/5
(Л
ГЧ)
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пластинКОллЕКТОРА элЕКТРичЕСКОй МАшиНы ВТЕХНОлОгичЕСКОЕ КОльцО | 1979 |
|
SU830603A1 |
| Станок для сборки в пакет пластин и изоляционных прокладок коллекторов электрических машин | 1979 |
|
SU877671A1 |
| Устройство для сборки коллекторного пакета | 1981 |
|
SU1003220A1 |
| Устройство для сборки в пакет пластин коллекторов электрических машин | 1978 |
|
SU750622A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1070631A1 |
| Устройство для сборки коллекторного пакета | 1972 |
|
SU445954A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для сборки коллекторного пакета | 1986 |
|
SU1534587A1 |
| Станок для сборки в пакет пластин коллекторов электрических машин | 1972 |
|
SU504269A1 |
Изобретение относится к электромашиностроению и может быть использовано при сборке пластин коллектора в технологическое кольцо. Целью изобретения является расширение технологических возможностей путем обеспечения сборки пластин со ступенчатым профилем и укороченными по высоте прокладками. Устройство для сборки пластин коллектора электрической машины в технологическое кольцо содержит поворотную плиту 1, приемное устройство 2 с кольцевыми выступами 3 с каналами 9 и 10 для прохода коллекторных пластин 14 и изоляционных прокладок 15, ступенчатую оправку 11 для размещения коллекторных пластин и изоляционных прокладок, пуансон 21 с выступом 22. На поворотной плите 1 над приемным устройством 2 соосно с ним установлен элемент для предварительного обжатия пакета пластин, выполненный в виде втулки 6 с коническим отверстием 7 и гнезда 8 для установки технологических колец 5. Устройство содержит также лепестки, укрепленные по образующим цилиндрической поверхности меньшей ступени оправки напротив пазов большей ступени, при этом толщина лепестков равна ширине пазов. 5 ил.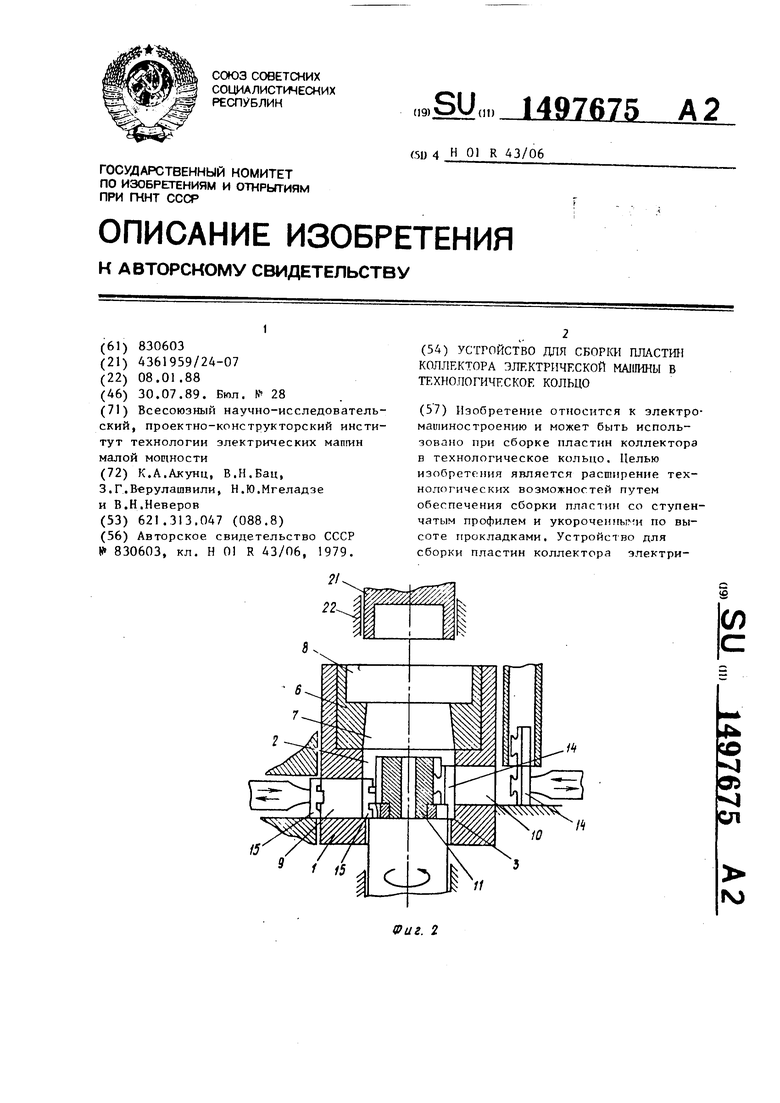
Фиг. 2
149
ческой машины в технологическое кольцо содержит поворотную плиту 1, приемное устройство 2 с кольцевыми выступами 3 с каналами 9 и 10 для прохода коллекторных пластин 14 и изоля1даонных прокладок 15, ступенчатую оправку для размещения коллекторных пластин и ИЗОЛЯ1Р1ОННЫХ прокладок, пуансон 21 с выступом 22, На поворотной плите 1 над приемным устройством 2 соосно с ним установИзобретение относится к электро- мапиностроению и может быть использовано при сборке пластин коллекто- ра в технологическое кольцо.
