Изобретение относится к области сварки неплавящимся электродом в среде защитных газов и может найти применение в судостроении, авиаракетостроении, электромашиностроении и других областях промышленности.
Целью изобретения является повышение качества сварного соединения путем исключения попадания вольфрама в сварной шов.
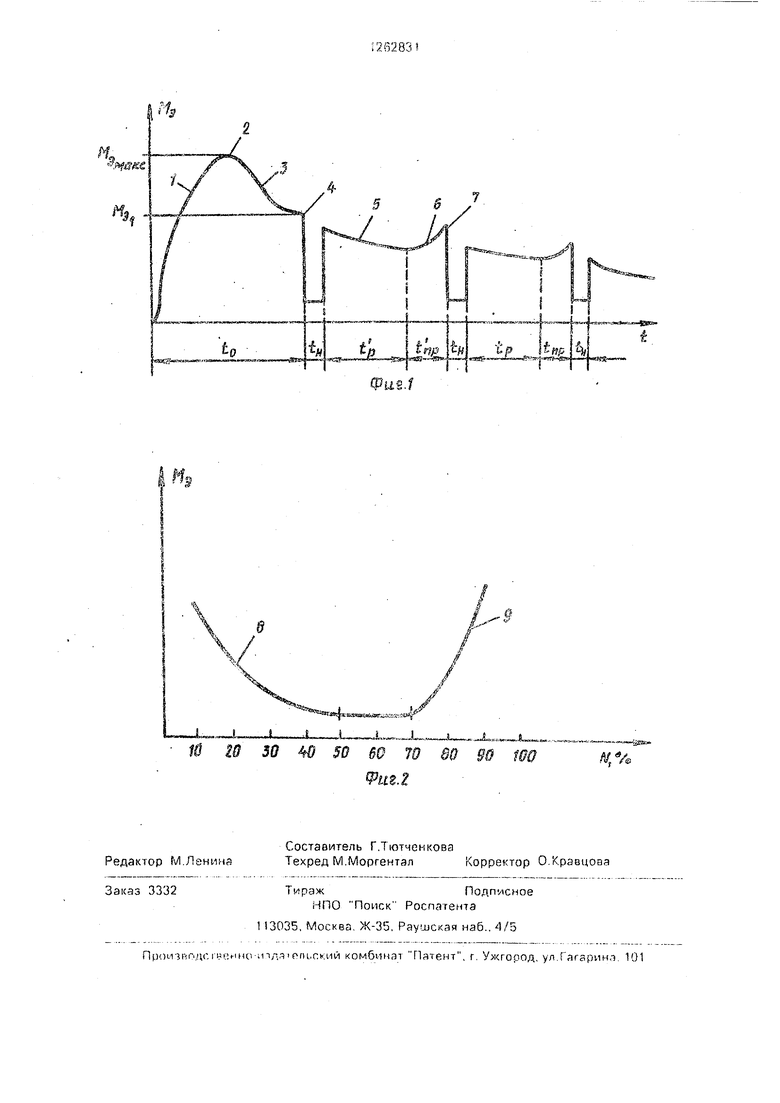
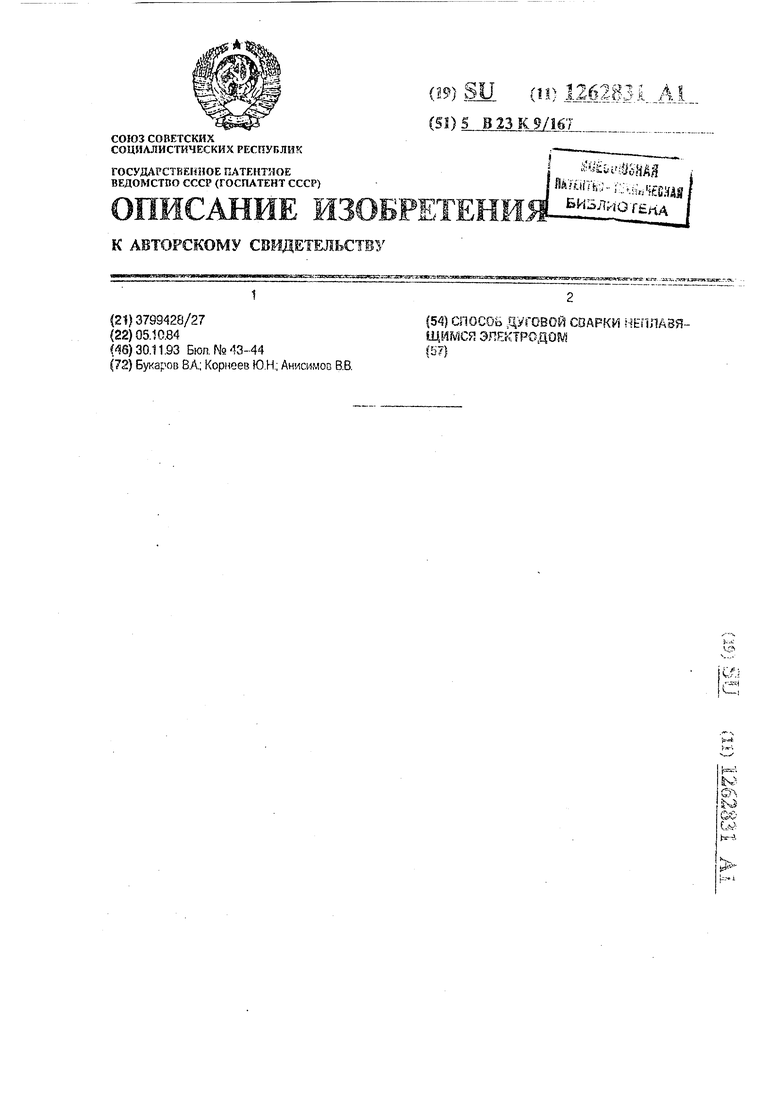
На фиг.1 показана зависимость интенсивности свечения спектральной линии легирующей добавки электрода в дуге Мэ от времени t, на фиг.2 - зависимость интенсивности свечения спектральной линии легирующей добавки Мэ от процентного содержания азота (N) в составе защитного газа (защитный газаргон).
Способ осуществляется следующим образом,
При горении дуги между изделием и электродом последний нагревается. Для обеспечений длительного горения дуги без разрушения электрода необходима его высокая стойкость, которая зависит от количества легирующей добавки в электроде. 8 процессе сварки легирующая добавка истекает из электрода и попадает в дугу, что приводит к увеличению интенсивности спектральной линии легирующей добавки вольфрамового электрода (кривая 1 фиг,1), достигающей в зоне 2 максимального значения М 3 макс -При этом происходит обеднение электрода добавкой, причем кончик эпектрода обедняется достаточно быстро, и диффузия добавки с верхних слоев электрода не может восполнить ее потерь у конца. В результатеконец электрода через определенное время полностью обедняется добавкой и оплавляет.ся. Процесс обеднения электрода легирующей добавкой приводит к уменьшению интенсивности спектральной лУ1нии ее (кривая 3 фиг.1).
Чтобы не произошло оплавления конца электрода, необходимо в процессе сварки предотвращать диффузию легирующей добавки или замедлять ее. Поэтому процесс обеднения кончика электрода задерживают внешним воздействием в течение времени, необходимого для восполнения потерь путем диффузии добавки из верхних слоев электрода. Для этого по истечении времени to горения дуги, когда интенсивность Moi