/ обретение относигсп к сварке неплэ- апщим :я электродом и может найти приме иеми в судостроение, авиаракетостроении, электромашиностроении и других отраслях промышленности.
Целью изобретения является увеличения ресурса работы и повышение качества сварного соединения при сварке в магнитном поле за счет исключения вольфрамовых включений в металл шва путем точного определения времени перед осыпанием короны и исключения осыпания короны.
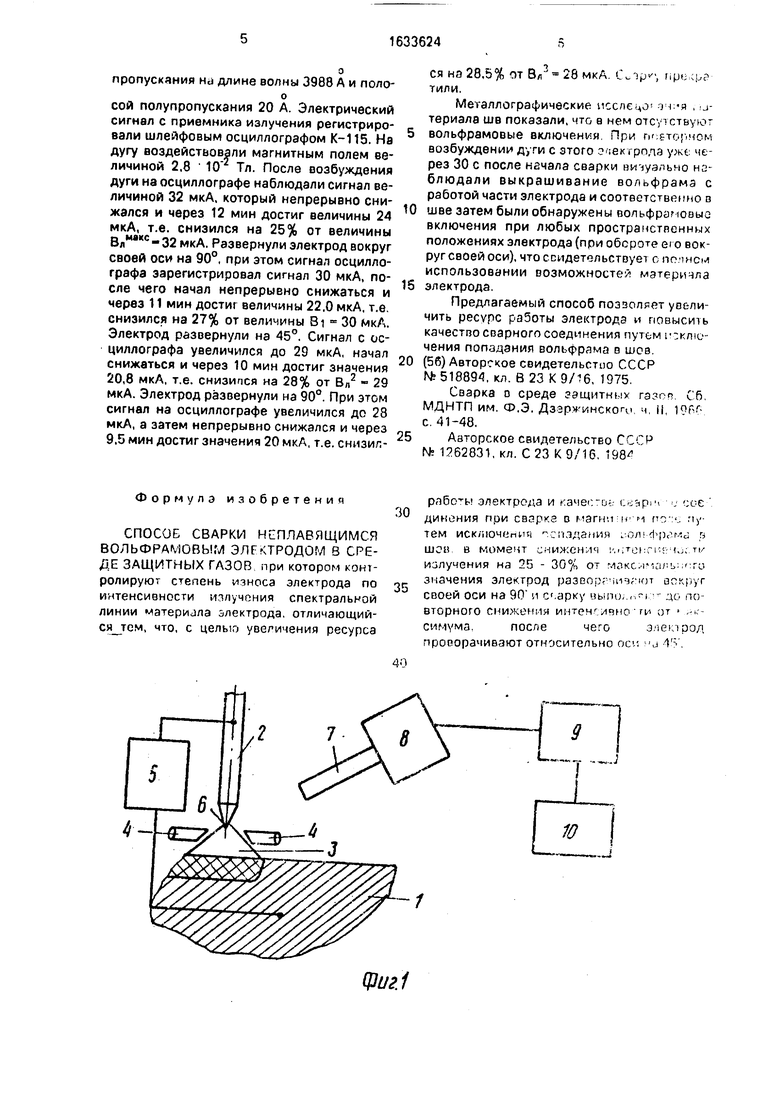
На фиг, 1 показана функциональная схема устройства для осуществления способа сварки неплавящимся электродом; на фиг, 2 - кривые изменения интенсивности излучения спектральных линий легирующей добавки в процессе сварки.
Предлагаемый способ сварки неплавящимся электродом в среде защитных газов осуществляют следующим образом.
Между изделием 1 и неплэвящимся электродом 2, выполненным из вольфрама с легирующей добавкой, возбуждают дугу 3 (на которую воздействуют магнитной системой 4), питаемую от источника 5 постоянного тока. На катодное пятно 6 дуги 3 направляют объектив 7, связанный с моно- хромгпором 8. Пссле возбуждения дуги 3 и наведения бигиперболическс-ro магнитного пол; от магнитной системы 4 начинают процесс сварки, При нагреве злектродл 2 с его : , вепхности спаояетия легирующая добавка, интенсивность излучения спектральной линии которой фиксируют объективом 1 мопо.чромэтора 8. Эту интенсивность излучении усиливают усилителем 9 монохрома- тора Я и передают на индикаторное устройство 10, где наблюдают характер изменения интенсивности излучения спект- рал э.юй линии легирующей добаикг материала ллектрода 2.
