Изобретение относится к машиностроению, в частности к электрофизическим методам обработки, и может быть использовано для упрочняющей поверхностной обработки деталей машин
Цель изобретения - повышение качества обработки, повышение стойкости ролика и упрощение реализации способа за счет различных линейных скоростей и проскальзывания.
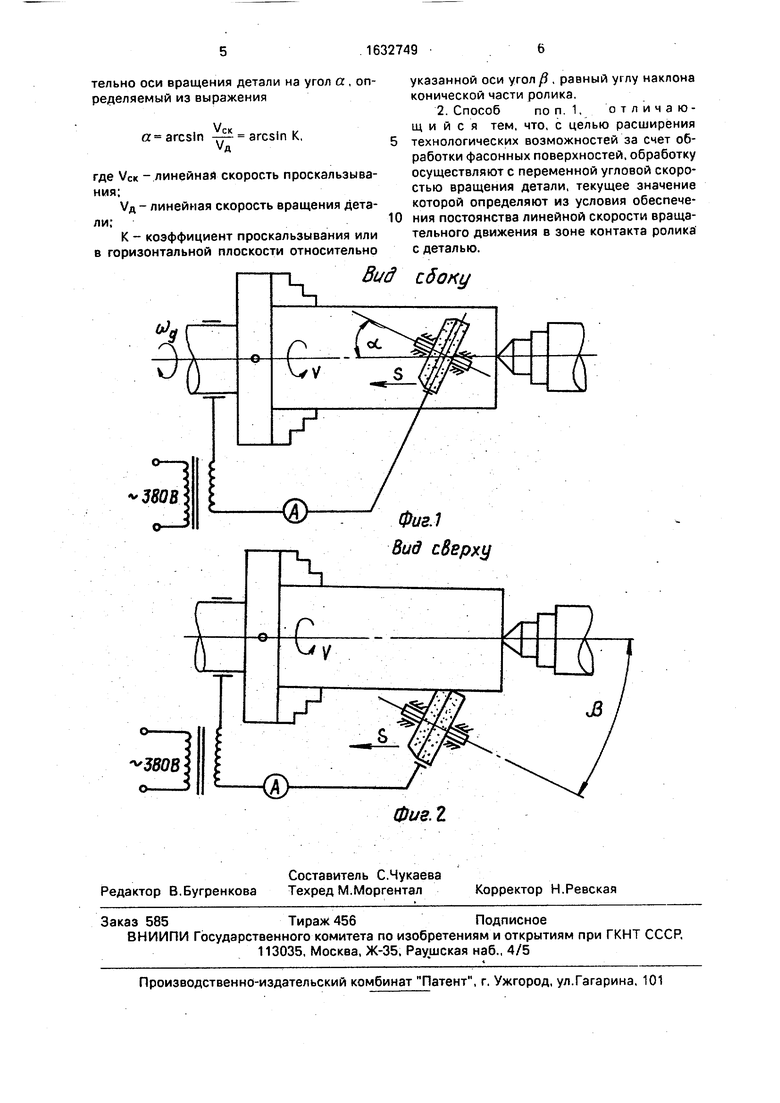
На фиг. 1 показана схема обработки с поворотом ролика в вертикальной плоскости; на фиг. 2 - схема с поворотом ролика.
Способ осуществляется следующим образом.
Обрабатываемой детали, закрепленной в патроне токарного станка, сообщается вращательное движение вокруг своей оси, вводят с ней в контакт свободно вращающийся обкатной ролик из токопроводящего инструментального материала (например, твердого сплава), имеющего цилиндрическую рабочую ленточку, после чего через зону контакта пропускает переменный электрический ток I 600-1ОООА напряжением В и перемещают ролик вдоль образующей обрабатываемой поверхности (фиг. 1). Причем для обеспечения геометрическбго проскальзывания ось вращения ролика наклоняют относительно оси вращения детали
о со го VI ю
на угол и , текущее значение которого определяют по формуле
«- arcsln
Vc
V,
arcsin К,
где VCK -линейная скорость проскальзывания;
/д- линейная скорость вращения детали;
К - коэффициент проскальзывания.
Таким обргзом, в зоне контакта ролика ,1 детали будет иметь место одновременное качение и проскальзывание.
Способ ЭМО можно реализовать дру- гим методом:в контакт с деталью вводится коническая рабочая ленточка обкатного ро лика, ось вращения которого повернута в горизонтальной плоскости на угол /3 относительно оси вращения обрабатываемой де- 1эли, равного углу наклона конической ленточки ролика(например, поворот обкат- ,ого уст ройства на угол /3 в резцедержателе танка) (фиг. 2). За счет разности диаметров контактной конической поверхности ролика ; зоне ко. такта одновременно будет происходить качение и скольжение.
За счет изменения способа установки инструмента возможно использование для обработки как конической, так и цилиндри- ческой его части, что повышает стойкость.
Для обеспечения качественного упрочнения фасонных поверхностей, увеличения стойкости рабочего профиля инструмента обработка производится с переменной у г- ловой скоростью вращения детали и соответственно ролика, текущее значение которой назначается исходя из постоянства линейной скорости вращения, наиболее благоприятной для конкретного материала, размера детали (например, диаметра) в зоне контакта ролика с деталью.
