Изобретение относится к защите изделий от коррозии и может быть использовано при нанесении высокотемпературных покрытий на наружную поверхность полых цилиндрических изделий длинномерных тонкостенных труб и труб малого диаметра.
Известны способы изготовления стапьных труб с полимерным покрытием, в основе которых лежит принцип безопорного перемещения трубы через зоны нанесения и отверждения покрытия, когда труба поддерживается бесконечно длинными цепями, ремнями р J и 2
Однако эти способы имеют следующие недостатки:
а), наносить покрытие можно только на трубы ограниченной длины имеющие жесткую конструкцию,
в), невозможность применения для нанесения покрытия, требующего нагрева изделия свыше 500°С.
Известен также способ эмалирования наружной поверхности труб, подвешенных вертикально 3.
Этот способ неприменим для тонкостенных труб большой длины 9-12 м.
Наиболее близким к предлагаемому является способ нанесения антикоррозионного покрытия на трубы, включающий подготовку поверхности, нанесение напылением антикоррозионного материала, обжиг. Трубы по известному способу перемещаются вращательно-поступательно по роликам и вокруг оси А. .
Однако этот способ не обеспечивает получения качественного покрытия изт делий так как тонкостенные длинномерные трубы малого диаметра изгибаются под действием собственного веса и коробятся при термообработке до температуры около .
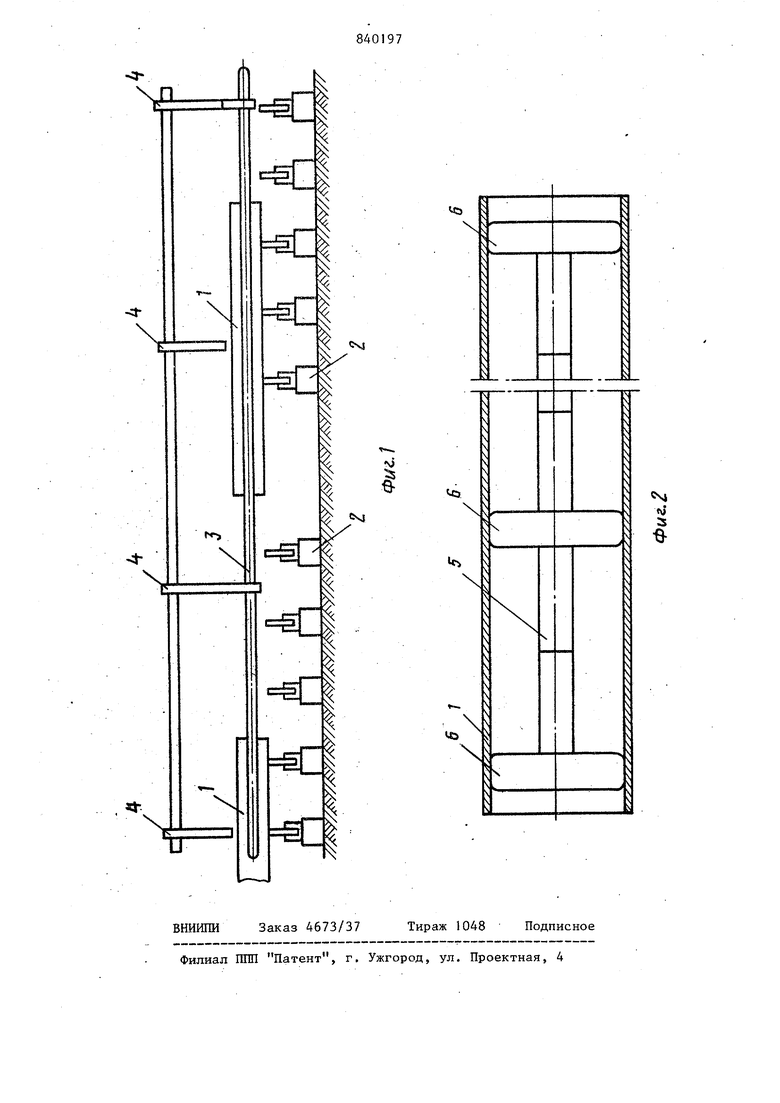
Цель изобретения - повышение качества изделий путем уменьшения искривления труб при нанесении высоко38температурного антикоррозионного покрытия. Поставленная цель достигается тем что в трубу перед операцией подготовки поверхности вводят опорный сердечник и извлекают его после охлажде ния. На фиг. 1 и 2 схематично представ лено :устройство, реализующее предлагаемьш способ. На поточной линии нанесения эмалевого покрытия труба 1, перемещаяс: по рольгангу 2, находит на штангу 3 опорного сердечника, удерживаемую по оси трубы с помощью захватных механизмов А, Труба в процессе обработки перемещается по колесному рольгангу, а опорный сердечник остается неподвижны Причем работа захватов синхронизир вана с движением трубы таким образом что каждый захват отпускает штангу только на момент прохождений через не го трубы, при этом штанга удерживаете