Изобретение относмтся к области дугоой сварки иеплавящимсй электродом в реде -защитных газов, преимущественно постоянным током п|зямой поверхности, и ожет найти применение в авиационной, нергетической, судостроительной химичекой отраслях машиностроения.
Целью изобретения является повышение качества сварного соединения за счет исключения попадания вольфрамовых включений в металл шаа путем точного oii ределеиия начального момента KpyiTMHe- ского износа электрода.
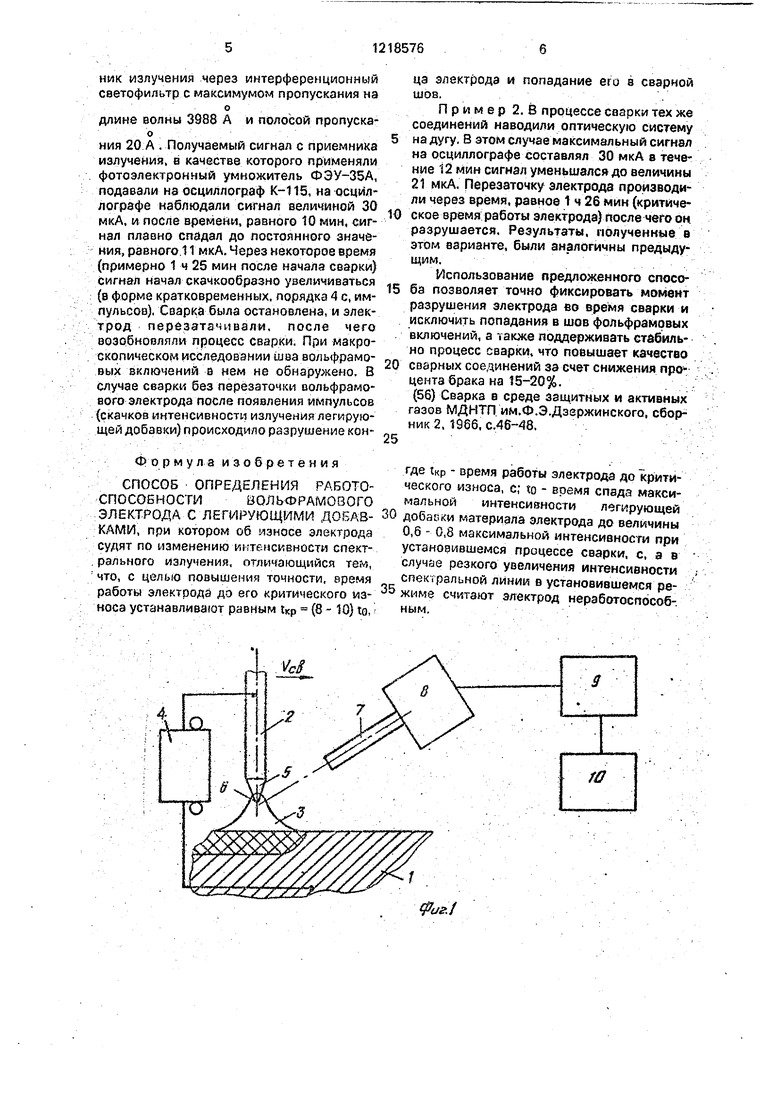
На фиг. 1 показана блок-схема устройства для осуществления способа: на фиг.2-4 - кривые изменения интенсивности излучения спектральной линии легирующей добавки материала .электрода от момента возбуждения дуги до момента появления короны. .
Способ осуществляют следующим образом. .
Между изделием 1 и .неплаввщимся электродом 2, выполненным из вольфрама с легирующей добавкой, возбуждают дугу 3. питаемую от источника 4 гшстоянного тока.
8рабочую часть S электродов 2, нахсуу«щу- юся непосредстеенио над опорным (катодным) пятном 6 дуга 3, направляют рбьёктив
7, саязанный с монохроматором 8. После возбуждения дуги 3 мачимашт процесс сварки. При этом электрод 2 нагревается, а результате чего испйряется его легирующая добавка, интенсивность «зпучвния спектральной линии которой факсируют объективом 7 монсзхроматйра 8. Эту имтен- сйвность излучения усили&ают усилителем
9и подают в «ндикаторное устройство 10, где наблюдают характер изменений ии- тенсивноети излучения спектральной линии легирующей добавки материала
электрода 2.
