Изобретение относится к диффузионной сварке, может быть использовано для соединения стержневых деталей в различных отраслях промышленности и является усовершенствованием способа по авт.св. № 1417331.
Целью изобретения является повышение качества сварного соединения.
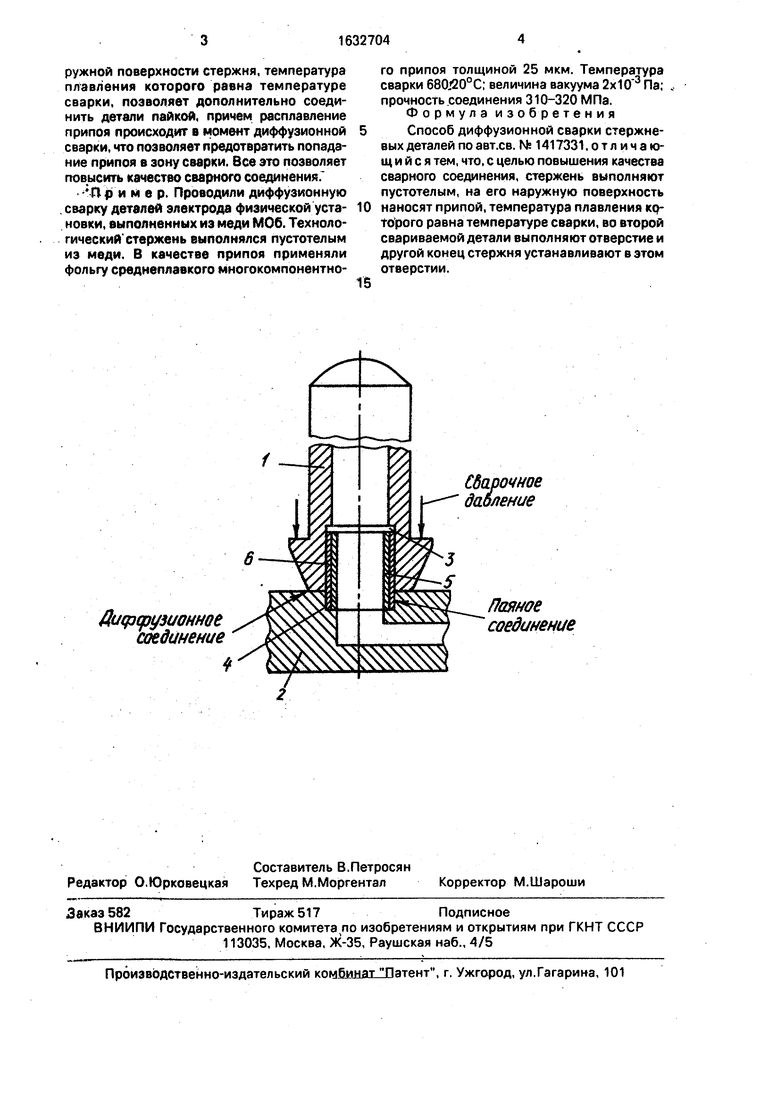
На чертеже показана схема осуществления способа.
Способ осуществляют следующим образом
Предварительно в торцах свариваемых стержня 1 и диска 2 выполняют отверстия 3 и 4, устанавливают в них пустотелых стержень 5, на наружную поверхность которого наносят припой 6 с температурой плавления, равной температуре сварки,
Стержень 1 и диск 2 с помощью стержня 5 устанавливают с зазором между свариваемыми поверхностями в приспособлении (не показано), благодаря чему в начале процесса улучшается очистка свариваемых поверхностей ОТ О СИСЛОВ.
При нагреве постепенно происходит уменьшение зазора, свариваемые поверхности приходят в контакт, и между ними создается давление. При достижении температуры сварки и необходимой выдержки происходит диффузионное взаимодействие в месте контакта и оплавления припоя с образованием после охлаждения внутреннего паяного соединения между стержнем (технологическим элементом) и соединяемыми деталями, перекрывающего диффузионно сваренный стык изнутри. Припой не проникает в стык и не изменяет свойств металла свариваемых деталей.
Благодаря выполнению стержня пустотелым обеспечивается качественная очистка сваоиваемых деталей. Благодаря отверстию во второй свариваемой детали пррисходит механическое закрепление свариваемых деталей. Наличие припоя на нае
ю
ружной поверхности стержня, температура плавления которого равна температуре сварки, позволяет дополнительно соединить детали пайкой, причем расплавление припоя происходит в момент диффузионной сварки, что позволяет предотвратить попадание припоя в зону сварки. Все это позволяет повысить качество сварного соединения.
П р и м е р. Проводили диффузионную . сварку деталей электрода физической установки, выполненных из меди МОб. Технологический стержень выполнялся пустотелым из меди. В качестве припоя применяли фольгу среднеплавкого многокомпонентно0
6
го припоя толщиной 25 мкм. Температура сварки 680г20°С; величина вакуума Па; прочность соединения 310-320 МПа. Формула изобретения Способ диффузионной сварки стержневых деталей по авт.св. № 1417331, от л ичаю- щ и и с я тем, что, с целью повышения качества сварного соединения, стержень выполняют пустотелым, на его наружную поверхность наносят припой, температура плавления которого равна температуре сварки, во второй свариваемой детали выполняют отверстие и другой конец стержня устанавливают в этом отверстии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки стержневых деталей | 1986 |
|
SU1417331A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2214896C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
| Способ соединения деталей | 1980 |
|
SU971601A1 |
| Способ изготовления пластинчатых теплообменников | 1988 |
|
SU1539027A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2001 |
|
RU2253554C2 |
| Способ комбинированной стыковой сварки трением с перемешиванием деталей из алюминиевого сплава АМг6 | 2024 |
|
RU2837694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕХОДНОГО КЛАССА | 2004 |
|
RU2330747C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2466839C1 |
| Способ диффузионной сварки деталей из трудно свариваемых сплавов | 2022 |
|
RU2787287C1 |
Изобретение относится к дифсЬузион- ной сварке и может быть использовано для соединения стержневых деталей в различных отраслях промышленности Цель изобретения - повышение качества сварного соединения. Предварительно в торцах свариваемых стержня и диска выполняют от- верстия и устанавливают в них пустотелый стержень. На наружную поверхность пустотелого стержня наносят припой, температура плавления которого равна температуре сварки Свариваемые детали при помощи стержня устанавливают с зазором в приспособлении. В процессе сварки при нагреве зазор выбирается, детали приходят в контакт и в момент достижения температуры сварки происходит расплавление припоя. В процессе сварки улучшается очистка свариваемых поверхностей, а также происходит дополнительное усиление зоны соединения за счет расплавленного припоя. 1 ил.
Диффузионное соединение
Сборочное давление
Паяное соединение
| Способ диффузионной сварки стержневых деталей | 1986 |
|
SU1417331A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