не менее, чем двумя захватами. Труба на поточной линии последовательно проходит операции подготовки наружной поверхности, пескоструйную очистку, нанесения покрытия, путем напыления в электрическом поле, оплав ления покрытия путем индукционного на рева до 950-1000 С, и воздушного охлаждения. Охлажденную трубу снимают с опорного сердечника. Пример конкретного осуществления способа с применением подвижного опор ного сердечника приведен на фиг.2. В трубу 1 на участке подготовки поверхности вводят опорный сердечник выполненный из секционной штанги 5 и распорных механизмов 6. Дпину опорного сердечника регулируют количество секций штанги и устанавливают равной длине обрабатываемой трубы. Опорный сердечник и трубу устанавливают концентрично. Распорные механизмы, например цанговые, удерживают опорный сердечник внутри трубы. Трубу с опорным сердечником подают на поточную линию нанесения покрытия, где она перемещаясь по колесному рольгангу последовательно проходит операции: подготовки поверхности под покрытие, напыления, оплавления и охлалодения покрытия. Из охлажденной трубы извлекают опорный сердечник и возвращают его на участок подготовки для повторения цикла. Проводят опытное эмалирование наружной поверхности труб 0)51x1,5 мм с применением подвижного опорного сердечника. В трубу длиной 12 м на участке подготовки вводят стальной опорный сердечник 030 мм длиной 11,5 м, сОбранный из Ц секций. Междусекциями и по концам штанги устанавливают пять цанговых распорных механизмов. Трубы с опорным сердечником с участка подготовки транспортируют на поточную линию нанесения покрытия, где их последовательно подвергают пескоструйной очистке, напылению эмалевого покрытия в электростатическом поле, оплавле1шю покрытия при индукционном нагреве поверхности до 950°С и воздушному охлаждению; Из охлажденных труб опорные сердечники извлекают и возвращают их на участок подготовки. На инспекционном столе ОТК замеряют искривление.труб покрытых с применением опорного сердечника и без сердечника. Искривление трубы замеряют по ртклонению ее оси от прямой линии и относят его к 1 п.м. длины трубы. Кривизна труб, обработанных по предлагаемому способу позволяет на 1 п.м. длины, а кривизна труб, обработанных без опорного сердечника составляет 10-15 мм на 1 п.