Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве древесных плит.
Известны способ и устройство для изготовления плитных материалов [патент Германии DE 10315922 А1, МКИ В27N 3/18 Verfahren und Aniage zur Herstellung von Plattenwerkstoffen]. Устройство содержит ленточный конвейер, формирующие машины, размещенную между формирующими машинами дождевальную установку и пресс.
В известном устройстве вода или водяной пар подаются дождевальной установкой в центральную часть стружечного ковра для создания парового удара при прессовании. При этом покоробленность готовых плит не измеряется и не устраняется.
Известна формующе-прессовая линия для изготовления древесно-стружечных плит [Справочник по производству древесно-стружечных плит / И.А.Отлев и др. - 2-е изд. перераб. и доп. - М.: Лесн. пром-сть, 1990, страница 236], включающая ленточный конвейер, машину для формирования стружечного ковра, пресс и установленную перед прессом дождевальную установку с вентилем для подачи воды.
В данной линии дождевальная установка используется для создания парового удара при прессовании. Вследствие неизбежных технологических погрешностей, вызывающих структурный, влажностный и температурный дисбалансы стружечного ковра, изготовляемая древесно-стружечная плита коробится.
Известна линия для изготовления древесно-стружечных плит, включающая ленточный конвейер, машину для формирования стружечного ковра, до и после которой установлены дождевальные установки с вентилями, пресс и размещенный после пресса блок измерения покоробленности плит, выходы которого соединены с управляющими входами вентилей [патент РФ 2453428, МПК В27N 3/02, 3/18. Линия для изготовления древесно-стружечных плит, 2012, БИ № 17].
В известной линии осуществляется измерение и устранение покоробленности плиты только вдоль направления изготовления. Однако в плите возможна поперечная покоробленность, а также сочетание продольной и поперечной покоробленности (крыловатость).
Изобретение решает задачу устранения покоробленности изготовляемых древесно-стружечных плит.
Техническим результатом от использования изобретения является устранение продольной и поперечной покоробленности изготовляемых плит за счет создания асимметрии влажности различных частей верхней и нижней поверхностей стружечного ковра, в результате чего возникающие после выгрузки плиты из пресса механические напряжения компенсируют возникающую покоробленность.
Это достигается тем, что в линии для изготовления древесно-стружечных плит, включающей ленточный конвейер, машину для формирования стружечного ковра, до и после которой установлены дождевальные установки с вентилями, пресс и размещенный после пресса блок измерения покоробленности плит, выходы которого соединены с управляющими входами вентилей, согласно изобретению дождевальные установки состоят из размещенных поперек направления изготовления нескольких частей с соответствующими вентилями, а блок измерения покоробленности снабжен дополнительными усилителями и датчиками толщины плиты, расположенными над боковыми кромками готовой плиты.
Заявляемая линия для изготовления древесно-стружечных плит отличается выполнением дождевальных установок из нескольких частей, каждая из которых соединена с соответствующим вентилем, а также снабжением блока измерения покоробленности дополнительными усилителями и датчиками толщины плиты, которые расположены над боковыми кромками готовой плиты.
Устранение покоробленности готовых плит достигается за счет создания влажностной асимметрии различных частей верхней и нижней поверхностей исходного стружечного ковра, в результате чего при прессовании в образующейся плите возникают механические напряжения, компенсирующие ее коробление, которое начинается сразу после выгрузки плиты из пресса.
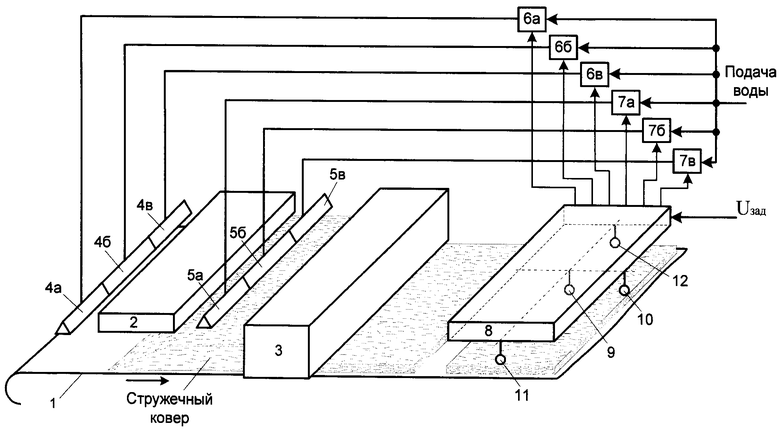
На чертеже представлена структурная схема линии.
Линия для изготовления древесно-стружечных плит содержит ленточный конвейер 1, машину 2 для формирования стружечного ковра (одну или несколько в зависимости от количества слоев изготовляемой плиты), пресс 3, размещенную перед машиной 2 дождевальную установку 4 и размещенную после машины 2 дождевальную установку 5. Каждая из дождевальных установок 4 и 5 состоит из размещенных поперек направления изготовления нескольких частей (на чертеже показаны три части: а, б, в). Подача воды в дождевальные установки 4а, 4б, 4в и 5а, 5б, 5в осуществляется соответственно вентилями 6а, 6б, 6в и 7а, 7б, 7в, выполненными, например, в виде электромагнитных. Линия содержит также блок 8 измерения покоробленности плит, размещенный после пресса 3, причем шесть выходов блока 8 измерения покоробленности соединены с управляющими входами вентилей 6 и 7. Блок 8 измерения покоробленности содержит датчики толщины 9-12, выполненные, например, в виде потенциометрических, касающиеся поверхности готовой плиты, причем датчик 9 размещен в середине плиты, датчик 10 - в центре передней или задней кромки плиты, а датчики 11 и 12 - соответственно в центре правой и левой (в направлении изготовления) кромок плиты.
