Изобретение относится к области технологии крашения и отделки полимерных материалов, в частности к способу крашения эластичных пенополиуретанов, используемых в радиопромышленности.
Целью изобретения является повышение глубины и равномерности прок- раса, упрощение технологического процесса при сохранении физико-механических и электроакустических параметров.
Пример 1. Детали из эластичного пенополиуретана ППУ 2-20 помещают в стаканы, в каждом из которых имеется приспособление в виде поршневой тарелки с перфорацией, причем
тарелкам сообщено возвратно-посту-. пательное движение, позволяющее отжимать детали в процессе крашения под воздействием определенного механического давления. Крашение ведут в автоклаве. Детали погружают в водную суспензию дисперсного кра- сителяжелтого 3 концентрации 0,3 г/л с добавкой 0,3 г/л алкилсульфоната натрия при , подают на тарелки давление 1,510 Па, снимают давление через 3 с, повторяют сжатие через каждые 5 мин. Окрашивание проводят в течение 15 мин, затем образцы промывают теплой водой с добавкой 0,2 г/л алкилсульфоната натрия в течение 2 мин, далее промывают холодО
СО
о
4
СО
со
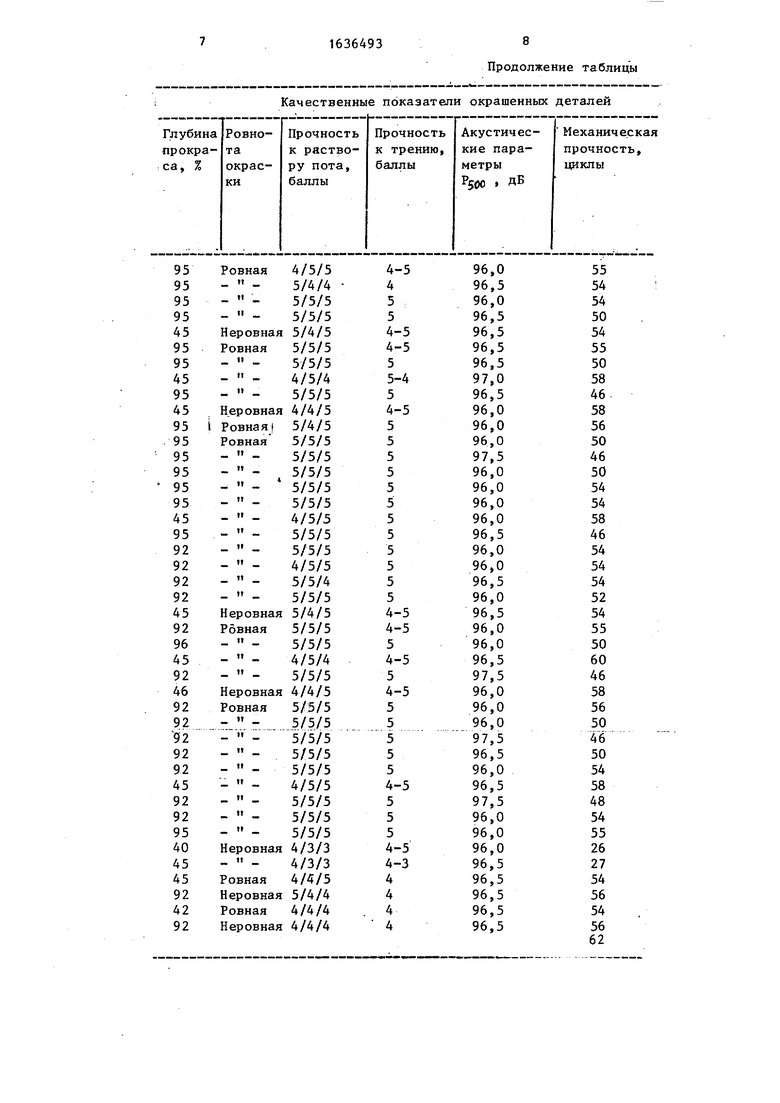
ой водой и сушат. Получают яркую краску с глубиной прокраса 95%, хоошей равномерностью, с прочностью краски к поту 5/5/5, к трению 5 аллов, с механической прочностью 54 цикла и чувствительностью (уровнем звукового давления) на частоте 500 Гц Р500 96 дБ.
Примеры 2-45. Крашение проводят аналогично примеру 1 на пеноолиуретане ППУ 2-20.