спектральной линии легирующей добавки электрода снизилась на 30-50% (точка 4 фиг.1), от интенсивности М макс подают кратковременно азот (в течение времени ih) в защитный газ. В результате взаимодействия азота и раскаленного электрода происходит азот ровани8 электрода, которое снижает выход добааки из электрода, о чем свидетельствует практически наизменяющаяся кривая 5 интенсивности спектральной линии добавки. По истечении времени tp выход легирующей добавки из электрода увеличивается (кривая 6) и в точке 7 по истечении времени tnp опять подают импульс азота в защитный газ в течение вре0 мени tN. Этот процесс повторяется в течение scero времени С зарки.
Как показали эксперименты, спад интенсивности свечения спектральной линии легирующей добавки на величину, меньшую
5 30%, обусловлен исключительно поверхностным обеднением электродной поверхности и не связан с обеднением внхтреннэй - части конца элактрода. Спад ин-теисмвности свечения спектральной линии легирующей
0 добавки более чем из 50% соотоетствует такому проценту обедиенип кончика электрода, что попытки увеличить после этого работоспособность электрода малоэффективны,
5 Экспериментально также установлено, что при соотношемии азота в составе защитного газа менее 50 или более 70% приводит к резког.г/ увеличению свечения спектральной яипиУ легирующей добавки, а соответ0 ственио. ;/) умйньшеншо времени работы электродэ. Этот факт иллюстрируют кривые 8 и 9 (см.фиг.2).
Увеличанио стойкости электрода при исполь.оеамии предложенного способа
5 обьясняотоя следующим. Воздействие на ра: огретый электрод 1)мпульсом подачи ssoTo приводит к образованию азотирооанного покрытия, что уменьшает выход легирующей добавки из электрода, т.е.
скорость обеднения кончика электрода добаской снижается, что ведет к более длительной раЭотоспособности электрода при данных рзжимах сварки. Величина времени импульса tN 6 должна превышать величины
5 времени мзкскмзяьной абсорбцииазота в взмне. Эго ограничений обусловлено необходимостью ме допустить азотирования шва.