м. длины, что практически не позволяет наносить покрытия на такие трубы на существующих в стране поточных линиях нанесения покрытия. Предлагаемый способ позволяет уменьшить кривизну труб в процессе нанесения покрытия в 5-7 раз и,как следствие, осуществить выпуск длинномерных тонкостенных труб и труб малого диаметра с высокотемпературным антикоррозионным покрытием. Способ может быть реализован при выпуске длинномерных тонкостенных труб со стеклоэмалевым покрытием диаметром до 100 мм. При этом экономическая эффективность от применения этих труб в народном хозяйстве составит 25 тыс.руб. на 1000 м трубопровода . Формула изобретения Способ нанесения стеклоэмалевых покрытий на наружную поверхность труб, вкпючакиций по;|готовку поверхности, нанесение эмали, обжиг и охлаждение, которые осуществляют при вращателъно-поступательном движении труб, отличающийся тем что, с целью повьшекия качества за счет предотвращения искривления изделий, в трубу перед подготовкой поверхности вводят опорный сердечник а извлекают его после охлаждения. Источники информации, принятые во внимание при экспертизе 1.Патент Франции 2320793, кл. В 21 С 37/08, опублик. 15.04.74. 2.Патент Японии № 50-19578, кл. 24/7/Е214, опублик. 29.12.70. 3.Варгин В.В. и Певзнер Б.З. Эмалирование металлов в СССР и за рубежом. У1-УП1..- Защитные и декоративные покрытия и оборудование. М., ЦИНТИАМ, 1964, с.12-13. 4.Авторское свидетельство СССР № 511473, кл. F 16 L 59/14, 1973.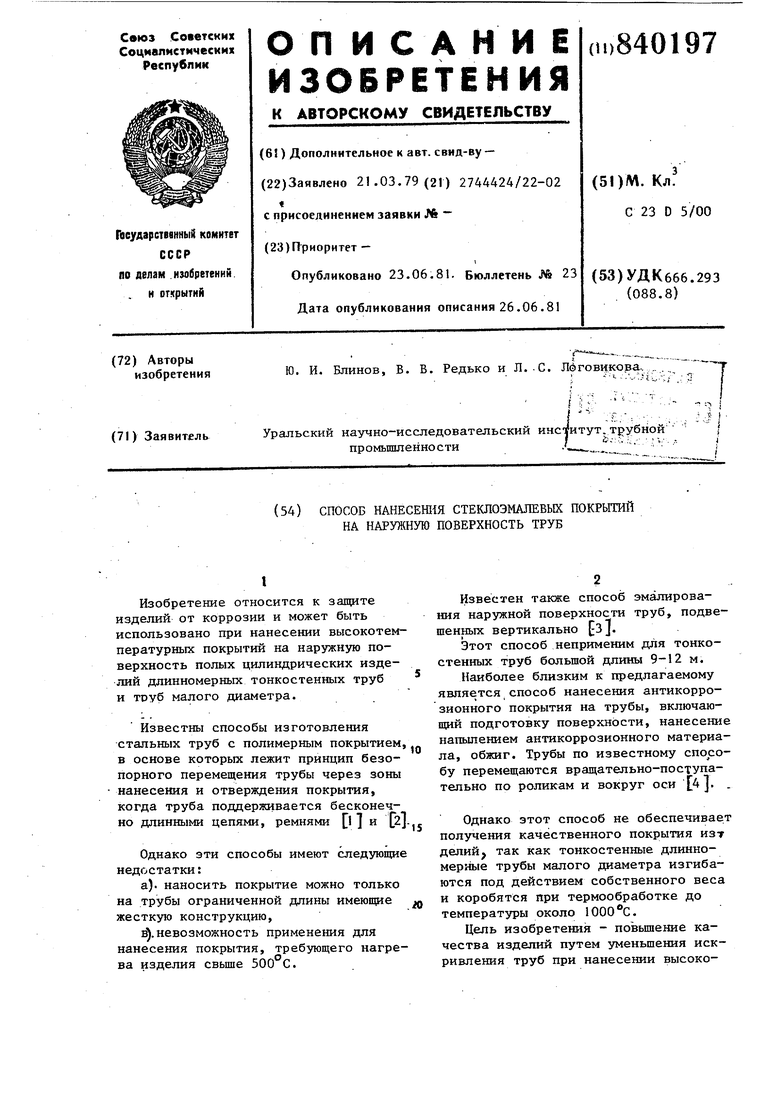
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ ПОТОЧНАЯ ЛИНИЯ ИЗОЛЯЦИИ ТРУБ | 2002 |
|
RU2199694C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОГО СТЕКЛОЭМАЛЕВОГО ПОКРЫТИЯ | 1997 |
|
RU2123541C1 |
| СПОСОБ ДВУСТОРОННЕГО БЕЗГРУНТОВОГО ЭМАЛИРОВАНИЯ ФИГУРНЫХ ТРУБ МАЛОГО ДИАМЕТРА С РЕЗЬБОВЫМИ КОНЦАМИ | 1997 |
|
RU2136780C1 |
| Способ эмалирования внутренней поверхности металлической трубы | 1985 |
|
SU1289911A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Способ получения стеклоэмалевого покрытия на внутренней поверхности труб | 1979 |
|
SU885348A1 |
| Способ эмалирования изделий из алюминиевых сплавов | 1983 |
|
SU1120034A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ТРУБЫ | 1988 |
|
SU1631802A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |