Фиг 2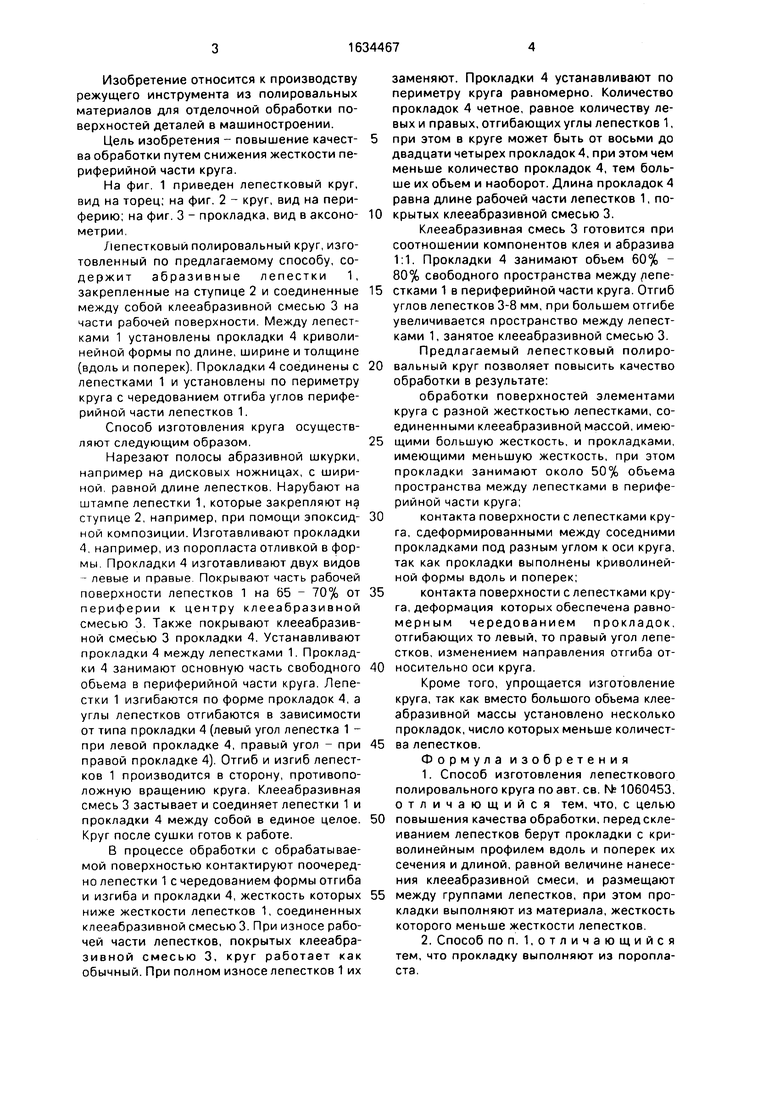
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
| Кожух теплоизоляции трубопроводов и способ его монтажа | 2018 |
|
RU2699321C1 |
| Круг полировальный | 1979 |
|
SU1108004A1 |
| Многодисковый инструмент | 1975 |
|
SU738856A1 |
| АРМИРОВАННАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА (ВАРИАНТЫ) | 1998 |
|
RU2151937C1 |
| Устройство для сборки пластин коллектора электрической машины в технологическое кольцо | 1988 |
|
SU1497675A2 |
| ФАЗОСДВИГАЮЩЕЕ УСТРОЙСТВО | 2005 |
|
RU2289831C1 |
| Устройство фиксации предметов в невесомости | 2019 |
|
RU2729899C1 |
| Устройство для управления процессом доения по четвертям вымени коровы | 2023 |
|
RU2820831C1 |
| УПЛОТНИТЕЛЬ ДЛЯ ПОЛИМЕРИЗАЦИОННОЙ ФОРМЫ (ВАРИАНТЫ), ПРОКЛАДКА ИЗ ЭЛАСТИЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2009 |
|
RU2412806C2 |
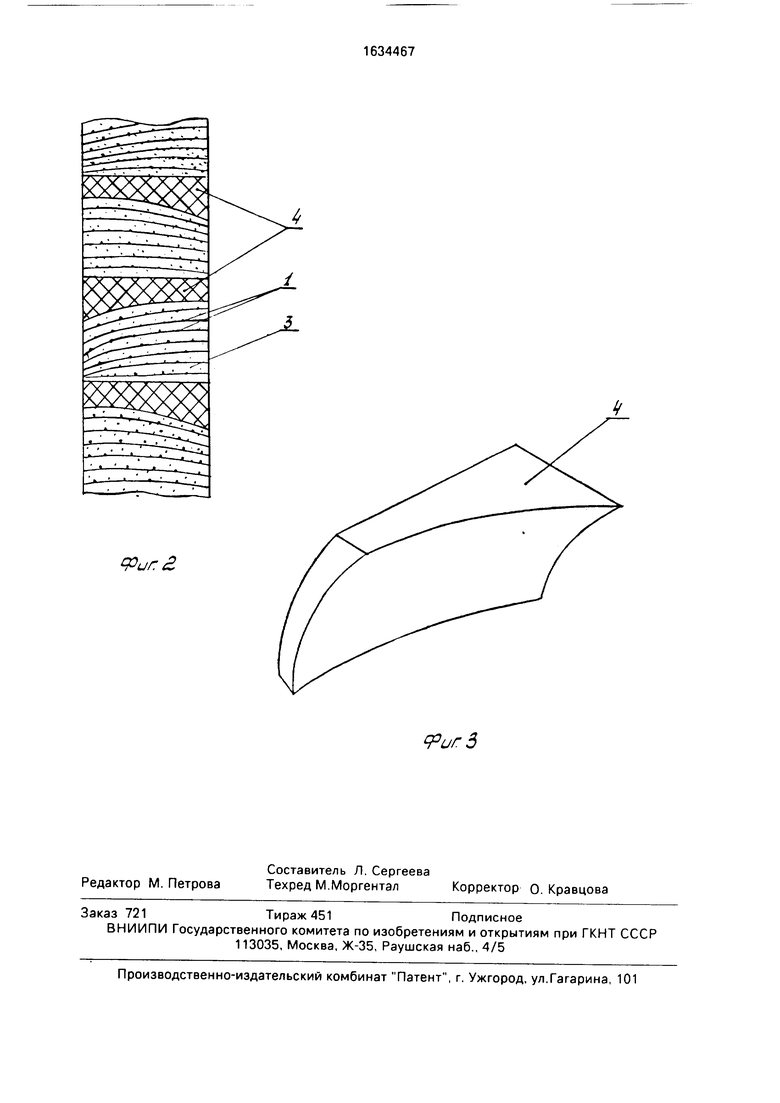
Изобретение относится к производству режущих инструментов из полировального материала для отделочной обработки поверхностей и позволяет повысить качество обработки путем снижения жесткости периферийной части круга. На ступице 2 группами размещают абразивные лепестки 1. Между группами лепестков располагают прокладки 4 из поропласта. Прокладки выполняют криволинейного профиля вдоль и поперек их сечения. Затем на прокладки и лепестки наносят клееабразивную смесь 3. Лепестки изгибают по форме прокладок. После сушки круг готов к работе. Причем длина прокладок равна величине нанесения клееабразивной смеси и равна 0,65 - 0,7 длины лепестков. 1 з.п.ф-лы. 3 ил.
ФигЗ
| Способ изготовления лепесткового полировального круга | 1982 |
|
SU1060453A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