: При длительном горении дуги 3 кривая интенсивности излучения спектральной ли- НИИ легирующей добавки снижается от максимал4;ного значения. 11амакс АО установившегося значения tiao (фиг.2-4}. По Мере горения дуги 3 легирующая добавка диф-. фундирует из внутренних слоев электрода 2 и его поверхности рабочей части 5. При подходе к поверхности легирую щая добавка взрувоподобным образом поступает в дугу 3. что приводит к появлению всплесков 11 на кривой интенсивности излучения спектральной линии легирующей добавки. Выход легирующей добавки из внутренних слоев электрода к его рабочей части 5 приводит к началу образования короны, а следовательно, к разрушению электрода 2. Поэтому
0
5
0
5
а
5
0
5
0
5
появление по крайней мере двух импульсов (всплесков 11) интенсивности излучения свидетельствует о том, что начался процесс интенсивного выхода легирующей добавки из внутренних слоев электрода 2 к его рабочей части 5, и поэтому процесс сварки прекращают li заменяют электрод 2.
Процесс разрушения электрода 2 происходит при стабильных параметрах режима, в частности при хорошей защите зоны дуги инертным газом. При нарушении защи- ть1 электрода 2 последмем окисляется, р чем свидетельствует резкое увеличение интенсивности излучения lui (фиг.З) спектральной линии легирующей добавки, связанное, очевидно, с облегчением ее выходз на по-. sepxHocTb рабочей части 5.
Такое окисление электрода 2 приводит к его разрушению, поэтому при появлении сигнала, iia-i. прекращают процесс сварки и проийоодйт смену электрода 2,
В процессе горения дуги 3 происходит обеднение рабочей зоны 5 электрода 2, т.е. выгорание легирующеьЗ .добавки. Обеднение сначала идете поверхности ив процессе Сварки легирующие добавки из внутренних слоев электрода 2 гюступают к его поверхности рабочей зоны 5, Г ольфра- мовый электрод 2 обладает достаточной стойкостью до тех пор. пока не про - зойдет обйдиение всего его сечения. Было установлено, что при устз.иооившемся режиме спар- ки такое обеднение наступает по истечен1 и времени t, равного (8-10)to, где То - время спада иитен сиБНОсти излучений спектральной лиии1.1 легирующей добавки материала электрода с ее максимального
значения 11амаксДО li.a. (0.6-0,3)х1иамакс
Обеднение вольфрама приводит к его разрушению, Поэтому процесс, сварки прекращают и производят емену электрода. При эрембии ti 10to вероятность попадания вольфрама в металл шва резко возрастает, поэтому необходимо сменить электрод, не дожидаясь этого момента, Предел по интенсивности Iu2 выбран исходя из того, что в этом интерволе изменения иитенсипности надежно фиксируется время ее спада.
Примеры осуществления способа.
Пример 1, Способ дуговой сварки неплавящимсй электродом был осуществ-. лен при-дистанционной сварке торцовых соединений труб 0160 X 10 мм из стали марки 12 X 18Н10Т на автомате СА-374. На сварочной головке крепили световод, нвправлен- ный на сварочную дугу таким образом, чтобы при сварке в поле зрения оптической системы попадал электрод. Противополож- .ный конец световода направляли на приемник излучения через интерференционный светофильтр с максимумом пропускания на
о
длине волны 3&88 А и полосой пропускао
ния 20 А . Получаемый сигнал с приемника излучения, в качестве которого применяли фотоэлектронный умножитель ФЭУ-35А, подавали на осциллограф К-115, на осциллографе наблюдали сигнал величиной 30 мкА, и после времени, равного 10 мин, сигнал плавно спадал до постоянного значения, равного.11 мкА, Через некоторое время (примерно 1 ч 25 мин после начала сварки) сигнал Начал скачкообразно увеличиваться (в форме кратковременных, порядка 4 с, импульсов), Сварка была остановлена, и электрод перезатачивали, после чего возобновляли процесс сварки. При макроскопическом исследовании шва вольфрамовых включений в нем не обнаружено. В случае сварки без перёзаточки вольфрамового электрода после появления импульсов (скачков интенсивности излучения легирующей добавки) происходило разрушение кон-
Формула и 30бретеи и я
СПОСОБ ОПРЕДЕЛЕНИЯ РАБОТОСПОСОБНОСТИВОЛЬФРАМОВОГО. ЭЛЕКТРОДА С ЛЕГИРУЮЩИМИ ДОБАВКАМИ, при котором об износе электрода судят по изменению интенсивности спектрального излучения, отличающийся тем, что, с целью повышения точности, время работы электрода до его критического износа устанавливают равным Гкр (8 - 10} to,
р.
0
5
0
ца электрода и попадание его в сварной шов.
Пример 2. В процессе саарки тех же соединений наводили оптическую систему на дугу. В этом случае максимальный сигнал на осциллографе составлял 30 мкА в течение 12 мин сигнал уменьшался до величины 21 мкА. Перезаточку электрода производили через время, равное t ч 26 мин (критическое время работы электрода) после чего оц разрушается. Результаты, полученные в этом варианте, были аналогичны предыдущим.
