Изобретение относится к производству труб с антикоррозионным покрытием, например стальных труб с полимерным покрытием, предназначенных для водоснабжения, канализации, оросительных систем.
Целью изобретения является расширение технологических возможностей, повышение производительности и качества покрытия путем создания режима, интенсифицирующего процесс формирования внутреннего и наружного покрытия.
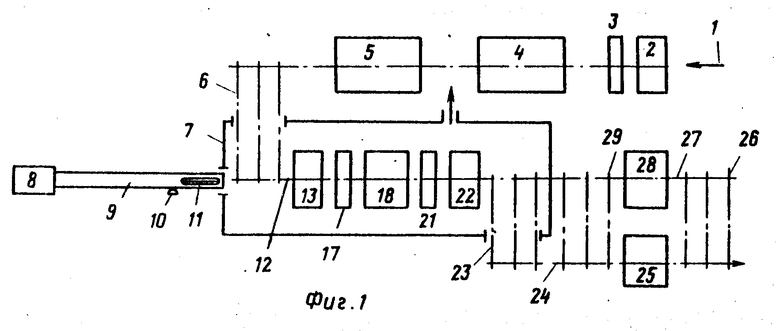
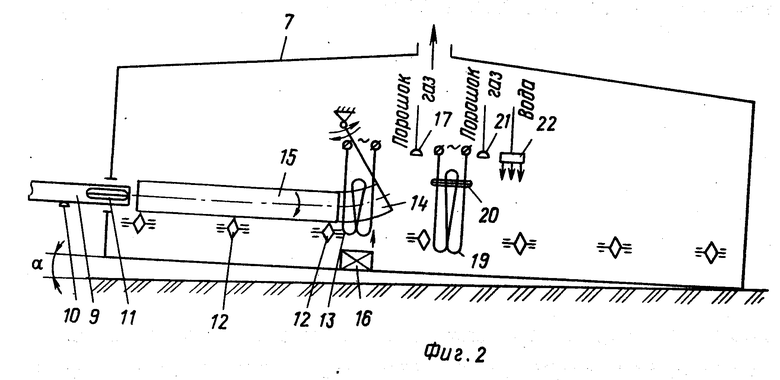
На фиг. 1 схематически представлен общий вид поточной линии для нанесения покрытия на трубы; на фиг. 2 теплозащитный кожух с расположенными в нем устройствами.
Поточная линия для нанесения покрытия на трубы содержит винтовой рольганг 1, на котором последовательно расположены устройства: обжига 2, например в виде индуктора, для выжигания органических загрязнений; охлаждения 3, например водяного; дробеструйной очистки трубы 4; обеспыливания 5. Винтовой рольганг 1 соединен с помощью поперечного рольганга 6 с теплоизолирующим кожухом 7, перед которым, например, на рельсах расположено устройство для нанесения внутреннего покрытия, выполненное в виде самоходной тележки с питателями 8, к которым прикреплена штанга 9 с расположенным на ней узлом 10 распыления порошкового полимерного покрытия пневмоэлектростатическим способом и узлом его оплавления в виде инфракрасного излучателя 11. В теплоизолирующем кожухе 7, снабженном вытяжной вентиляцией, расположены последовательно на винтовом рольганге 12 устройство индукционного нагрева 13 с сердечником 14 из ферромагнитного материала например из стали, который кинематически, например посредством автоматизированного привода, связан с трубой 15, причем устройство нагрева 13, посредством регулятора температуры 16 связано с тиристорным генератором (на рисунке не обозначен); устройство нанесения первого слоя наружного покрытия 17 пневмоэлектростатическим распылением; устройство проплавления 18 внутреннего и первого слоя наружного покрытия, выполненное в виде индуктора 19 с встроенным в него инфракрасным излучателем 20; устройство для нанесения второго слоя наружного покрытия 21 также методом пневмоэлектростатического распыления, устройство отверждения покрытия 22, в виде водяного охлаждения. Рольганг 12 соединяется с помощью поперечного рольганга 23 с винтовым выходным рольгангом 24, на котором расположен пост контроля качества покрытия 25. Поперечный рольганг 26 соединяет выходной рольганг 24 с винтовым рольгангом 27, на котором расположен стенд ремонта покрытий 28, который с помощью поперечного рольганга 29 соединен с выходным рольгангом 24. Линия от устройства нагрева до отверждения может выполняться с положительным уклоном, не превышающим угла трения трубы о транспортирующие органы. Поточная линия работает следующим образом. Трубы поступают на линию по винтовому рольгангу 1, который подает их в устройство обжига 2, где происходит выжигание всех жиромасляных загрязнений поверхности труб, а затем в устройство охлаждения 3, например водяного. Охлажденные трубы поступают в устройство дробеструйной очистки 4, а затем в установку обеспыливания 5, где происходит удаление механических включений, например, путем отсасывания. Очищенная от всех загрязнений труба 15 поперечным рольгангом 6 подается на винтовой рольганг, расположенный внутри теплоизолирующего кожуха 7. По рольгангу 12 труба 15 поступает в индуктор нагрева 13, после чего производится запуск тиристорного генератора, который питает индуктор нагрева. Для этого в индуктор вводится ферромагнитный сердечник 14 и, как только полость индуктора более чем на 75% заполнится сердечником, происходит запуск тиристорного генератора. Сердечник интенсивно нагревается, при этом происходит предварительный подогрев пространства под кожухом 7. В это время вытяжная вентиляция не работает. Когда труба 15 подходит к индуктору нагрева 13, ферромагнитный сердечник 14 вследствие его кинематической связи с трубой выводится из полости индуктора 13. После ввода трубы 15 в индуктор производится его нагрев при непрерывном движении до температуры, необходимой для нанесения полиэтиленовой композиции. Это осуществляется генератором, который связан с индуктором 13 посредством регулятора температуры 16. Избыточное тепло в теплоизолирующем кожухе 7 удаляется