ИзоЬретение относится к способам ду- , О .чи -.вчркь гольфрамовым те ..трэдом г, среде защитных газов с воздействием на дугу бигиперболимеского магнитного поля и может найти применение в авиационной, энергетической, судостроительной хим..ческой отраслях машиностроения.
Целью изобретения является повышение точности определения работоспособности электрода при сварке дугой, управляемой магнитный полем.
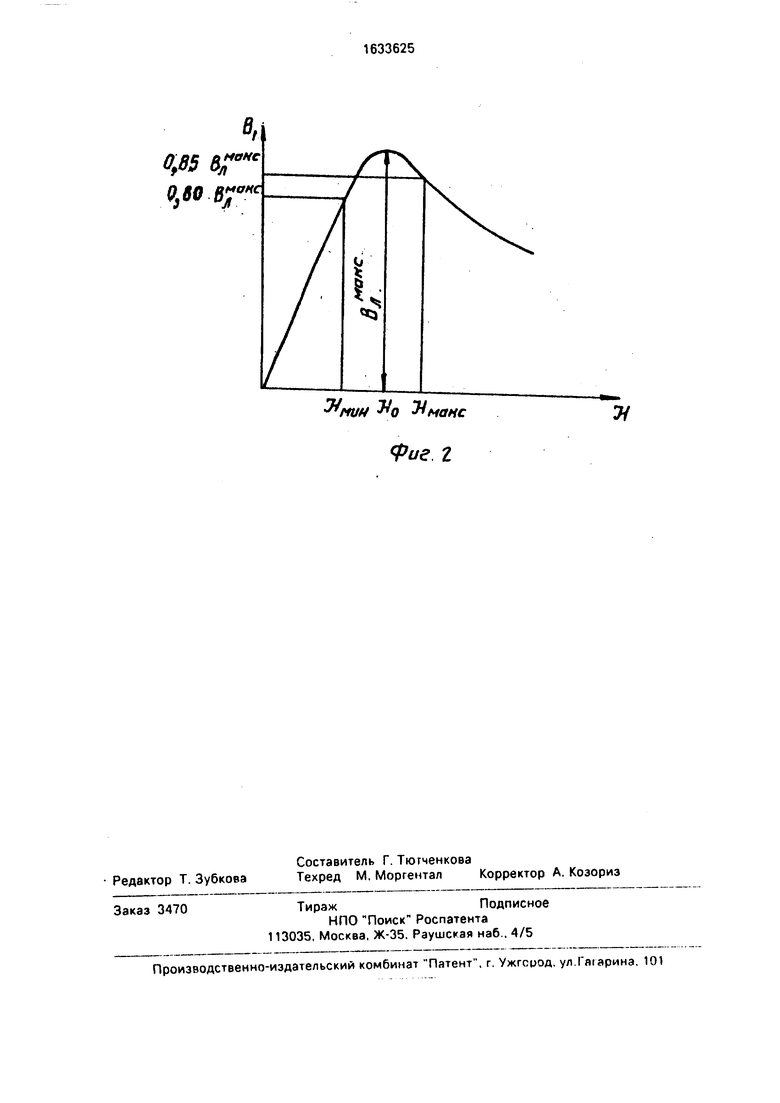
На фиг. 1 приведена функциональная схема устройства дл°, осуществления способа определения работоспособности вольфрамового электрода с легирующими добавками; на фиг. 2 - кривая изменения интенсивности излучения спектральной линии легирующей добавки материала электрода в зависимости от изменения величины магнитного поля.
Способ определения работоспособности вольфрамового зг.ектрода с легирующими добавками осуществляют следующим образом.
Между изделием 1 и неплавящимся электродом 2, выполненным из вольфрама с; легирующей добавкой, возбуждйк,т 3 v а ..мО г j,vur,TByiOT магнит.;с и ucie питлэмую от источник Б п .глоянмоQ Т0к.