Целью изобретения является расширение технологических возможностей путем обеспечения сборки пластин со ступенчатым профилем и укороченными по высоте прокладками.
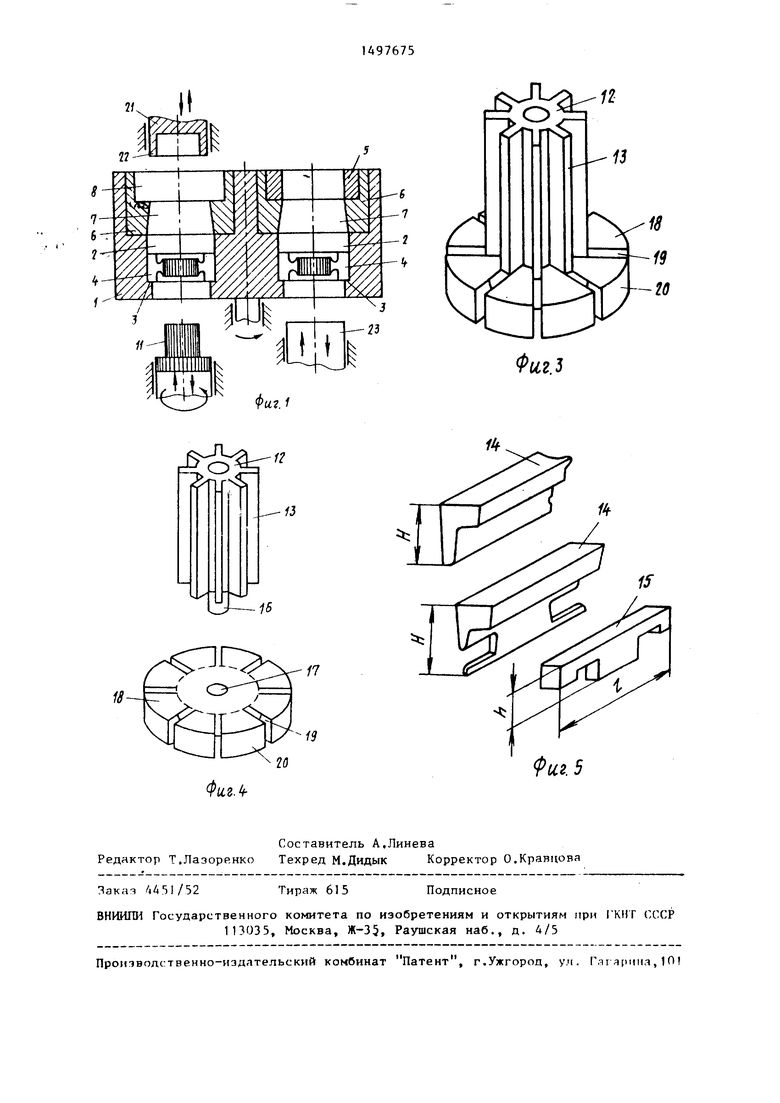
На фиг,1 изображено устройство для сборки пластин коллектора в технологическое кольцо,- обпшй вид; на фиг,2 - устройство в момент сборки пакета пластин; на фиг,3 -. оправка; на фиг,4 - верхний и нижний цилиндры оправки; на фиг,5 - коллекторная пластина со ступенчатым медным профилем и изоляционная прокладка, уко- роченная по высоте.
