Фиг. 1
Изобретение ошисии ч k пехино сборочному npQH3BOflCr8v, - - ЗСГНОСТИ ч
сборке соединений с патлгом термически / ме годом мохе бьпь о ользовачо з машиностроении судоо ченм и элек ротехнической промышленное и и явт- усовершенсгвовя нем изобретения по авт, си, Ms 1 79788
Цель изобретения - по ы нечие качег i ва сборки за счет болев гочнпгп определения момента скрепления деталей при пялом величине натяга и выявления деталей с до фактами на сопрягаемых посерлчосмях
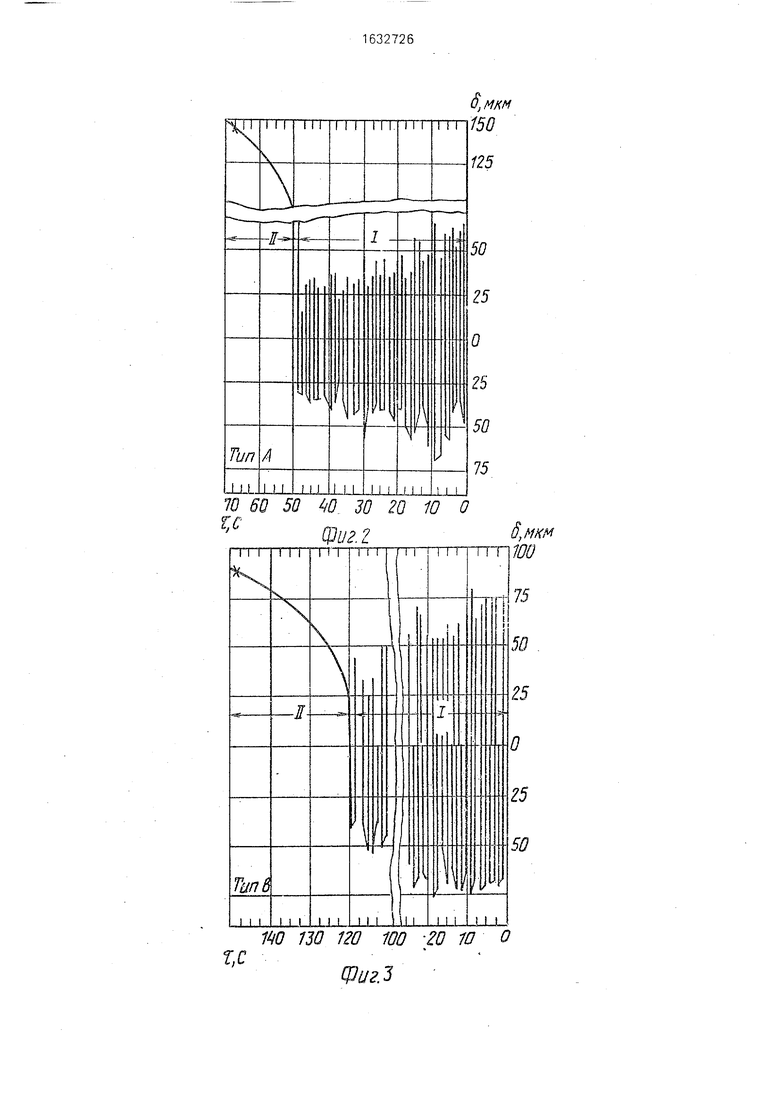
На фиг, I преде га влепи с епа сбогкп соединения с натягом. Не1 Ф„р 2 - заьмг г мость величины сигнала ормзиии демпфирующей опоры of Езрег Фон рования при сборке соединения GKJTJ- том 90±5 мкм (тигг А)1 на фиг, о - го же, чля соединения с натягом З0.