V-I
с КЛТОЧНОЧ ПЯ1НО
V/f I
ьзпраьл -к:. ,б1 ечтив 7, (.РЯЗЗИЬЫЙ с i/они хромали г - Г После аозоум/ ч/- дугч - н.чьр -чи оигччероопичес г. |агнии,го по. c.i магнитной системы 1 начирюетг.- процесс с пргделения паботосг оопГжпс г. оглофрамо-юге электрода 2. При нл л пе злрхтрода 2 с его поверхности испаряется п;мирукниая добав/а, интенсивное излу- it с ектра :ьнои линии которое -; икс пугит оОьсктмвом i мочохромаюоа °. Эту .|1теноивногть изпучсчия усиливают инди- кэтирг.се ус рой -во 10, г де наблюдэгэт va- р а к. ер измене ч ич интенсивное п/. 1л jflj4ennfl cfiei тральной линии лв np.yic 1.и й добаоки материала электрода 2
В процессе горения дуги 3 происходит обеднение рабочей зоны электрода 2 легирующей добавки, г-р-.чем, как видно ич фиг. 2, величина магнитной индукции о итычаег на этот процесс сущестьенное ВЛИЯНИР. По мере уьеличенпл индукции Н бигипорболи- ческого магнитного олч интенсивность выхода легирующей добавки и ссотчетсшующий й сигнйл оо интенсивности излучения спектральной линии добавки Вя уселичиваетср достигает мэксим льной величины Вямакс, а затем снижс/ гея. Причем в интерзале величин ипдукц/и бигипербо- лического магнитного поля з котором интенсивное; п излучения лр ирующри
0
5
0
б
0
5
0
присадки Ьл, снихается. при увеличении индукции магчигнсго поля Н по сравнению с индукцией Н0 (индукция Н0 соответствует интенсивности максимального излучения спектральной линии легирующей добавки) BiMa в пределах 15% имеет устойчивое горение дуги без интенсивности коронооб- разовачия. При дальнейшем увеличении индукции магнитного поля сигнал об интенсивности излучения спектральной линии легирующей присадк-1 В,i уменьшается дальше, а ня рабочем кончике электрода быстро появляется зронсз, частички которой осыпаются в сварьой шов. Таким образом, контролирую динамику изменения спектральной линии интенсивности излучения легирующей д. Оавки, определяют максимально допустимую величину магнитной индукции, при которой можно эксплуатировать данную партию электродного материала.
Уменьшение сыхода легирующей до- иовки после превышения индукций магнитного поля величины Н0 связано с частным подплавлением рабочей поверхности электрода из-за высокого контрагирования дуги. После сни-кенил сигнала B.i более чем на 15% максимального егх ч начении, резко на- tn/i j r- -r чесгво газовой защиты и проис- /ОА ингенсиэние .зазру-ь ние электрода,
|1ри сн,прении магнитной индукции по г;,аг нению с „еличии ь Н0 наблюдают ста- ильиую привязку дугового разряда и одновременное снижение выхода добавки. оыходч добавки в эгом случае обьпсняется иозноконтрагированием дуги. Г днако при достижении индукции магнитною nc in величины при которой значение Вя становится меньше знамения ВлМЗКС - . Q% Е/|МаКС наруияет(:п сгьбильность горения дуги и писисход т ее блуждание, т.е. сварка невозможна
Прпюдность паогии вольфрамовых лпоктродор к (ии в магнитном поло опре. еляю по динамике изменения вы- ода присадкч по мере изменения величины магнитной Игдук дич В зависимости от сиойгтв партии во н.фрамогых электродов, прежде всоп) ит структуры материала, ин- тероал магнитной индукции, при которой данную партию можно эксплуатировать, существенно меняется. И его определяют как интервал
Но Нмин, Ht + Нмгкс,
где Нм/,н - индукция магнитного поля, при коброй интенсивность выхода добавки снижается на 20% по сравнению с В;,
II мак Ма НИТНОГО ПОЛЯ, ПрИ
которой интенсивность сыходя присадки
снижается на 15% .
Пример. Способ определения работоспособности вольфрамового электрода был осуществлен на специально изготовленном макете. В качестве анода использовали интенсивно водоохлаждаемую медную пластину, На сварочной головке крепили светодиод, направленный на сварочную дугу так, чтобы при сварке в поле зрения оптическойсистемыпопадалаприэлектродная зона дуги. Противоположный конец световода направляли на приемник излучения через интерференционный светофильтр с максимумом пропускания по
о длине волны 3988 А и полосой пропускания
о
20 А. Получаемый сигнал с приемника излучения, а качестве которого применяли фото- электронный умножитель ФЭУ-35А, попадали на осциллограф К-115. После возбуждения дуги на осциллографе наблюдали сигнал величиной 20 мА, Непрерывно увеличивали индукцию магнитного поля, при этом сигнал на осциллографе увеличивался до значения 64,0 мА (максимальное значение), а потом начал снова уменьшаться, Уменьшали величину индукции магнитного поля, сигнал с осциллографа прошел максимум и стал снижаться, приегозначпьи1 г51,2 мА появи. ссь блужданио дуги, таким образом определяли нижний преде/, магнитного поля для данной партии электродов -0.0012 Тл. Так определяли и максимальное значение магнитного поля. При максимальном
значении сигнала осциллографа величина индукции магнитного поля была равна 0,0021 Мл, стабильное горение дуги без внешних признаков разрушения электрода. По мере увеличения индукции магнитного
поля сигнал с осциллографа уменьшился со значения 64.0 до 54,4 мА (при индукции магнитного поля 4,2 Тл), в этот момент наблюдали интенсивное коронообразование с осыпанием вольфрама в шов.
Предлагаемый способ позволяет повысить точность определения работоспособности электрода при сварке дугой, управляемой магнитным полем, и тем самым повысить качество сварных соединени й за счет стабилизации проплавляющей способности дуги и исключения дефектов сварных швов типа рключений материала электрода.
(56) Патент Японии Ns 52-52149 кл. В 23 К 9/00. 1977.
Авторское свидете-: ..ство СССР № 1218576.кл. В 23 К 9/16. 1984.
