Изобретение относится к термической обработке и может быть использовано при локальном нагреве для термообработки сварных швов, например, химической и нефтяной аппаратуры.
Цель изобретения - повышение равномерности нагрева и снижение расхода электроэнергии.
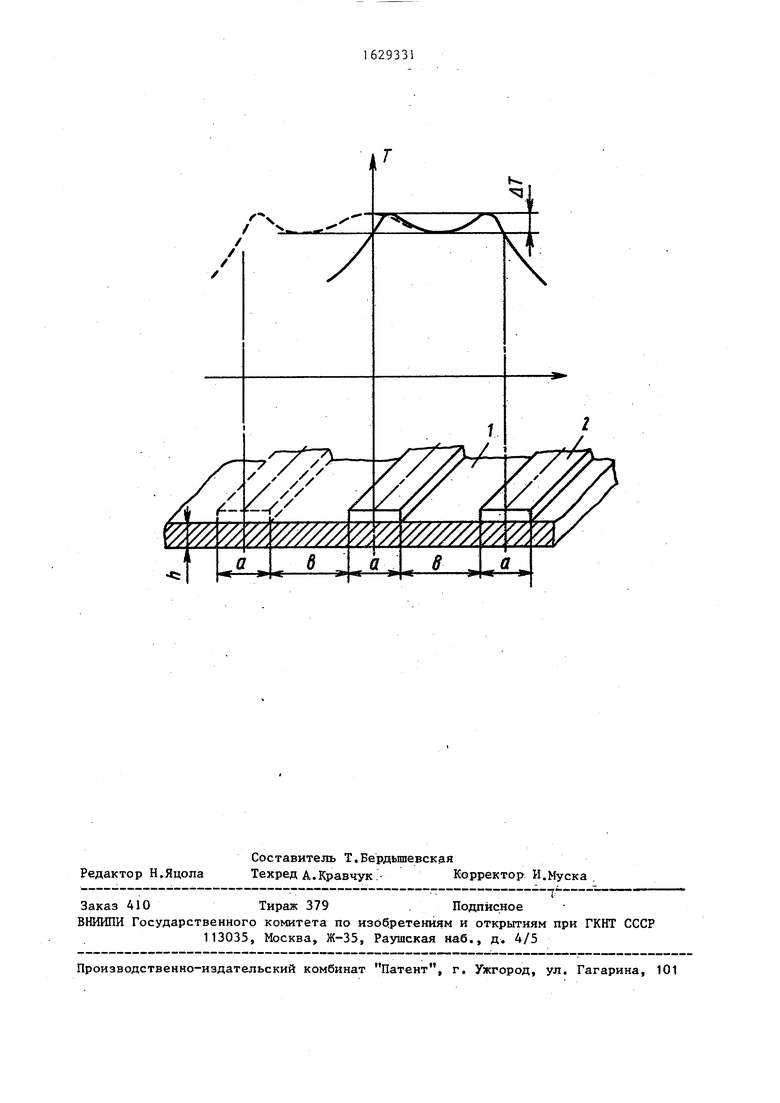
На чертеже показана кривая факти- ческого распределения температуры на нагреваемом унастке изделия при наличии одной пары секций нагревателя.
Способ включает локальную термическую обработку металлических изделий, заключающуюся в выборе количества секций нагревателя и в их установке на нагреваемом участке для последующего нагрева, при этом пару секций нагревателя располагают между собой на расстоянии
В
ДТа - h .,.,
Т2Гр- Т .(1)
№
где ДТ - допустимый перепад температуры внутри зоны равномерного нагрева, С; Рц - удельная мощность нагрева, « Вт/см1 ; а - ширина секции нагревателя,
см,
h - толщина нагреваемого изделия, см,
А количество секций нагревателя для полного охвата нагреваемого участка на изделии определяют по формуле
L
п
а + в
где L - ширина нагреваемого участка
на изделии, см;
а - ширина секции нагревателя, см;
+ 1, шт., (2)
hS Ј СО
в - расстояние между секциями нагревателя, см.
Способ осуществляют следующим образом.
На поверхности изделия 1 определяют ширину нагреваемого участка для локальной термообработки. В зависимости от толщины нагреваемого изделия 1, ширины секции 2 нагревателя и допустимого перепада температуры выбранного режима термообработки определяют расстояние между одной парой секций 2 нагревателя рассчитывают по эмпирической формуле (1).