±6 WKM (тип R), ча фиг, 4 - то же, ЛЛ7 соединения с натягом 90±5 мкм и с царапиной ширимой около 2СО мкм и длиной 10 лм на сопрягаемой поверхности вала (тип С), ча фиг 5-ю же, для соединения с натягом 90±5 м- и с забочн- ной диаметром 2 мм на сопрягаемой поверхности вала (тип Д)
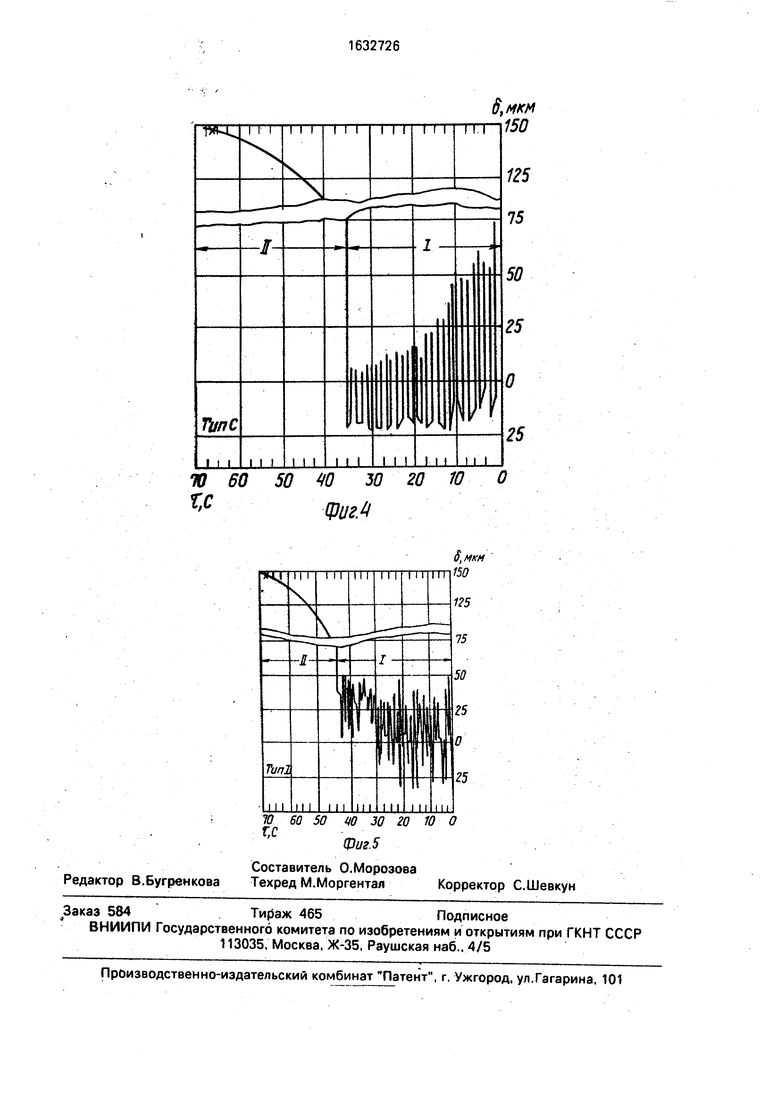
Устройство цлч соединения с натягов втулки 1 и 2 содержит неподвижную опору 3, демпфирующую опору 4, датчи - Ь, регистрирующий деформации демпфирую щей опоры 4, На вялу заиоеплен электромагнитный вибратор 6, возбуждающий вынужденные поололыь е кчнеба ж я вяг.а L частотой 1 Гц.
Способ осуществляется следующиг/i образом.