30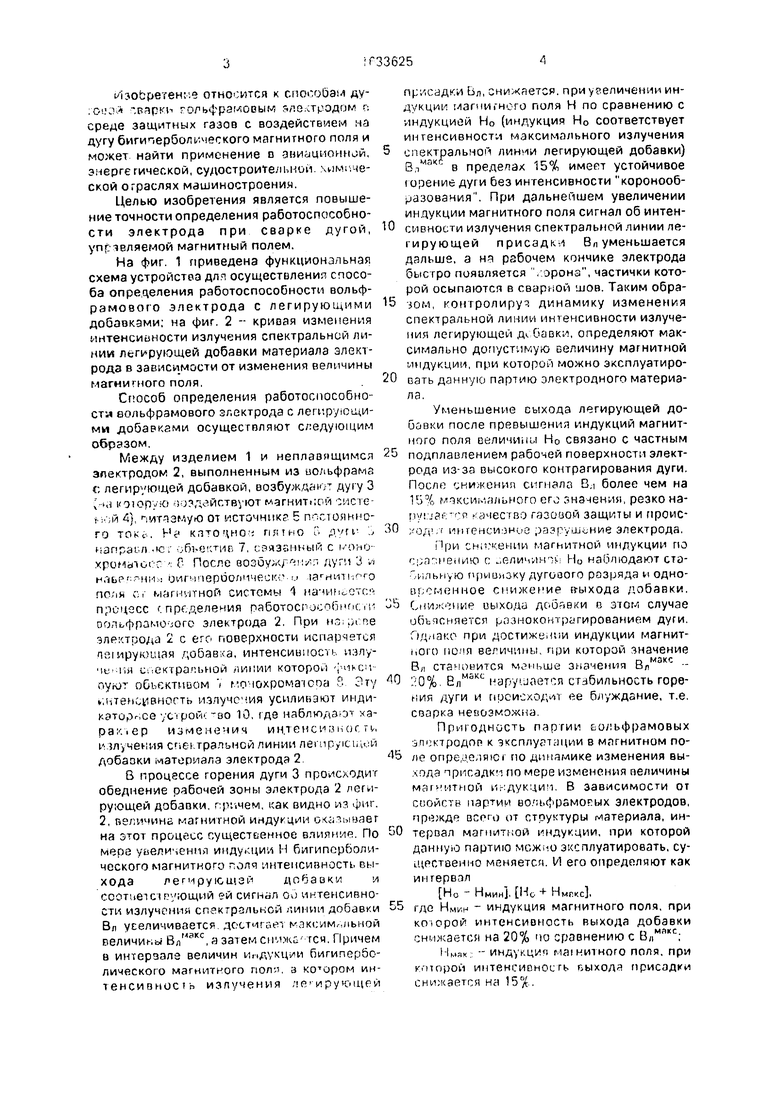
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки неплавящимся вольфрамовым электродом в среде защитных газов | 1989 |
|
SU1633624A1 |
| Способ определения работоспособности вольфрамового электрода с легирующими добавками | 1984 |
|
SU1218576A1 |
| Способ дуговой сварки неплавящимся электродом | 1984 |
|
SU1262831A1 |
| Способ регулирования процессадугОВОй СВАРКи | 1978 |
|
SU793731A1 |
| Неплавящийся электрод для дуговой сварки | 1984 |
|
SU1235085A1 |
| Способ регулирования процесса электродуговой сварки | 1977 |
|
SU742065A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2232072C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Флюс для дуговой сварки неплавящимся электродом | 1986 |
|
SU1445055A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
Изобретение относится к способам дуговой сварки вольфрамовым электродом в среде защитных газов и может быть использовано в авиационной, энергетической, судостроительной химической и других отраслях машиностроения Цель изобретения - повышение точности при сварке дугой, управляемой бигиперболическим магнитным полем. Определяют диапазон магнитных полей для данной партии электродов по динамике изменения спектральной линии легирующей добавки в период изменения индуктивности бигиперболического магнитного поля Нижний предел индукции магнитного поля фиксируют в момент снижения интенсивности свечения спектральной линии легирующей добавки на 20% от максимального значения верхний - в момент снижения на 15%. В зависимости от свойств партии вольфрамовых электродов интервал магнитной индукции, при которой можно экстлуати- ровлть данную партию, существенно меняется 2 ил
Формула изобретения
СПОСОБ ОПРГДЕЛЕНИЯ РАБОТОСПОСОБНОСТИВОЛЬФРАМОВОГОЗЛЕКТРОДА с легирующими добавками, при котором определяют интенсивность излучения спектральной линии добавки и по ее изменению судят о работоспособности электрода, отличающийся тем, что, с
целью повышения точности при сварке дугой, управляемой бигиперболичег.ким магнитным полем, интенсивность излучения спектральной линии добавки определяют при рабочем токе Б зависимости от изменения напряженности магнитного поля, а электрод считают работоспособным в интервале изменения интенсивности от 15 до 20% максимальной интенсивности спектральной линии.
10
ФигЛ
«/
0,85
о,бо
Л пин о Лманс
фиг г
