Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве многослойных древесных плит.
Известны способ и устройство для изготовления плитных материалов [патент Германии DE 10315922 A1, МКИ B27N 3/18 Verfahren und Anlage zur Herstellung von Plattenwerkstoffen]. Устройство содержит ленточный конвейер, формирующие машины, размещенную между формирующими машинами дождевальную установку и пресс.
В известном устройстве вода или водяной пар подаются дождевальной установкой в центральную часть стружечного ковра для создания парового удара при прессовании. При этом покоробленность готовых плит не устраняется.
Известна формующе-прессовая линия для изготовления древесно-стружечных плит [Справочник по производству древесно-стружечных плит. / И.А.Отлев и др. - 2-е изд. перераб. и доп. - М.: Лесн. пром-сть, 1990, страница 236], включающая ленточный конвейер, машину для формирования стружечного ковра, пресс и установленную перед прессом дождевальную установку с вентилем для подачи воды.
В известной линии дождевальная установка используется для создания парового удара при прессовании, предназначенного для сокращения времени прессования. Однако в процессе производства стружка из верхних слоев ковра просеивается в нижние в результате вибрации, верхняя поверхность стружечного ковра подсыхает или может оказаться переувлажненной из-за погрешности работы дождевальной установки, а при прессовании существует асимметрия температур верхней и нижней прессующих плит до 5-8°C [Гулимов В.Г. Оборудование для прессования древесно-волокнистых. - М.: Лесн. пром-сть, 1983. - 56 с.] Эти и другие причины вызывают влажностную, структурную и температурную асимметрии режима изготовления древесно-стружечных плит, что приводит к их покоробленности.
Изобретение решает задачу устранения покоробленности изготовляемых древесно-стружечных плит.
Техническим результатом от использования изобретения является снижение или полное устранение покоробленности изготовляемых плит за счет создания асимметрии влажности верхней и нижней поверхностей прессуемого стружечного ковра, в результате чего в плите возникают механические напряжения, которые компенсируют покоробленность, вызванную какими-либо технологическим погрешностями.
Указанный технический результат достигается тем, что в линии для изготовления древесно-стружечных плит, включающей ленточный конвейер, машину для формирования стружечного ковра, пресс и установленную перед прессом дождевальную установку с вентилем для подачи воды, согласно изобретению линия снабжена дополнительной дождевальной установкой с вентилем, размещенной перед формирующей машиной, и блоком измерения покоробленности плит, размещенным после пресса, причем выходы блока измерения покоробленности соединены с управляющими входами вентилей дождевальных установок.
Заявляемая линия для изготовления древесно-стружечных плит отличается размещением перед формирующей машиной дополнительной дождевальной установки с вентилем, введением блока измерения покоробленности плит, размещенным после пресса, и соединением выходов блока измерения покоробленности с управляющими входами вентилей дождевальных установок.
Устранение покоробленности готовых плит достигается за счет создания влажностной асимметрии поверхностей исходного стружечного ковра, в результате которой при прессовании в образующейся плите возникают механические напряжения, компенсирующие ее коробление, которое начинается сразу после выгрузки плиты из пресса.
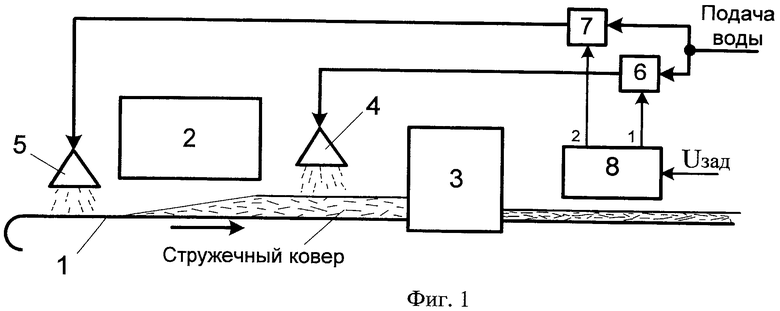
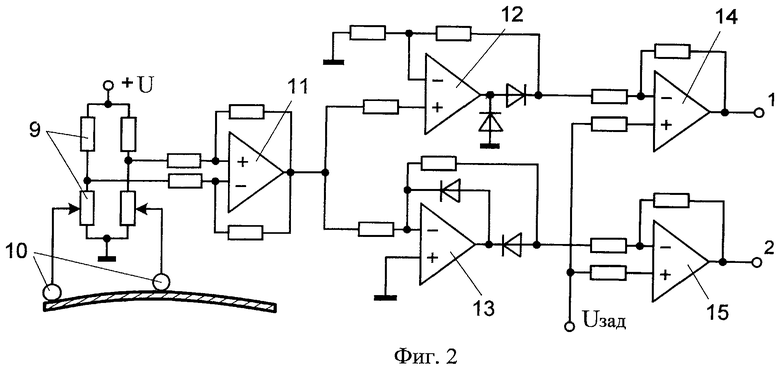
На фиг.1 представлена структурная схема линии, на фиг.2 - принципиальная схема блока измерения покоробленности.