Наличие на контактной поверхности ролика проскальзывания обеспечивает преимущества неподвижного инструмента - возможность получения высоких классов шероховатости; качение обеспечивает высокую стойкость и стабильность рабочего профиля, отсутствие процесса схватывания контактируемых материалов.
Пример. Упрочняется вал редуктора в месте посадки зубчатого колеса 72,132 из стали 20Х ГОСТ 4543-71 твердостью HRC 42-45 с шероховатостью поверхности ,32 мкм.
Электромеханическую обработку проводят со следующими режимами:
Усилие прижима ролика F, Н1000-1500
0
5 0 5
0
5 0
5 0
5
Технологический ток I , A 600-650 Частота вращения детали п, об/мин16 Величина подачи S, мм/об 0,1 Число проходов Z, шт2 После ЭМО предлагаемым способом по п, 1 с помощью устройства, оснащенного поворотной (вокруг продольной оси) обкатной головкой на угол а 12°, параметры обрабатываемой детали следующие:
Диаметр детали D, мм72,102
Шероховатость поверх- ностиЯа, мкм0,36-0,40
Твердость поверхности HRC48-50
После ЭМО предлагаемым способом с помощью обкатного устройства, развернутого в резцедержателе на угол, равный углу конусности рабочей конической ленточки ролик ( /3 30°), параметры обработанной поверхности следующие:
Диаметр детали D, мм72,106
Шероховатость поверхности На, мкм0,32-0,36 Твердость поверхности HRC48-50 Упрочняется конический хвостик оправки фрезерного станка с конусом 50, изготовленной из стали 45, нормализованной с твердостью HRC 45-48 и шероховатостью поверхности ,63 мкм. Упрочнение производилось ЭМО предлагаемым способом по п. 2 с помощью обкатного устройства конической ленточкой инструмента (с углом конуса /3 30°). Частота вращения детали регулировалась с помощью следящего устройства, обеспечивая постоянство линейной скорости детали в зоне контакта ее с инструментом. Режим ЭМО тот же, Параметры обработанной поверхности: HRC 52-56 ,32-0,40 мкм.
Формула иаобретения 1. Способ электромеханической обработки деталей машин, при котором осущест- вляют вращение детали и продольное перемещение деформирующего ролика из токопроводящего материала, причем через зону его контакта с обрабатываемой поверхностью пропускают переменный ток, отличающийся тем, что, с целью повышения качества обработки, стойкости ролика и упрощения осуществления способа за счет различных линейных скоростей и проскальзывания, обработку осуществляют роликом с конической и цилиндрической рабочими частями, причем ось вращения ролика наклоняют в вертикальной плоскости относительно оси вращения детали на угол а, определяемый из выражения
VCK
a arcsln -rf- arcsin К,с
VA°
где V« - линейная скорость проскальзывания;
Уд- линейная скорость вращения детали;Ю
К - коэффициент проскальзывания или в горизонтальной плоскости относительно
указанной оси угол / , равный углу наклона конической части ролика.
2. Способ поп. 1, отличающийся тем. что, с целью расширения технологических возможностей за счет обработки фасонных поверхностей, обработку осуществляют с переменной угловой скоростью вращения детали, текущее значение которой определяют из условия обеспечения постоянства линейной скорости вращательного движения в зоне контакта ролика с деталью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2004 |
|
RU2276007C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2277039C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ОБКАТЫВАНИЕМ | 1998 |
|
RU2157310C2 |
| СПОСОБ УДАРНОЙ ОБКАТКИ | 2009 |
|
RU2412039C1 |
| УДАРНО-ОБКАТНОЙ ИНСТРУМЕНТ С АКСИАЛЬНО СМЕЩЕННЫМИ ИНДЕНТОРАМИ | 2009 |
|
RU2412038C1 |
| Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей | 1988 |
|
SU1632751A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ППД С ПНЕВМАТИЧЕСКИМ БУФЕРОМ | 2009 |
|
RU2411117C1 |
| Способ упрочнения с ультразвуком нагружных цилиндрических поверхностей деталей | 1987 |
|
SU1426764A1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА РАБОЧИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ МАШИН | 2006 |
|
RU2308542C1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
Изобретение относится к машиностроению, в частности к электрофизическим методам обработки, и может быть использовано для упрочняющей поверхностной обработки деталей машин Цель изобретения - повышение качества обработки, стойкости ролика и упрощение реализации способа за счет изменения способа установки инструмента Осуществляют вращение детали и продольное перемещение ролика Через зону обработки пропускают переменный ток Ось вращения ролика наклоняют относительно оси вращения детали на угол а в вертикальной плоскости или на угол / в горизонтальной плоскости относительно оси вращения обрабатываемой детали. Изменяют угловую скорость вращения детали из условия обеспечения постоянства линейной скорости вращательного движения в зоне контакта ролика с деталью При этом обеспечиваются низкая шероховатость поверхности, стабильность рабочего профиля ролика и отсутствие адгезионного схватывания материалов инструмента и детали 1 з п. ф-лы 2 ил (Л С
380В
сбоку
Фиг.1 Вид сВерху
| Аскинази Б | |||
| М | |||
| Упрочнение и восстановление деталей электромеханической обработкой | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
