Фиг. 2
Изобретение относится к обработке отверстий в деталях.
Цель изобретения - повышение точности обработки и упрощение конструкции инструмента.
На фиг. 1 изображен инструмент, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вариант выполнения инструмента в сечении А-А.
Инструмент состоит из загнутой упру- гой металлической ленты 1 или двух лент. Упругая лента 1 выполняется, например, из стали 65Г, 50ХФА, 70ХФА, У7 и т.д. способом холодной прокатки или может быть тер- мообработанной. Она имеет толщину в зависимости от диаметра обрабатываемого отверстия (диапазона отверстий) от нескольких десятков микрон и толще. Форма изгиба ленты придается ей или до ее использования или лента 1 загибается по фор- ме отверстия во время ее вставления в прорези втулки 2. Последняя выполняется из легкого материала, например дюралюминия. Она навинчивается на оправку 3, выполненную, например, тоже из дюралюминиевой трубки. Ленты 1 распираются пружинными отрезками проволоки 4, а чтобы компенсировать большую упругость ленты противоположные концы лент могут быть связаны пружинками.
На поверхность металлической ленты, которая контактирует с обрабатываемой поверхностью, наклеивается абразивная лента 5, которая представляет собой широко распространяемые для наружного ленточ- ного шлифования шлифовальные ленты. Эта лента крепится на упругой ленте 1 посредством нанесенного с ее тыльной стороны клейкого вещества.
Перед работой лента 1 вставляется в прорезь втулки 2, на ленту 1 наклеивается абразивная лента 5, и инструмент готов к работе , хотя лента 5 может наклеиваться на ленту 1 и ранее. При вращении втулки 2 лента 1 за счет упругих и центробежных сил прижимает абразивную ленту 5 к обрабатываемой поверхности отверстия. Биение втулки 2 не влияет на биение ленты 1, так как эта лента просто проскальзывает в пазе втулки 2.
Абразив также может быть нанесен непосредственно (например, гальваноспособом) на рабочий участок лент 1.
Предлагаемый инструмент при простоте конструкции и снижении металлоемкости позволяет повысить точность обработки за счет уменьшения величины его биения.
Формула изобретения
1.Упругий инструмент для обработки отверстий, содержащий корпус и несущий рабочий элемент части, отличающийся тем, что, с целью повышения точности обработки и упрощения конструкции инструмента, корпус выполнен в виде втулки со сквозными радиальными прорезями, расположенными диаметрально одна другой, а несущая часть выполнена в виде упругой металлической ленты, концы которой закреплены в указанных прорезях.
2.Инструмент по п. 1,отличающий- с я тем, что рабочий элемент выполнен в виде нанесенного на наружную часть металлической ленты абразивного слоя.
3.Инструмент поп. 1,отличающий- с я тем, что рабочий элемент выполнен в виде абразивной ленты с нанесенным на ее нерабочей стороне клейким веществом.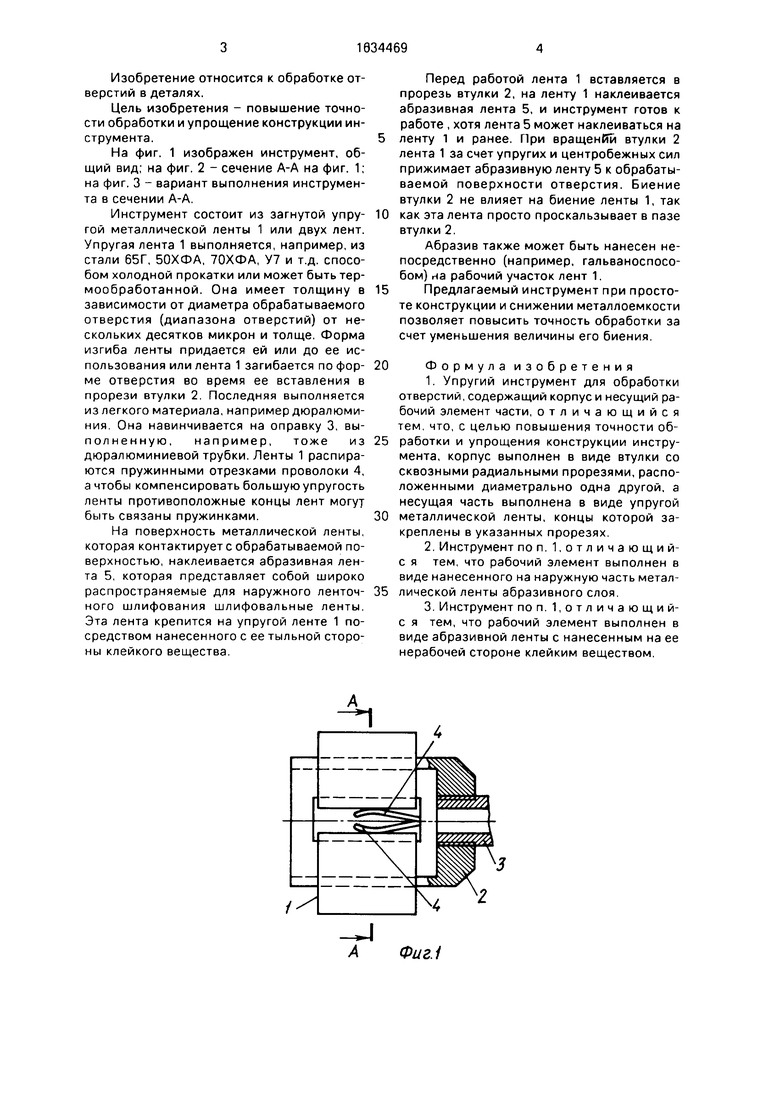
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРУГИЙ ПРЕРЫВИСТЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2002 |
|
RU2212327C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ПРЕРЫВИСТЫМ ИНСТРУМЕНТОМ | 2002 |
|
RU2215636C1 |
| УПРУГИЙ ВИНТОВОЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2002 |
|
RU2217294C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ВИНТОВЫМ ИНСТРУМЕНТОМ | 2002 |
|
RU2215637C1 |
| УПРУГИЙ ВИНТОВОЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307021C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2307018C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1993 |
|
RU2053109C1 |
| Способ бесцентрового шлифования торца цилиндрической детали | 1977 |
|
SU944879A1 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |

Изобретение относится к обработке отверстий и позволяет повысить точность обработки и упростить конструкцию инструмента. Для этого в упругом инструменте, содержащем корпус и несущую рабочий элемент часть, корпус выполнен в виде втулки 2 со сквозными радиальными прорезями, расположенными диаметрально одна другой. Несущая часть выполнена в виде упругой металлической ленты 1, концы которой закреплены в указанных прорезях. Рабочий элемент при этом может быть выполнен в виде нанесенного на наружную часть металлической ленты абразивного слоя и (в другом случае) в виде абразивной ленты 5 с нанесенным на ее рабочей стороне клейким веществом. 2 з.п.ф-лы, 3 ил.
л
А Фиг. /
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