Линия работает следующим образом.
Приводят в движение ленточный конвейер 1, на который формирующая машина 2 подает стружку, формируется стружечный ковер. В случае отсутствия парового удара при прессовании задающее напряжение на управляющий вход блока 8 измерения покоробленности не подается, Uзад=0. В случае необходимости создания парового удара на управляющий вход блока 8 подают задающее напряжение Uзад. При этом вентили 6 и 7 открываются на одинаковую величину, дождевальные установки 4 и 5 рассеивают на ленточный конвейер 1 и верхнюю поверхность стружечного ковра одинаковое количество воды. При отсутствии парового удара Uзад=0, и вода через вентили 6 и 7 не поступает. Производят прессование в прессе 3. При прессовании в прессе непрерывного действия готовую плиту разделяют на поперечной пиле (на чертеже не показана), после чего плита подается под блок 8 измерения покоробленности.
При отсутствии в готовой плите покоробленности напряжения на всех выходах блока 8 равны задающему напряжению Uзад, через вентили 6 и 7 в дождевальные установки 4 и 5 подается одинаковое количество воды. При Uзад=0 вода не подается совсем. При наличии в плите покоробленности с блока 8 на управляющие входы вентилей 6 и 7 подаются сигналы согласно таблице.
Здесь 0 означает закрытый вентиль, 0,25 - вентиль открыт на четверть, 0,5 - вентиль открыт наполовину, 1 - вентиль открыт полностью. К данным значениям добавляется задающий сигнал Uзад.
В случае изгиба плиты в продольном направлении серединой вниз датчик 9 оказывается ниже датчика 10, вентили 6 открываются, а вентили 7 остаются закрытыми, нижняя поверхность стружечного ковра увлажняется сильнее, чем верхняя, поэтому после выхода из пресса 3 середина готовой плиты коробится в продольном направлении вверх, компенсируя имеющуюся покоробленность. При изгибе плиты в продольном направлении серединой вверх датчик 9 оказывается выше датчика 10, открываются вентили 7 при закрытых вентилях 6, верхняя поверхность стружечного ковра увлажняется сильнее, чем нижняя, середина плиты коробится вниз.
В случае изгиба плиты в поперечном направлении серединой вниз датчик 9 оказывается ниже датчиков 11 и 12, вентиль 6б открывается полностью, вентиль 7б остается закрытым, а остальные вентили открываются на четверть. При этом центральная продольная часть нижней поверхности ковра увлажняется наиболее сильно, что после выхода плиты из пресса вызывает коробление плиты в поперечном направлении серединой вверх. При изгибе плиты в поперечном направлении серединой вверх датчик 9 оказывается выше датчиков 11 и 12, вентиль 7б открывается полностью, вентиль 6б остается закрытым, остальные вентили открываются на четверть. При этом центральная продольная часть верхней поверхности ковра увлажняется, что в дальнейшем вызывает коробление плиты в поперечном направлении серединой вниз.
При изгибе правой продольной части плиты вверх, а левой продольной вниз, датчик 12 оказывается выше датчика 9, который в свою очередь оказывается выше датчика 11, вентили 6в и 7а открываются полностью, вентили 6а и 7в остаются закрытыми, а вентили 6б и 7б открываются наполовину. При этом левая продольная часть ковра увлажняется снизу, а правая - сверху, что после выхода плиты из пресса вызывает коробление левой продольной части плиты вверх, а правой вниз.
Линия обеспечивает повышенное качество изготовляемых плит за счет устранения их покоробленности в продольном и поперечном направлениях, позволяет повысить степень автоматизации изготовления плит.
(57) Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве древесно-стружечных плит. Линия для изготовления древесностружечных плит включает ленточный конвейер, машину для формирования стружечного ковра, до и после которой установлены дождевальные установки с вентилями, пресс и размещенный после пресса блок измерения покоробленности плит, выходы которого соединены с управляющими входами вентилей. Дождевальные установки состоят из размещенных поперек направления изготовления нескольких частей с соответствующими вентилями. Блок измерения покоробленности снабжен дополнительными усилителями и датчиками толщины плиты, расположенными над боковыми кромками готовой плиты. Повышается качество изготовляемых плит за счет устранения их покоробленности в продольном и поперечном направлениях, повышается степень автоматизации изготовления плит. 1 ил.
Линия для изготовления древесностружечных плит, включающая ленточный конвейер, машину для формирования стружечного ковра, до и после которой установлены дождевальные установки с вентилями, пресс и размещенный после пресса блок измерения покоробленности плит, выходы которого соединены с управляющими входами вентилей, отличающаяся тем, что дождевальные установки состоят из размещенных поперек направления изготовления нескольких частей с соответствующими вентилями, а блок измерения покоробленности снабжен дополнительными усилителями и датчиками толщины плиты, расположенными над боковыми кромками готовой плиты.
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2011 |
|
RU2453428C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА БУМАЖНЫХ ЛИСТОВ, ИМЕЮЩИХ, ПО СУЩЕСТВУ, ЖЕСТКУЮ СТРУКТУРУ, И ЛИСТЫ ЭТОГО ТИПА | 2000 |
|
RU2244623C2 |
| DE 10315922 A1, 04.11.2004 | |||
| Реагент-вспениватель для флотации угля | 1982 |
|
SU1033212A1 |
| Отлев И.А | |||
| и др | |||
| Справочник по производству древесно-стружечных плит | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Лесн | |||
| пром-сть, 1990, с.236. | |||