Способ после ввода вапа 2 « установленную на опоре 3 нагретую втулку т создают вынужденные продольные г.о юбания его, включив питание оле-орома1 ни ною вибратора 6, а также включив мехчьи-зг самописца, на диаграммной ленте .соторого записывается предварительно усиленный сигнал с датчика 5 демпфирующей опоры 4
На первом этапе формирования соединения, когда между валом и втулкой имеется зазор, регистрируется датчиком 5 сигнал деформации, полученный в результате воздействия вынужденных колебаний вала на демпфирующую опору - сигнал имеет осциллирующий характер Затем ,огда происходит сцепление посадочных повеох- ностей вала и- втулки, датчик демпфирующей опоры 4 регистрирует только сигнал взаимной температурной деформации вала 2 и втулки 1 - сигнал имеет экспоненциальный характер. При этом в зависимости or
величины натяга соединения полученная кривая будет тем круче чем больше натяг (фиг. t i 3) 3 случае наличия дефекта на сопря1аемых поверхностях периодический
характер сигнала (участок 1 фиг 4 и 5} де- мгц ирующей опоры нарушается Это связано : чем, чти дефект вносит дискретость в характер еиприкос ю зения сопрягаемых по вер/нсстеп ьапа i зт/лк
НгТ первом этапе (рыирсвания соединения перемещением вала 2 относительно 1 вибратор 6 (фиг 1) выводит соединяемые детали из ксп 1акга ьа короткий промежуток времени (вибратор работает с
часгоюй 1 Г Ц) Это осуи ествляется до тех пор пока не образуется соелимрние с пооч- .остью дос аго1 ной тл тою, чтобы Lbinyx- осевые колебания вибратора 6 не в узывали перемещения вала 2 относительно РГП/ЛКИ 1 npi/s этом демпфирующая опора перестает цеагиоова Ь на вибратор
П р .-I м е р епловую сборку тсспериментальчых соег,инений с натягом, огуи и и вал которых изготавливают из
нопмапизованной стали 45 Соединения имеют номинальный ция летр посадочной поверхности 90 пм, аяин/80мм Наружный m-iaNi го втулки 140мм длина валов 110мм Сиьчипй ii3i iepe нный нат, соединений типэ А С и Д в типа В 30:г5 мкм S/cff- З обработка сопрягаемых поверхно- п вала /5 ьтупки 2 5
Втулку 1 нагревают в индукторе до J O±5°C (сборочный зазор пои этом для соел мечии типа А С и il 16C м м а длч типа В 320 Mi ivO и ус анавливают на неподвиж- .ую onopv 3 (cb/ii 1) в нее свободно вводят вал 7 до упооа на демпфирующую опору 4 На иемпфиоугощей опоре (динамометр
