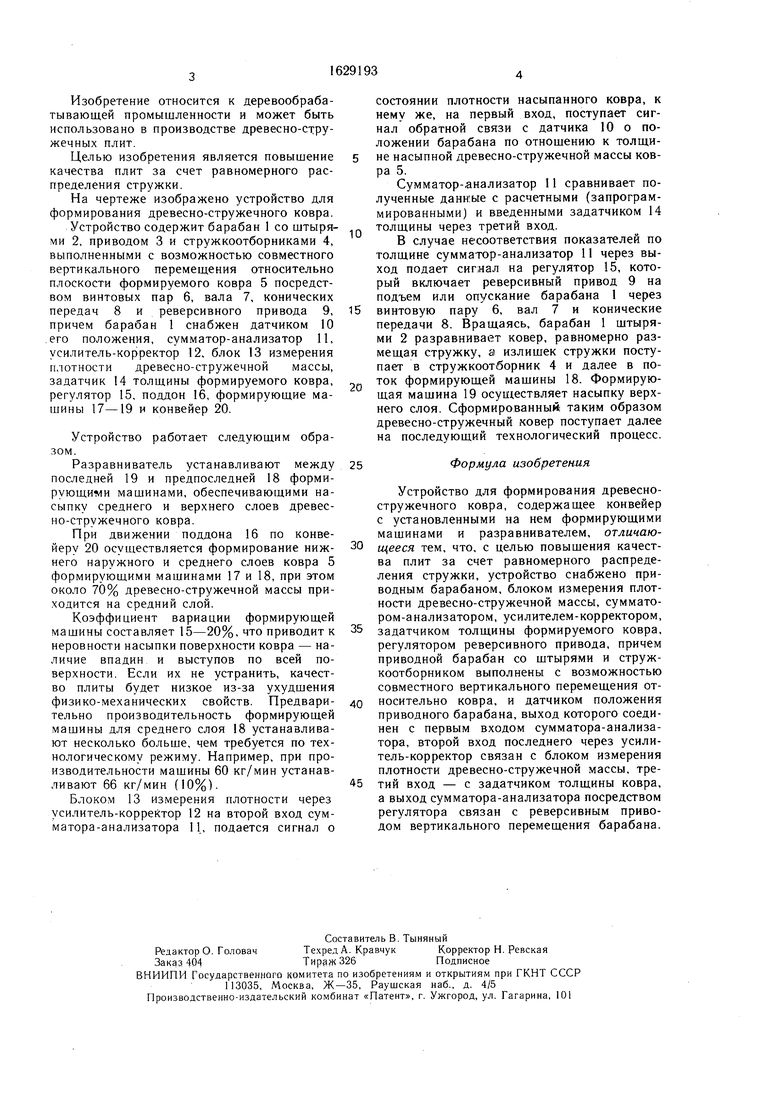
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования настила древесностружечного ковра | 1978 |
|
SU725897A1 |
| Машина для формирования стружечного ковра в производстве древесно-стружечных плит | 1984 |
|
SU1186480A1 |
| Машина для формирования стружечного ковра | 1985 |
|
SU1289689A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1993 |
|
RU2041814C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2012 |
|
RU2508193C1 |
| Способ изготовления многослойных древесностружечных плит | 1988 |
|
SU1687434A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2083361C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2011 |
|
RU2453428C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2006 |
|
RU2323819C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2007 |
|
RU2342246C1 |

19 6
05 tsD
СО
SO
GO
Ч 78 5 20 П &
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве древесно-стру- жечных плит.
Целью изобретения является повышение качества плит за счет равномерного распределения стружки.
На чертеже изображено устройство для формирования древесно-стружечного ковра.
Устройство содержит барабан 1 со штырями 2, приводом 3 и стружкоотборниками 4, выполненными с возможностью совместного вертикального перемещения относительно плоскости формируемого ковра 5 посредством винтовых пар б, вала 7, конических передач 8 и реверсивного привода 9, причем барабан 1 снабжен датчиком 10 его положения, сумматор-анализатор 11, усилитель-корректор 12, блок 13 измерения плотности древесно-стружечной массы, задатчик 14 толщины формируемого ковра, регулятор 15, поддон 16, формирующие машины 17-19 и конвейер 20.
Устройство работает следующим образом.
Разравниватель устанавливают между последней 19 и предпоследней 18 формирующими машинами, обеспечивающими насыпку среднего и верхнего слоев древесно-стружечного ковра.
При движении поддона 16 по конвейеру 20 осуществляется формирование нижнего наружного и среднего слоев ковра 5 формирующими машинами 17 и 18, при этом около 70% древесно-стружечной массы приходится на средний слой.
Коэффициент вариации формирующей машины составляет 15-20%, что приводит к неровности насыпки поверхности ковра - наличие впадин и выступов по всей поверхности. Если их не устранить, качество плиты будет низкое из-за ухудшения физико-механических свойств. Предварительно производительность формирующей машины для среднего слоя 18 устанавливают несколько больше, чем требуется по технологическому режиму. Например, при производительности машины 60 кг/мин устанавливают 66 кг/мин (10%).
Блоком 13 измерения плотности через усилитель-корректор 12 на второй вход сумматора-анализатора 11, подается сигнал о
состоянии плотности насыпанного ковра, к нему же, на первый вход, поступает сигнал обратной связи с датчика 10 о положении барабана по отношению к толщи- не насыпной древесно-стружечной массы ковра 5.
Сумматор-анализатор 11 сравнивает полученные данн ые с расчетными (запрограммированными) и введенными задатчиком 14
0
толщины через третий вход.
В случае несоответствия показателей по толщине сумматор-анализатор 11 через выход подает сигнал на регулятор 15, который включает реверсивный привод 9 на подъем или опускание барабана 1 через
винтовую пару 6, вал 7 и конические передачи 8. Вращаясь, барабан 1 штырями 2 разравнивает ковер, равномерно размещая стружку, а излишек стружки поступает в стружкоотборник 4 и далее в по0 ток формирующей машины 18. Формирующая машина 19 осуществляет насыпку верхнего слоя. Сформированный таким образом древесно-стружечный ковер поступает далее на последующий технологический процесс.
25
Формула изобретения
Устройство для формирования древесностружечного ковра, содержащее конвейер с установленными на нем формирующими машинами и разравнивателем, отличаю0 щееся тем, что, с целью повышения качества плит за счет равномерного распределения стружки, устройство снабжено приводным барабаном, блоком измерения плотности древесно-стружечной массы, сумматором-анализатором, усилителем-корректором,
5 задатчиком толщины формируемого ковра, регулятором реверсивного привода, причем приводной барабан со штырями и струж- коотборником выполнены с возможностью совместного вертикального перемещения от0 носительно ковра, и датчиком положения приводного барабана, выход которого соединен с первым входом сумматора-анализатора, второй вход последнего через усилитель-корректор связан с блоком измерения плотности древесно-стружечной массы, тре5 тий вход - с задатчиком толщины ковра, а выход сумматора-анализатора посредством регулятора связан с реверсивным приводом вертикального перемещения барабана.
