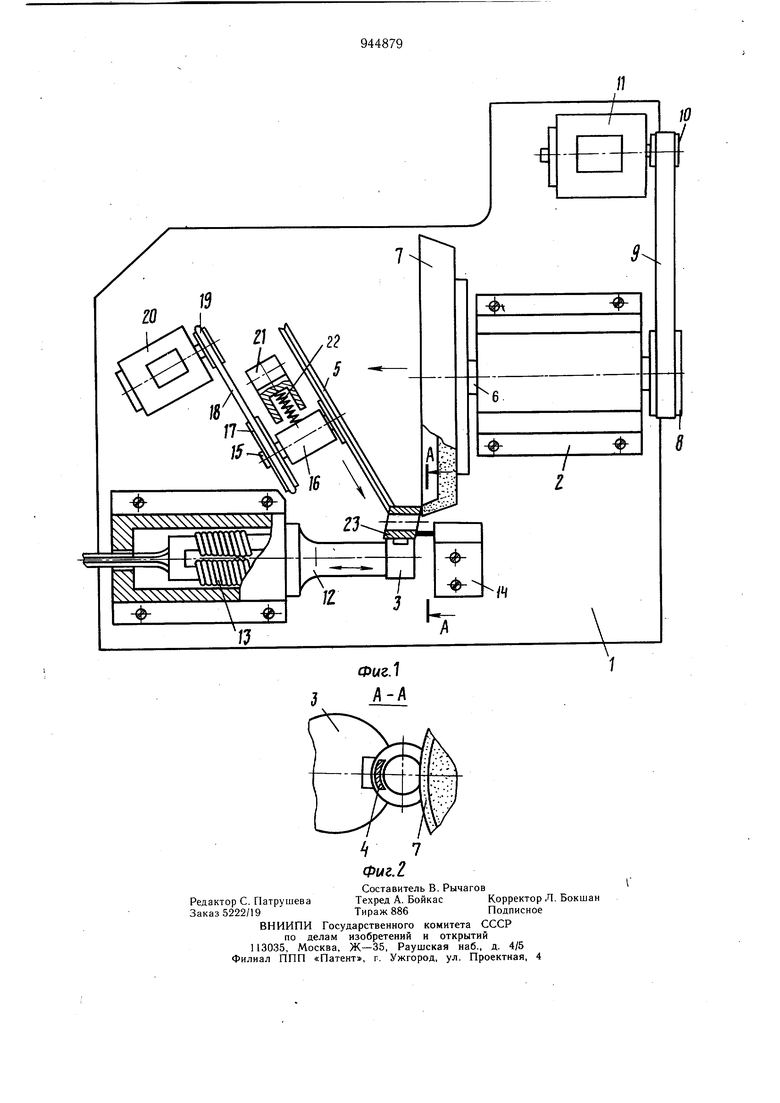
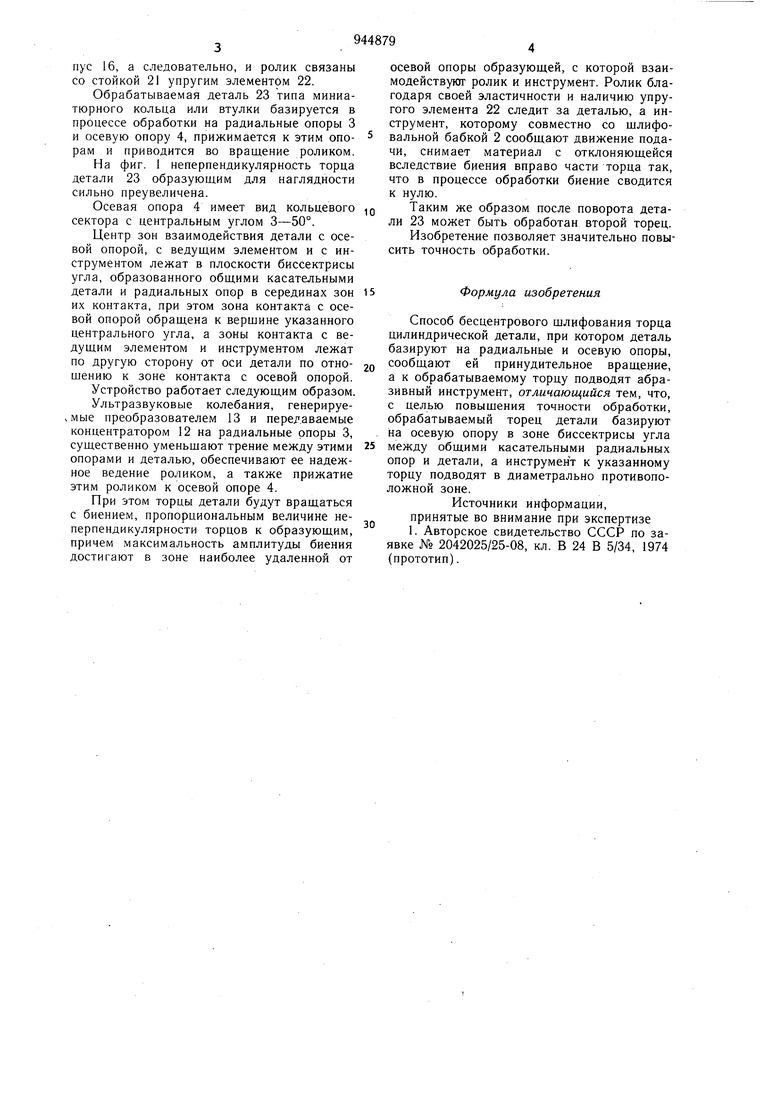
Изобретение относится к металлообработке, в частности к способам шлифования миниатюрных цилиндрических деталей типа колец подшипников. Известен способ бесцентрового шлифования торца цилиндрической детали, при котором деталь базируют на радиальные и осевую опоры, сообшают ей принудительное вращение, а к обрабатываемому торцу подводят абразивный инструмент 1. Недостатком известного способа является то, что на точность обработки торца детали влияет биение (неперпендикулярность) базового торца относительно образуюшей детали. Це,1ь изобретения - повышение точности обработки за счет минимизации биения торца относительно наружной цилиндрической поверхности. Указанная цель достигается тем, что в способе бесцентрового шлифования торца цилиндрической детали, при котором деталь базируют на радиальные и осевую опоры, сообщают ей принудительное вращение, а к обрабатываемому торцу подводят абразивный инструмент, обрабатываемый торец детали базируют на осевую опору в зоне биссектрисы угла между общими касательными радиальных опор и детали, а инструмент к указанному торцу подводят в диаметрально противоположной зоне. На фиг. 1 изображено устройство для реализации способа; на фиг. 2 - разрез А-А на фиг. 1 (в увеличенном масштабе). На основании 1 установлены шлифовальная бабка 2, радиальные опоры 3, осевая опора 4 и фрикционный привод 5. Шлифовальная бабка 2 снабжена шпинделем 6, смонтированным в подшипниках и несущим абразивный инструмент 7 и шкив 8. Последний связан ремнем 9 со щкивом 10 двигателя 11. Радиальные опоры 3 связаны с концентратором 12, закрепленным на основании ультразвукового преобразователя 13, а осевая опора 4 связана с основанием посредством держателя 14. Фрикционный привод 5 выполнен в виде эластичного, например обрезиненного, ролика,закрепленного на валу 15. Последний смонтирован в подшипниках корпуса 16 и несет шкив 17, связанный ремнем 18 со шкивом 19 двигателя 20. Корпус 16, а следовательно, и ролик связаны со стойкой 21 упругим элементом 22.
Обрабатываемая деталь 23 типа миниатюрного кольца или втулки базируется в процессе обработки на радиальные опоры 3 и осевую опору 4, прижимается к этим опорам и приводится во вращение роликом.
На фиг. 1 неперпендикулярно.сть торца детали 23 образующим для наглядности сильно преувеличена.
Осевая опора 4 имеет вид кольцевого сектора с центральным углом 3-50°.