Устройство для сборки пластин коллектора электрической машины в технологическое кольцо содержит поворотную плиту 1 (фиг,1), связанную с механизмом ее поворота (не показан и снабженную, например, двумя приемными устройствами 2 с кольцевыми выступами 3 для сборки пакета пластин А, Диаме тр приемного устройства 2 больше, мрм диаметр пакета пластин 4 на величину, необходимую для свободного перемещения пластин относительн друг друга в вертикальном направлении и поворота пакета 4 в процессе
его набора. Величина кольцевого выступа 3 должна быть достаточной для удержания собранного пакета пластин в приемном устройстве 2, Вторая половина рабочей части коллекторной пластины, выступающая за кольцевой выступ 3, необходима для транспортировки пакета при его запрессовке в технологическое кольцо 5, На поволен элемент для предварительного обжатия пакета.пластин, выполненный в виде втулки 6 с коническим отверстием 7 и гнезда 8 для установки технологических колец 5. Устройство содержит также лепестки, укрепленные по образующим цилиндрической поверхности меньшей ступени оправки напротив пазов большей ступени, при этом толщина лепестков равна пгирине пазов, 5 ил,
0
5
0 5
0 5
0
,
ротной плите 1 над приемныг- устройством 2 соосно с ним установлен элемент для предварительного обжатия пакета пластин 4, выполненный в виде втулки 6 с коническим отверстием 7 и гнезда 8 для установки технологических колец 5, Поворотная плита 1 имеет два канала 9 и 10 (фиг , 2) для прохода коллекторных пластин и изоляционных прокладок. Под поворотной плитой 1 (фиг,1) в зоне сборки пакета пластин приемного устройства 2 соосно с ним расположена оправка 11, связанная с механизмом поворота и перемещения в вертикальном положении (не показан). Оправка 11 (фиг,3) выполнена ступенчатой из двух отдельных цилиндров различного диаметра,
По образующим цилиндрической поверхности меньшей ступени 12 оправки укреплены лепестки 13, высота которых равна разности ьысот (Н - h) коллекторной пластины 14 и изоляционной прокладки 15 (фиг,5), а толщина не больгае толщины изоляционной прокладки. Большая 16 оправки 11 - посадочная и ее наружный диаметр равен диаметру центрального отверстия 17 нижнего цилиндра 18 большег-о диаметра, высота которого равна примерно половине длины изоляционной прокладки 1, Наружная поверхность цилиндра 18 имеет соосно расположенные с лепестками 13 пазы 19 для размещения изоляционных прокладок, которые для свободного ввода последних выполнены со входными фасками. Выступы 20 цилиндра 18, образующие пазы 19, предназначены для установки коллекторных пластин по торцу между изоляционными прокладками, размещенными в пазах 19, Причем количество пазов 19 и
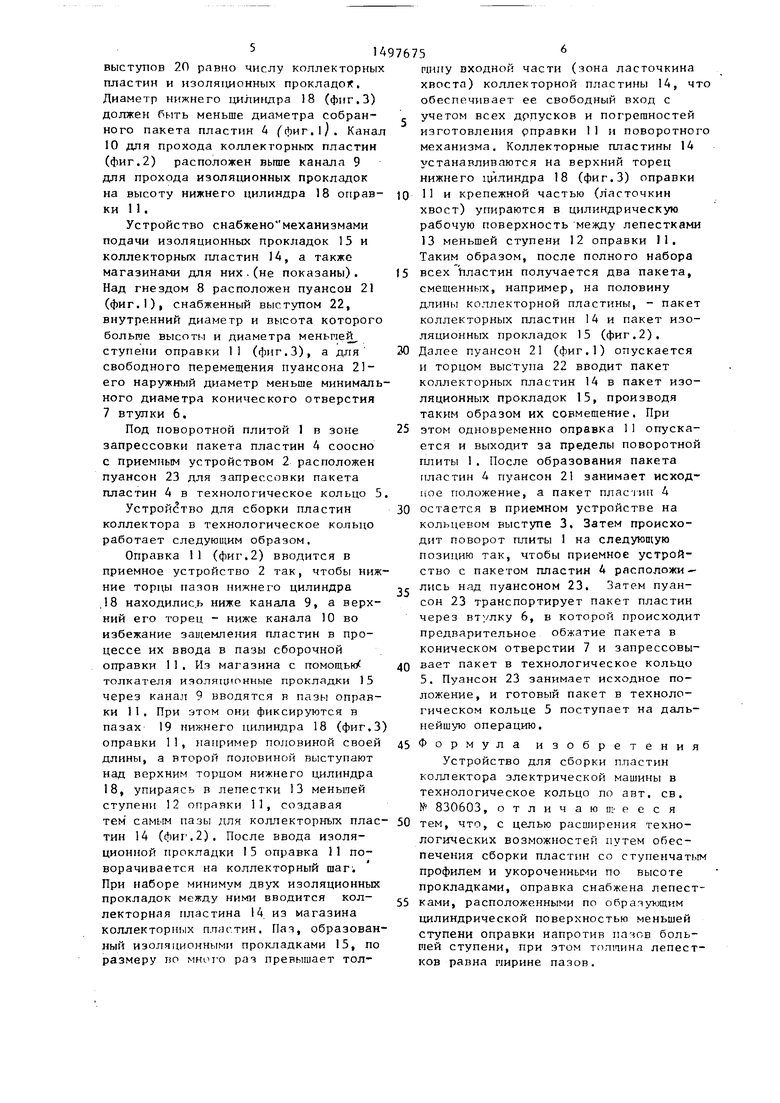
выступов 20 равно числу коллекторных пластин и НЗОЛЯ1ЩОННЫХ прокладок. Диаметр нижнего цилиндра 18 (фиг.З) должен быть меньше диаметра собранного пакета пластин А ( фиг.О. Канал 10 для прохода коллекторных пластин (фиг.2) расположен вьппе канала 9 для прохода изоляционных прокладок на высоту нижнего цилиндра 18 оправки 1 1 .