При наложении на дугу 3 бигиперболи- ческого магнитного попя происходит ее рассредоточение в одной плоскости (плоскость рассредоточения) и сжатие о перпендикулярной (плоскость сжатия). В соязи с этим разрушение электрода 2 происходит в раз- плоскостях ло-разному. Так, о плоскости рассредоточения наблюдается через некоторое время после возбуждения дуги 3 коронообразование с последующим вы- крашивг,.:иом вольфрама, а в плоскости сжатия изменений с поверхностей электрода 2 не происходит. Момент выкрашивания вольфрама нельзя определить визуально по размерам короны, так как в связи с различием мегаллофизических свойств электродных пругков разных партий у некоторых электродов выкрашивание вольфрама наблюдается и при сравнительно малых коронах, а у некоторых и при больших коронах выкрашивания вольфрама не наблюдается. Интенсивность Вл свечения спектральной
линии легирующей добавки после возбуждения дуги 3 резко возрастает, достигает максимального значения ВЛМ81СС и затем снижается по экспоненциальному закону. В момент снижения сигнала Вл на 25 - 30% по
сравнению с Вяма|СС электрод 2, не прекращая сварки, поворачивает вокруг своей оси на 90°. Теперь в плоскости рассредоточения расположена слаборазрушенная поверхность электрода 2. При этом сигнал Вл сно5 ва резко возрастает до значения Вл , а затем снижается и в момент снижения сигнала Вп на 25 - 30% от величины Вл1 электрод 2 поворачивают вокруг своей оси на 45°, Теперь плоскость рассредоточения располо0 жена между сильноразрушенными поверхностями электрода 2. Сигнал Вл увеличивается до величины Вл , а затем снижается. После снижения сигнала Вл на 25 - 30% от Вл2 поворачивают электрод 2 вокруг
5 своей оси на 90°. Таким образом, плоскость рассредоточения расположена теперь на самой малоразрушенной поверхности электрода 2. Сигнал Вл увеличивается до значения Виз, а затем снижается. После снижения
0 сигнала В„ на 25 - 30% от Вл3 процесс прекращают. При дальнейшем проведении сварки происходит выкрашивание частиц польФрама и загрязнение шва при любы/ поворотах электрода 2 вокруг своей оси.
Производить поворот электрода в период, когда сигнал снизился меньше 25%, нецелесообразно, так как электрод до этого времени работоспособен, и это может привести к снижению общего срока его службы.
0 При продолжении сварки без поворота электрода 2, после того как сигнал Вл снизился больше 25 - 30% от Влмакс, Вл , Вл2 или ВЛ3 в зависимости от положения электрода 2, неизбежно наблюдается выкраши5 вание вопьфрама и засорение им шва.
При первом повороте электрода 2 на угол, отличный от 90°, происходит деформация дуги - ее блуждение. При втором повороте электрода 2 на угол, отличный от 45°, и
0 третьем - на угол, отличный от 90°, наблюдается аналогичная картина.
Пример. Способ сварки неплавящимся электродом в среде защитных газов был осуществлен при сварке труб с толщиной
5 стенки 5 мм из стали 12Х18Н10Т. На сварочной головке крепили световод, оптическая система которого направлена на прикатод- ную зону дуги. Противоположный конецсве- товода направляли на приемник излучения ФЭУ- 35А через светофильтр с максимумом
пропускания но длине волны 3988 А и лолоо
сой полупропускания 20 А. Электрический сигнал с приемника излучения регистрировали шлейфовым осциллографом К-115. На дугу воздействовали магнитным полем величиной 2,8 10 Тл. После возбуждения дуги на осциллографе наблюдали сигнал величиной 32 мкА, который непрерывно снижался и через 12 мин достиг величины 24 мкА, т.е. снизился на 25% от величины Влм«с 32 мкд развернули электрод вокруг
своей оси на 90°, при этом сигнал осциллографа зарегистрировал сигнал 30 мкА, после чего начал непрерывно снижаться и через 11 мин достиг величины 22.0 мкА, т.е. снизился на 27% от величины BI 30 МкА. Электрод развернули на 45°. Сигнал с осциллографа увеличился до 29 мкА, начал снижаться и через 10 мин достиг значения 20,8 мкА, т.е. снизипся на 28% от Вл2 - 29 мкА. Электрод развернули на 90°. При этом сигнал на осциллографе увеличился до 28 мкА, а затем непрерывно снижался и через 9,5 мин достиг значения 20 мкА, т.е. снизился на 28.5% от В/Г 28 мкА. Слр , пресрг тили.
Металлографические исслецо1 .тн -я . j- териала шв показали, что в нем отсутствуют
5 вольфрамовые включения, При П :ЈТС РНОМ возбуждении дуги с этого оаекгрплэ уже через 30 с после начала сварки визуально наблюдали выкрашивание вольфрама с работой части электрода и соответственно в
0 шве затем были обнаружены вольфрамовые включения при любых пространственных положениях электрода (при обороте ei о вокруг своей оси), что свидетельствует о полном использовании возможностей мзтеркчла
5 электрода.
Предлагаемый способ позволяет увеличить ресурс работы электрода и повысить качество сварного соединения путем исключения попадания вольфрама в шее.
0 (56) Авторское свидетельств СССР № 518894, кл. В 23 К , 1975.
Сварка о среде защитных газгп. Сб. МДНТП им. Ф.Э. Дзэржинскоги, и, II, С. 41-48.