Центр зон взаимодействия детали с осевой опорой, с ведущим элементом и с инструментом лежат в плоскости биссектрисы угла, образованного общими касательными детали и радиальных опор в серединах зон их контакта, при этом зона контакта с осевой опорой обращена к верщине указанного центрального угла, а зоны контакта с ведущим элементом и инструментом лежат по другую сторону от оси детали по отнощению к зоне контакта с осевой опорой.
Устройство работает следующим образом.
Ультразвуковые колебания, генерируе. мые преобразователем 13 и передаваемые концентратором 12 на радиальные опоры 3, существенно уменьщают трение между этими опорами и деталью, обеспечивают ее надежное ведение роликом, а также прижатие этим роликом к осевой опоре 4.
При этом торцы детали будут вращаться с биением, пропорциональным величине неперпендикулярности торцов к образующим, причем максимальность амплитуды биения достигают в зоне наиболее удаленной от
осевой опоры образующей, с которой взаимодействуют ролик и инструмент. Ролик благодаря своей эластичности и наличию упругого элемента 22 следит за деталью, а инструмент, которому совместно со щлифовальной бабкой 2 сообщают движение подачи, снимает материал с отклоняющейся вследствие биения вправо части торца так, что в процессе обработки биение сводится к нулю.
Таким же образом после поворота детали 23 может быть обработан второй торец.
Изобретение позволяет значительно повысить точность обработки.
Формула изобретения
Способ бесцентрового щлифования торца цилиндрической детали, при котором деталь базируют на радиальные и осевую опоры, сообщают ей принудительное вращение, а к обрабатываемому торцу подводят абразивный инструмент, отличающийся тем, что, с целью повыщения точности обработки, обрабатываемый торец детали базируют на осевую опору в зоне биссектрисы угла между общими касательными радиальных опор и детали, а инструмент к указанному торцу подводят в диаметрально противоположной зоне.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2042025/25-08, кл. В 24 В 5/34, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для базирования и вращения деталей типа колец | 1979 |
|
SU944878A1 |
| Способ базирования вращающейся детали | 1985 |
|
SU1454655A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Устройство для бесцентровой обработки на башмаках | 1972 |
|
SU512030A1 |
| Автомат для шлифования игольчатых деталей | 1981 |
|
SU1020210A1 |
| Способ подготовки к работе станка для бесцентровой абразивной обработки | 1991 |
|
SU1825710A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Автомат для выполнения технологических операций с деталями типа колец подшипников | 1978 |
|
SU899330A1 |
| Устройство для шлифования деталей | 1980 |
|
SU891361A2 |
| Станок для шлифования торцов пружин | 1988 |
|
SU1548015A1 |