Пару секций 2 нагревателя располагают на поверхности нагреваемого участка изделия 1 согласно полученной величинео Однако при увеличении этого расстояния повышается перепад температуры внутри зоны равномерного нагрева, что увеличивает уровень остаточных напряжений при прочих равных параметрах, т.е. снижается качество обработки. При уменьшении расстояния снижается перепад температуры и сокращается зона равномерного нагрева, а это приводит к увеличению количества секций в нагревателе, что увеличивает расход электроэнергии. Затем для полного охвата нагреваемого участка определяют количество секций нагревателя по формуле (2).
Пример Проводят нагрев сварного шва после ремонта корпуса аппарата из стали 09Г2С с толщиной стенки 4,0 см. Ширина нагреваемого участка равна 35,0 см. Задают режим термообработки; высокий отпуск 650 - 20 С. Нагреваемый участок изделия теплоизолируется известным способом. В качестве нагревателя используют секционный нагреватель типа ГЭН с шириной секции 10,0 см.
Расстояние между одной парой секций нагревателя определяли по формуле (1): в 9 см. Затем для полного охвата нагреваемого участка определяют количество секций нагревателя по формуле (2): п Э шт.
Каждую секцию наращивают последо- вательно на расстоянии 9 см. В данном
0
5
0
5
примере используют нагреватель из трех секций.
При увеличении расстояния между секциями более 9 см происходит повышение перепада температуры внутри ЗРН, т.е. получается провал температуры между секциями, что увеличивает уровень сварочных напряжений - при прочих равных параметрах. Сокращение расстояния между секциями (менее 9 см) приводит к увеличению необходимого количества секций в нагревателе, увеличивая расход энергии.
Использование предлагаемого способа локальной термической обработки металлических изделий обеспечивает по сравнению с известными способами повышение КПД установки и уменьшение количества нагревателей.
Формула изобретения
Способ локального нагрева металлических изделий, включающий нагрев заданной зоны с помощью секционного нагревателя, отличающийся тем, что, с целью повышения равномерности нагрева и снижения расхода электроэнергии, нагрев осуществляют с помощью нагревателя с расстоянием В между секциями, рассчитываемым по формуле
ДТ а - h
0
В
1,4 Р
W
4, см,
а h 5
0
где ДТ - допустимый перепад температуры в зоне нагрева, °С; Руд - удельная мощность нагрева, П Вт/см,
ширина секции нагревателя, 0 см;
толщина нагреваемого изделия , см;
и количеством секции п, выбираемым из соотношения L а + в
где L - ширина зоны нагрева, см. в - расстояние между секциями нагревателя, см.
п
1, шт
/Х
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ локального индукционного нагрева изделий и устройство для его осуществления | 1982 |
|
SU1167215A1 |
| СПОСОБ ЗОНАЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1991 |
|
RU2031150C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1992 |
|
RU2034050C1 |
| Способ термической обработки сварныхСОЕдиНЕНий ВЕРТиКАльНО РАСпОлОжЕННыХТРуб | 1979 |
|
SU844638A1 |
| Способ высокочастотной сварки изделий типа "поверхность-ребро | 1983 |
|
SU1107984A1 |
| Способ термической обработки сварного соединения | 1990 |
|
SU1786146A1 |
| Способ термической обработки сварных соединений | 1987 |
|
SU1439134A1 |
| Способ термической обработки сварных соединений | 1989 |
|
SU1719446A1 |
| Способ местной термической обработки сварных соединений крупногабаритных толстостенных изделий | 2023 |
|
RU2811004C1 |
| Способ закалки листов | 1986 |
|
SU1470781A1 |
Изобретение относится к термической обработке и может быть использовано при локальном нагреве для термообработки сварных швов, например, химической и. нефтяной аппаратуры. Цель изобретения - повышение равномерности нагрева и снижение расхода электроэнергии. Способ заключается в выборе количества секций нагревателя и их установке на нагреваемом участке для последующего нагрева. Причем оптимальное расстояние между секциями нагревателя и количество секций определяют по математическим зависимостям. Использование предложенного способа обеспечивает нагрев до требуемой температуры с заданной равномерностью и выбор оптимального количества секций. 1 ил. §
7
/ S
| Заявка ФРГ N 3519467, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