Устройство снабжено механиэмами подачи изоляционньсх прокладок 15 и коллекторных пластин 14, а также магазинами для них.(не показаны). Над гнездом 8 расположен пуансон 21 (фиг.1), снабженный выступом 22, внутренний диаметр и высота которого больше высоты и диаметра меньпей ступени оправки 11 (фиг.З), а для свободного перемещения пуансона 21- его наружный диаметр меньше минимального диаметра конического отверстия 7 втулки 6.
Под поворотной плитой 1 в зоне запрессовки пакета пластин 4 соосно с приемным устройством 2 расположен пуансон 23 для запрессовки пакета пластин А в технологическое кольцо 5
Устройство для сборки пластин коллектора в технологическое кольцо работает следующим образом.
Оправка 11 (фиг.2) вводится в приемное устройство 2 так, чтобы нижние торцы пазов нижнего цилиндра ,18 находились ниже канала 9, а верхний его торец - ниже канала 10 во избежание защемления пластин в процессе их ввода в пазы сборочной оправки 1 1 , Из магазина с помощьнХ толкателя изоляш онные прокладки 15 через канал 9 вводятся в пазы оправки 11, При этом они фиксируются в пазах 19 нижнего цилиндра 18 (фиг.З оправки 11, например половиной своей длины, а второй половиной выступают над верхним торцом нижнего цилиндра 18, упираясь в лепестки 13 меньшей ступени 12 оправки 11, создавая тем самым пазы для коллекторных пластин 14 (фиг,2). После ввода изоля- ционнор прокладки 15 оправка 11 поворачивается на коллекторный шаг; При наборе минимум двух изоляционных прокладок между ними вводится коллекторная пластина 14 из магазина коллекторных пластин. Паз, образованный изоляционными прокладками 15, по размеру во мнот о раз превышает толщину входной части (зона ласточкина хвоста) коллекторной пластины 14, что обеспечивает ее свободный вход с учетом всех дрцусков и погрешностей изготовления рправки 11 и поворотного механизма. Коллекторные пластины 14 устанавливаются на верхний торец нижнего 1у1линдра 18 (фиг.З) оправки
11 и крепежной частью (ласточкин хвост) упираются в цилиндрическую рабочую поверхность между лепестками 13 меньшей ступени 12 оправки П. Таким образом, после полного набора
всех Пластин получается два пакета, смещенных, например, на половину длины коллекторной пластины, - пакет коллекторных пластин 14 и пакет изоляционных прокладок 15 (фиг.2).
Далее пуансон 21 (фиг.1) опускается и торцом выс тупа 22 вводит пакет коллекторных пластин 14 в пакет изоляционных прокладок 15, производя таким образом их совмещение. При
этом одновременно оправка 1I опускается и выходит за пределы поворотной плиты 1, После образования пакета гшастин 4 пуансон 21 занимает исходное положение, а пакет пласч ин 4
остается в приемном устройстве на кольцевом выступе 3, Затем происходит поворот плиты 1 на следующую позицию так, чтобы приемное устройство с пакетом пластин 4 расположи лись над пуансоном 23, Затем пуансон 23 транспортирует пакет пластин через втулку 6, в которой происходит предварительное обжатие пакета в коническом отверстии 7 и запрессовывает пакет в технологическое кольцо 5. Пуансон 23 занимает исходное положение, и готовый пакет в технологическом кольце 5 поступает на дальнейшую операцию.
Формула изобретения
Устройство для сборки пластин коллектора электрической машины в технологическое кольцо по авт, ев, № 830603, отличаю щ-ееся
тем, что, с целью расширения технологических возможностей путем обеспечения сборки пластин со ступенчатым профилем и укороченными по высоте прокладками, оправка снабжена лепестками, расположенными по образующим цилиндрической поверхностью меньшей
ступени оправки напротив пазов большей ступени, при этом толщина лепестков равна ширине пазов.
Mf
Фиг. f
о
13
16
i3
Фиг.
Составитель А.Линева Редактор Т.Лазорр.нко Техред М.Дидык Корректор 0.Кравцова
Заказ . 4 51/52
Тираж 615
ВНИИПИ Государственного комитета по изобретениям и открытиям при 1 КНТ СССР 113035, Москва, Ж-35, Раушская наб., д, 4/5
n
«
Фиг.}
иг.5
Подписное
| Устройство для сборки пластинКОллЕКТОРА элЕКТРичЕСКОй МАшиНы ВТЕХНОлОгичЕСКОЕ КОльцО | 1979 |
|
SU830603A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