Линия для изготовления древесно-стружечных плит содержит ленточный конвейер 1, машину 2 для формирования стружечного ковра (одну или несколько в зависимости от количества слоев изготовляемой плиты), пресс 3, выполненный, например, в виде пресса непрерывного действия, дождевальную установку 4, размещенную перед прессом 3, и дождевальную установку 5, размещенную перед формирующей машиной 2. Подача воды в дождевальные установки 4 и 5 осуществляется соответственно вентилями 6 и 7, выполненными, например, в виде электромагнитных. Линия содержит также блок 8 измерения покоробленности готовых плит, размещенный после пресса, причем первый и второй выходы блока 8 измерения покоробленности соединены с управляющими входами соответственно вентилей 6 и 7. Блок 8 измерения покоробленности содержит включенные по мостовой схеме потенциометры 9, движки которых соединены с роликами 10, касающимися поверхности плиты, и усилители 11-15.
Линия работает следующим образом.
Приводят в движение ленточный конвейер 1, на который формирующая машина 2 подает стружку, формируется стружечный ковер. В случае отсутствия парового удара при прессовании задающее напряжение на управляющий вход блока 8 измерения покоробленности не подается, Uзад=0. В случае необходимости создания парового удара на управляющий вход блока 8 подают задающее напряжение Uзад. При этом вентили 6 и 7 открываются на одинаковую величину, дождевальные установки 4 и 5 рассеивают на ленточный конвейер 1 и верхнюю поверхность стружечного ковра одинаковое количество воды. При отсутствии парового удара Uзад=0 и вода через вентили 6 и 7 не поступает. Производят прессование в прессе 3, после выхода из которого плита начинает коробиться. Величина и направление покоробленности полученной плиты измеряются блоком 8 измерения покоробленности, установленным после пресса 3.
В случае отсутствия у готовой плиты покоробленности напряжения на выходах 1 и 2 блока 8 равны задающему напряжению Uзад, через вентили 6 и 7 в дождевальные установки 4 и 5 подается одинаковое количество воды или вода не подается совсем. В случае изгиба середины плиты (например, в продольном направлении) вниз напряжение на выходе 2 блока 8 равно только задающему Uзад, а напряжение на выходе 1 равно сумме задающего Uзад и напряжения усилителя 14, пропорционального величине покоробленности, направленной вниз. Через вентиль 6 подается большее количество воды, чем через вентиль 7, верхняя поверхность стружечного ковра оказывается увлажненной сильнее, чем нижняя, поэтому после выхода из пресса 3 середина готовой плиты коробится вверх [см. Плотников С.М. Исследование покоробленности древесно-стружечных плит с асимметричной структурой. / Изв. вузов. Лесной журнал. - 1989 - №1, стр.53], компенсируя имеющуюся покоробленность. В случае изгиба середины плиты вверх напряжение на выходе 1 блока 8 равно только задающему Uзад, а напряжение на выходе 2 равно сумме задающего Uзад и напряжения усилителя 15, пропорционального величине покоробленности, направленной вверх. Через вентиль 6 подается меньшее количество воды, чем через вентиль 7, нижняя поверхность стружечного ковра оказывается увлажненной сильнее, чем верхняя, поэтому после выхода из пресса 3 середина готовой плиты коробится вниз.
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве многослойных древесных плит. Линия для изготовления древесностружечных плит включает ленточный конвейер, машину для формирования стружечного ковра, пресс и установленную перед прессом дождевальную установку с вентилем для подачи воды. При этом линия снабжена дополнительной дождевальной установкой с вентилем, размещенной перед формирующей машиной, и блоком измерения покоробленности плит, размещенным после пресса. Выходы блока измерения покоробленности соединены с управляющими входами вентилей дождевальных установок. За счет создания влажностной асимметрии поверхностей исходного стружечного ковра, в результате которой при прессовании в образующейся плите возникают механические напряжения, компенсирующие ее коробление, которое начинается сразу после выгрузки плиты из пресса, достигается устранение покоробленности готовых плит. 2 ил.
Линия для изготовления древесно-стружечных плит, включающая ленточный конвейер, машину для формирования стружечного ковра, пресс и установленную перед прессом дождевальную установку с вентилем для подачи воды, отличающаяся тем, что линия снабжена дополнительной дождевальной установкой с вентилем, размещенной перед формирующей машиной, и блоком измерения покоробленности плит, размещенным после пресса, причем выходы блока измерения покоробленности соединены с управляющими входами вентилей дождевальных установок.
| Способ изготовления древесностружечных плит и линия для его осуществления | 1990 |
|
SU1794016A3 |
| ШВАРЦМАН Г.М | |||
| и др | |||
| Производство древесно-стружечных плит | |||
| - М.: Лесная промышленность, 1987 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПАРОВОЙ ОБРАБОТКИ | 2004 |
|
RU2327560C2 |
| JP 2003291109 А, 14.10.2003. | |||