Через время 1р(см,фиг.1)азотироаанное
покрытие начинает разрушаться, что вызывает более интенсивный выход легирующей добавки из электродз, а соответственно, и интенсивность свечения спектральной линии легирующей добавки. Через время tnp 5 интенсивность свечения спектральной линии легирующей добавки достигает уровня ее интенсивности в момент после подачи импульса азота. Это время соответствует времени полного разрушения азотированного покрытия, и в этот момент подается
новый импульс азота продолжительностью tN.
Пример. Испытания способа происходили на макете, у которого в качестве источника тока использовали источник ТИР-300. Дугу зажигали на охлаждаемой медной пластинке. Для выделения спектральной линии использовали монохроматор МДР-23, регистрировали изменение интенсивности свечения спектральной линии легирующей добавки фотоэлектрическим преобразователем ФЭП-4. В качестве электродов использовали лантанированные вольфрамовые прутки 03, 04 мм. Зажигание дуги производилось при токе 200 А и расходе защитного газа 90 л/ч (защитный газ - аргон). Измерение расхода газа еели по ротаметру. После зажигания дуги электрический сигнал ФЭП-4, соотеетстаующий яркости светимости спектральной линии легирующей добавки, за 10 с горения возрос до максимального значения, равного4,17 В, после чего начал уменьшаться. Через 2 мин 65 с его значение приняло величину 2,7 В, и в защитный газ подали импульс азота 60% от всей величины расхода защитного газа. В результате действия импульса интенсивность свечения спектральной линии снизилась, и соответствующий ей электрический сигнал .уменьшился до 0,85 В, через 5 с импульс убрали. Новое значение сигнала
Формула изобретения
СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ в среде инертного газа, при котором а качестве неплавящегосяэлектродаиспользуютлегированный вольфрам, на который осуществляют импульсную подачу азота, отличающийся тем, что, с целью повышения качества соарного соединения путем исключения попадания вольфрама е шов, в
оказалось равным 2,1 8. Это говорит о том, что выход легирующей добавки уменьшился. Через 5 мин электрический сигнзл снова начала увеличиваться, что послужило сигналом о разрушении азотной пленки, а еще через.1 мин его величина достигла значения 2,1 В. В этот момент подали импульс азота в количестве 60% от расхода защитного газа длительностью 5 с. После импульса величина сигнала приняла значение 1,8 В. Через 8 мин величина сигнала приняла значение 1,8 В, в это время подали новый 60%-ный импульс. Всего за время сварки подали 8 импульсов. При подаче импульсов время
горения электрода до оплавления кончика составило 1459 мин. Электрод, горевший при аналогичных условиях, но без подачи импульсов дзета, оплавился за 1 ч 17 мин. Следовательно, импульсные добавки азота
увеличивают срок службы электродов в 1,5 раза.
Использование предложенного способа дуговой сварки дает возможность увеличивать время работоспособности электрода
непосредственно в процессе сварки, при этом качество сварного соединения повышается.
(56) Авторское свидетельстео СССР fsh 1218576, кл. В 23 к: 9/16. 15.03.84.
Авторское свидетельство СССР № 518394. кл. В 23 К 9/16, 1975,
процессе сварки регистрируют ингенсииность спектральной линии легирующей добавки электрода, а азот подают в момент уменьшения интенсивности спектральной линии легирующей добзкки до величины, составляющей 30 - 50% Мс1ксималькой интенсионости S начале процесса сварки, в количестое 50 - 70% от расхода инертного газа п течение времени, не преаышающого время максимальной абсорбции азота в жидкой ванне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения работоспособности вольфрамового электрода с легирующими добавками | 1984 |
|
SU1218576A1 |
| Способ определения работоспособности вольфрамового электрода | 1989 |
|
SU1633625A1 |
| Неплавящийся электрод для дуговой сварки | 1984 |
|
SU1235085A1 |
| Способ сварки неплавящимся вольфрамовым электродом в среде защитных газов | 1989 |
|
SU1633624A1 |
| Способ регулирования процессадугОВОй СВАРКи | 1978 |
|
SU793731A1 |
| Способ лазерной-дуговой сварки стальной сформованной трубной заготовки | 2017 |
|
RU2668641C1 |
| Способ регулирования процесса электродуговой сварки | 1977 |
|
SU742065A1 |
| Способ автоматического регулирования длины дуги при сварке плавлением (его варианты) | 1982 |
|
SU1063554A1 |
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2570609C2 |
| СПОСОБ СОВЕРШЕНСТВОВАНИЯ ПРОЦЕССА СГОРАНИЯ ТОПЛИВА В ДВИГАТЕЛЕ ВНУТРЕННЕГО СГОРАНИЯ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2167317C2 |