ЦОС-0,2) устанавливают датчик 5 (БВ- 6067) регистрирующий деформации демпфирующей опоры 4 На валу 3 закрепляют электромагнит1 ый вибратор б, создающий осевые вибраци i вата с частотой 1 Гц
Результаты представлены на сЬиг 2-5,
где знаком показан момент удаления соединения вап-втулка со сборочной позиции. Формула изобретения Способ соединения деталей с натягом
термическим методом по авт.св №1279788, отличающийся тем, что, с целью повышения качества сборки за счет более точного определения момента скрепления деталей при малой величине натяга и выявления деталей с дефектами на сопрягаемых поверхностях после установки детали на демпфирующей опоре в ней возбуждают уп- ругопродольные колебания
70 60 50 iiO 30 20 10 О
t Јт,,у ,MKtf
r -j. - ,л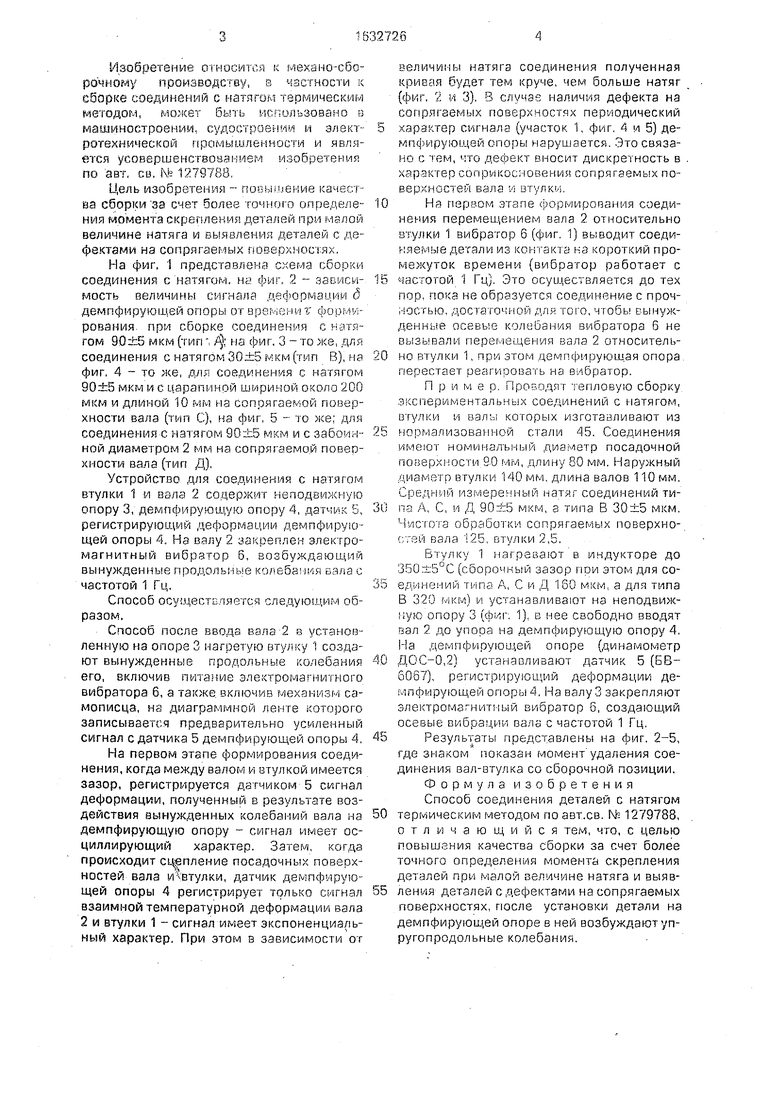
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей с натягом термическим методом | 1985 |
|
SU1279788A1 |
| Опора скольжения | 1979 |
|
SU964287A1 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1990 |
|
SU1773663A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОСАДОК С НАТЯГОМ | 2014 |
|
RU2641613C2 |
| Способ сборки деталей с натягом | 1984 |
|
SU1232453A1 |
| Способ термической сборки соединений с натягом | 1990 |
|
SU1784438A1 |
| СПОСОБ СБОРКИ СОЕДИНЕНИЙ ДЕТАЛЕЙ | 1994 |
|
RU2086382C1 |
| Способ соединения с натягом деталей типа вал-втулка | 1983 |
|
SU1199558A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1987 |
|
SU1454637A1 |
Изобретение относится к механосборочному производству, в частности касается сборки соединений с натягом термическим методом, и может быть использовано в машиностроении, судостроении и электротехнической промышленности. Цель изобретения - повышение качества сборки за счет более точного определения момента скрепления деталей при малой величне натяга и выявления деталей с дефектами на сопрягаемых поверхностях. После ввода вала 2 в установленную на не подвижной опоре 3 нагретую втулку 1 в упомянутом валу 2 возбуждают вынужденные продольные колебания и осуществляют контроль качества полученного соединения путем регистрирования деформации демпфирующей опоры 4. 5 ил. Ё
T,C
т 130 120 100 -20 10 0 Фиг.З
fXM I I I Til III 1ГГГМ III
TO 60 50 W 30 20 Ю 0
Г °ФигМ
r,c
so so w 30 го ю о Фиг 5
д,мкм
150
25
| Способ соединения деталей с натягом термическим методом | 1985 |
|
SU1279788A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Солесос | 1922 |
|
SU29A1 |