5 Ааторское свидетельство СССР N; 1262831, кл. С 23 К 9/16. 198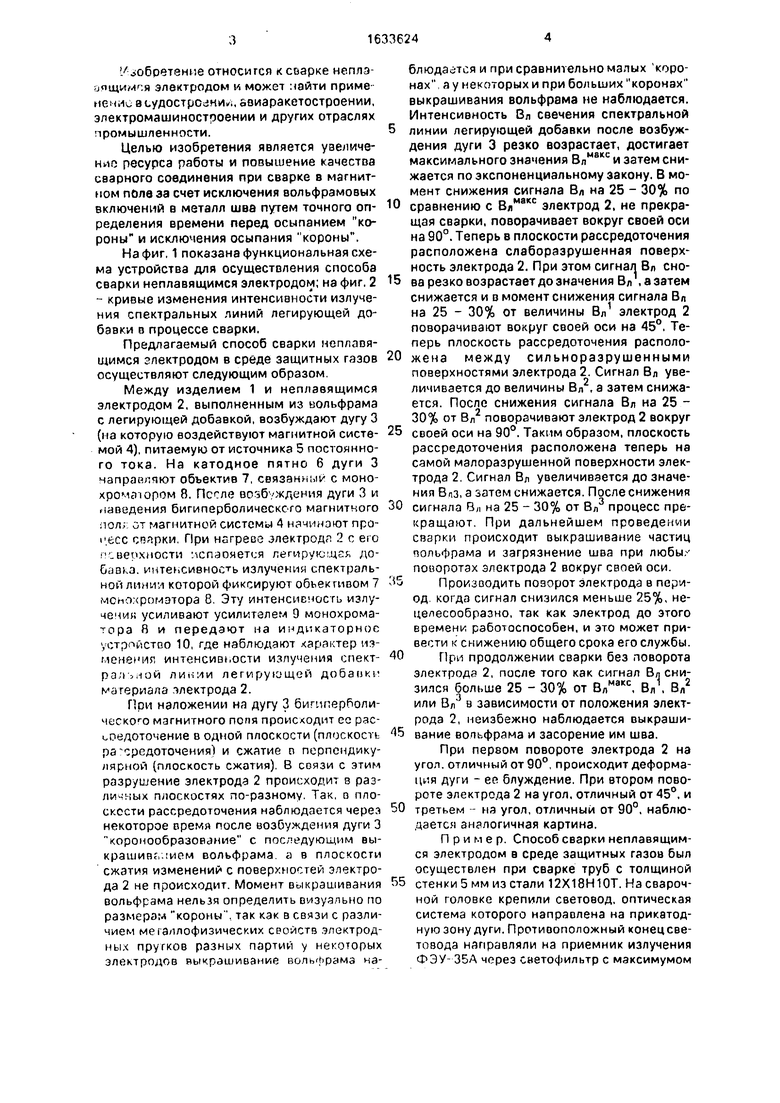
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения работоспособности вольфрамового электрода с легирующими добавками | 1984 |
|
SU1218576A1 |
| Способ определения работоспособности вольфрамового электрода | 1989 |
|
SU1633625A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2232072C1 |
| Способ дуговой сварки неплавящимся электродом | 1984 |
|
SU1262831A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Неплавящийся электрод для дуговой сварки и способ его изготовления | 1986 |
|
SU1341871A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2520881C1 |
| Способ регулирования процессадугОВОй СВАРКи | 1978 |
|
SU793731A1 |
Изобретение относится к сварке неплавящимся электродом и может быть использовано в различных областях промышленности. Цель изобретения - увеличение ресурса работы и качества при сварке в магнитном поле. В процессе сварки фиксируют интенсивность излучения В спектральной линии легирующей добавки. В момент снижения интенсивности излучения на 25 - 30% от максимального значения электрод разворачивают вокруг своей оси на 90° и сварку выполняют до повторного снижения интенсивности от максимума После этого электрод разворачивают относительно оси на 45° и продолжают сварку. При дальнейшем снижении интенсивности излучения происходит выкрашивание электрода и загрязнение шва. 2 ил
Формула изобретения
СПОСОБ СВАРКИ НЯПЛАВЯЩИМСЯ ВОЛЬФРАМОВЫМ ЭЛРКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ при котором контролируют степень износа электрода по интенсивности излучения спектральной линии матери зла электрода, отличающийся тем, что, с целью увеличения ресурса
/
7
5
4 -
6W
работы электрода и ачеого сое динония при сварка о нагни-н -м по- - му- тем исключеоия -.спадания ол Фрслм«: р шов в момент снижения .г;теигп -м,А ™/ излучения на 25 - 30% от макс.,ти значения электрод разсоргчичгют вокруг своей оси на 90 и с.арку оыпо,. - до повторного снижения иитенг ично ги от , симума.после чего электрод
проворачивают относительно oci; --J 1г:Л
фиг.1
8Л
(Риг. 2