с помощью вытяжной вентиляции. При подходе равномерно нагретой трубы к зоне нанесения покрытий приводится в движение устройство для нанесения внутреннего покрытия. При этом самоходная тележка с питателями, к которым прикреплена штанга 9, вводит штангу с расположенным на ней узлом 10 распыления порошкового полимерного покрытия и узлом его оплавления в виде инфракрасного излучателя в трубу 15. В этот момент узел 10 распыления внутреннего покрытия находится в зоне действия устройства нанесения первого слоя наружного покрытия 17. Далее происходит одновременное нанесение внутреннего покрытия и первого слоя наружного покрытия на вращающуюся и перемешивающуюся в продольном направлении трубу 15. Причем инфракрасный излучатель 11 служит дополнительным источником тепла, необходимым для проплавления внутреннего покрытия. После того как закончится процесс нанесения внутреннего покрытия, штанга 9 с узлом 10 распыления и узлом оплавления выводится из трубы 15. Из зоны нанесения первого слоя наружного покрытия труба попадает в устройство проплавления покрытий 18, которое выполнено в виде индуктора 19 с встроенным в него инфракрасным излучателем 20. Здесь происходит дополнительный нагрев трубы 15 индуктором 19, так как во время нанесения первого слоя наружного и внутреннего покрытия труба теряет часть тепла. Инфракрасный излучатель 20 служит также для получения качественного покрытия необходимой толщины. Дополнительное тепло необходимо для того, чтобы нанести второй слой порошковой полимерной композиции. Нанесение второго слоя наружного покрытия производится с помощью распылителя также пневмоэлектростатическим методом. Порошковая композиция плавится, попадая в расплав первого слоя покрытия. Далее труба поступает в зону действия устройства отверждения 22, где происходит окончательное формирование и закалка покрытий. При этом если устройство отверждения выполнено в виде водяного охлаждения, то получается наиболее качественное покрытие и наибольшая производительность. Из зоны отверждения труба по поперечному рольгангу 23 попадает на винтовой выходной рольганг 24, где расположен пост контроля качества покрытия 25. Если покрытие имеет дефекты, то труба по поперечному рольгангу 26 поступает на винтовой рольганг 27, где расположен стенд ремонта покрытий 28. После ремонта дефектов труба по поперечному рольгангу 29 поступает на выходной рольганг 24, откуда направляется на склад готовой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения стеклоэмалевых покры-Тий HA НАРужНую пОВЕРХНОСТь ТРуб | 1979 |
|
SU840197A1 |
| УНИВЕРСАЛЬНАЯ ПОТОЧНАЯ ЛИНИЯ ИЗОЛЯЦИИ ТРУБ | 2002 |
|
RU2199694C1 |
| Поточная линия для нанесения на внутренние поверхности труб многослойного покрытия | 1986 |
|
SU1426653A1 |
| ПОТОЧНАЯ ЛИНИЯ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2005559C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ТРУБЫ | 2009 |
|
RU2415332C1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1713743A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 1993 |
|
RU2091656C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
Изобретение относится к области производства труб с антикоррозионным покрытием, в частности к поточной линии для нанесения покрытия на трубы. Целью изобретения является расширение технологических возможностей, повышение производительности и качества покрытия. Для этого поточная линия, включающая устройства обжига, очистки, индукционного нагрева, нанесения наружного покрытия, устройство отверждения покрытия, заключенное в теплоизолирующий кожух, и соединяющие их транспортные средства в виде рольгангов, дополнительно снабжена устройством для нанесения внутреннего покрытия с узлом для его оплавления, выполненным в виде инфракрасного излучателя, установленного на конце штанги, закрепленной на тележке с питателем, с возможностью входа штанги на всю длину трубы, и устройством проплавления покрытий, выполненным в виде индуктора с инфракрасным излучателем, и установленным между устройствами для нанесения первого и второго слоя наружного покрытия, при этом устройство индукционного нагрева выполнено с сердечником из ферромагнитного материала и снабжено регулятором температуры. 3 з.п. ф-лы, 2 ил.
| Авторское свидетельство СССР N 1112628, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