Использование предложенного способа позволяет точно фиксировать момент разрушения электрода ео время сварки и исключить попадания в шов фольфрамрвых включений, а также поддерживать стабильно процесс сварки, что повышает качество сварных соединений за Счет снижения процента брака на 15-20%.. (66) Сварка в среде защитных и активных газов МДНТП. им.Ф.Э.Дззржинского, сборник 2. 1966, с.46-48.
где Гкр - время работы электрода до критического износа, с; to - время спада максимальной интенсивности леп-грующей
30 добавки материала электрода до величины 0,6 - 0,8 максимальной интенсивности при установившемся процессе сварки, с, а в случае резкого увеличения интенсивности спектральной линии в установившемся ре35 жиме считают электрод нерэботоспособ-. ным.
i::/::zz::22 ZZZ
г/
риг2
3to Itt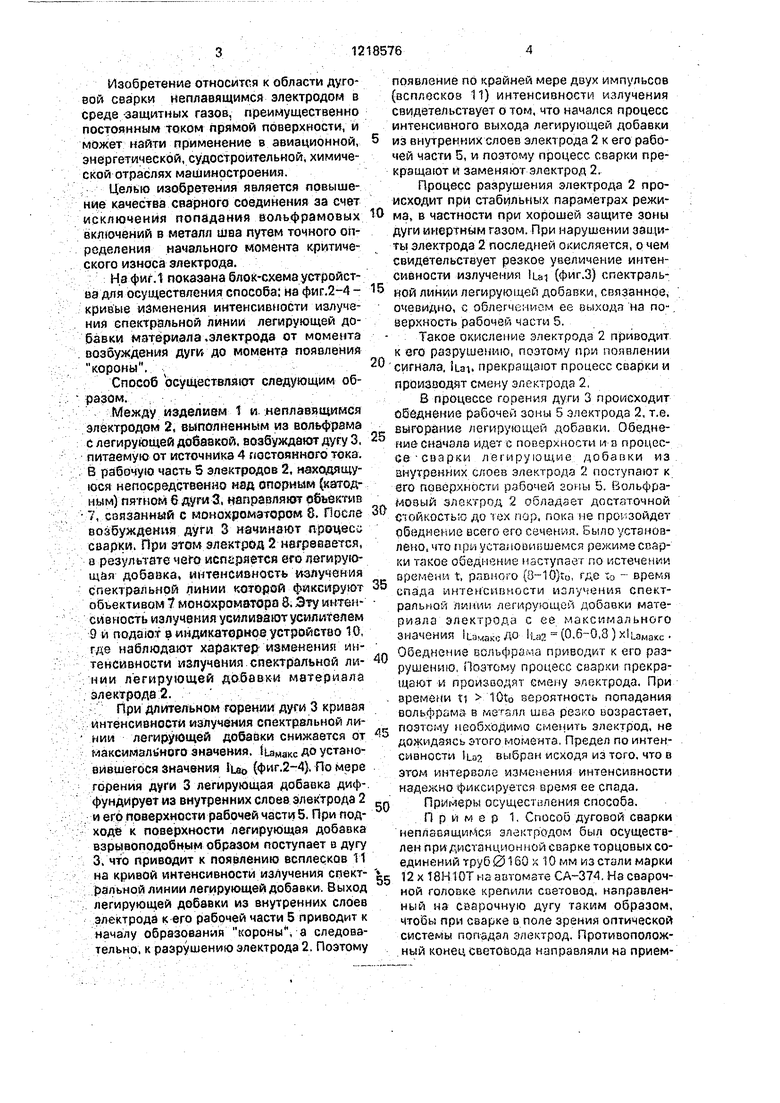
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки неплавящимся вольфрамовым электродом в среде защитных газов | 1989 |
|
SU1633624A1 |
| Способ определения работоспособности вольфрамового электрода | 1989 |
|
SU1633625A1 |
| Способ дуговой сварки неплавящимся электродом | 1984 |
|
SU1262831A1 |
| Неплавящийся электрод для дуговой сварки | 1984 |
|
SU1235085A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2232072C1 |
| Способ регулирования процессадугОВОй СВАРКи | 1978 |
|
SU793731A1 |
| Способ возбуждения дуги при точечной дуговой сварке в среде защитных газов | 1981 |
|
SU1038128A1 |
| Неплавящийся электрод для дуговой сварки и способ его изготовления | 1986 |
|
SU1341871A1 |
| Способ регулирования процесса электродуговой сварки | 1977 |
|
SU742065A1 |
н - 00 ел ON
м
§ «Ч
«
. : : /. -- .- / .. ФмЛ ,
Составитель Г.Тютченкова Редактор М.Вэсильева : Техред М.Моргентал
Заказ 3332
ТиражПодписное
НПО Поиск Р оспатента
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
Корректор М.Шароши