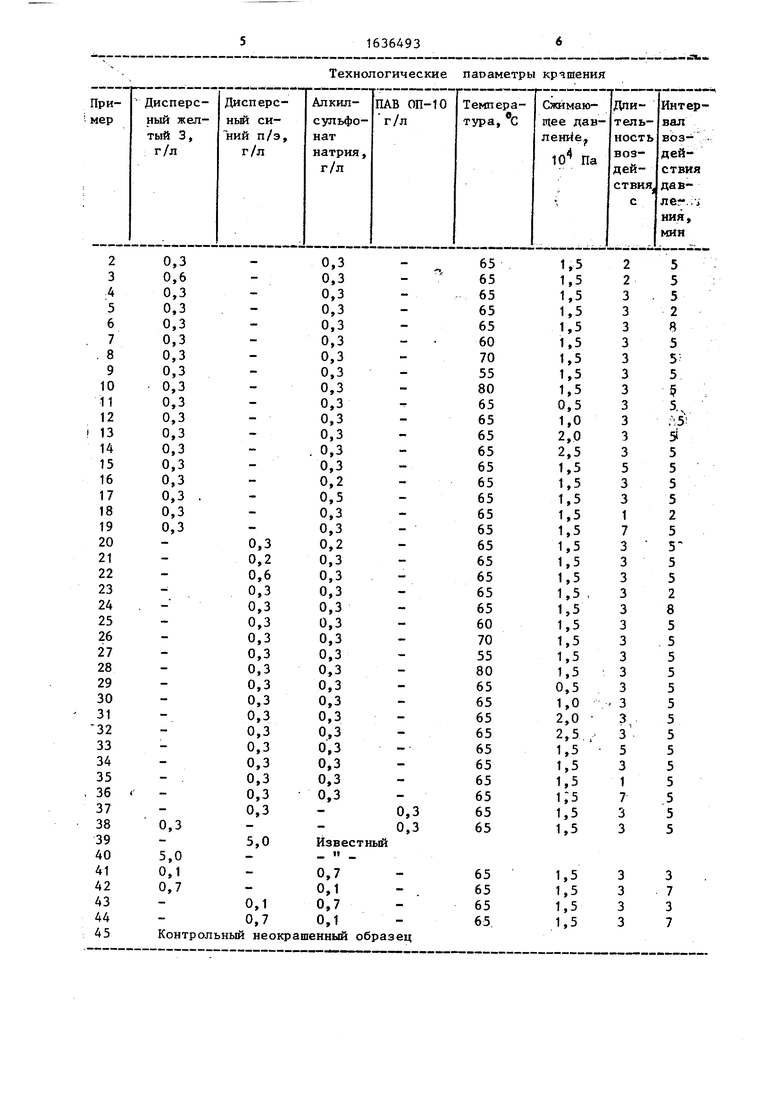
Технологические параметры крашения и качественные показатели окрашенных даталей из пенополиуретана ПУ 2-20 приведены в таблице.
Как следует из таблицы, оптимальными параметрами крашения деталей являются концентрация красителя 0,2 - 0,6 г/л, концентрация алкилсульфоната натрия 0,2 - 0,5 г/л в красильном растворе, температура процесса 65±, +5°С, сжимающее давление (1-2).-104Па при длительности воздействия давления 2-5 с, интервал воздействия давением 3-7 мин.
С увеличением концентрации красителя свыше 0,6 г/л (примеры 42 и 44) возрастает глубина прокраса, однако при этом снижается прочность окраски к поту и трению. Концентрация алкилсульфоната меньше 0,2 г/л является недостаточной для солюбилизации красителя, а свыше 0,5 г/л вызывает повышенное пенообоазование. При температуре меньше 60°С (примеры 9 и 27) невозможно получение ярких насыщенных окрасок, повышение температуры на 15-20°С влечет за собой значительную деструкцию и усадку деталей (примеры 10 и 28).
Величина сжимающего давления менее Па и длительность сжимающего действия менее 2 с являются недостаточными для достижения высокой глубины прокраса (примеры 11, 18, 29 .и 35), а увеличение давления свыше 2 10 Па и продолжительности воз-
0
5
0
0
5
0
5
действия более 5 с приводит к снижению механической прочности деталей на 8-10% (примеры 14, 32, 19 и 36). Уменьшение интервала воздействия до 3 мин нерационально, а при увеличении его свыше 5 мин наблюдается неровнота окраски. Акустические па- :раметры деталей для стереотелефонов, на одном уровне во всех примерах на частоте 500 Гц, чувствительность
Р500 ДБВ ходе процесса по сравнению с известным способом снижается число стадий - устраняются стадии травления, нейтрализации и промывки, при этом снижается расход химикатов и красителей, трудоемкость процесса крашения, механическая прочность сохраняется на уровне неокрашенных деталей. Улучшаются условия труда, снижаются расход сточных вод и количество трудновыводимых из них веществ .
Формула изобретения
Способ крашения деталей головных стереотелефонов из эластичных пенополиуретанов обработкой их водной суспензией дисперсного красителя в присутствии поверхностно-активного вещества при 65+. последующей промывкой , отличающийся тем, что, с целью повышения глубины и равномерности прокраса, упрощения технологического процесса при сохранении физико-механических и электроакустических параметров, в качестве поверхностно-активного вещества используют алкилсульфонат натрия с концентрацией 0,2 - 0,5 г/л, концентрацию дисперсного красителя поддерживают 0,2 - 0,6 г/л, и обработку деталей ведут при периодическом сжатии из давлением (1-2)«10 Па в течение 2-5 с с интервалом времени 3-7 мин в течение 15-20 мин
Технологические параметры крушения

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОКРАШИВАНИЯ И ТЕКСТУРИРОВАНИЯ ПОВЕРХНОСТИ ПОЛИМЕРОВ И СОСТАВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2006 |
|
RU2316626C1 |
| КОМПОЗИЦИЯ ДЛЯ КРАШЕНИЯ ТЕРМОСТОЙКОЙ ТКАНИ | 2012 |
|
RU2494181C1 |
| СОСТАВ ДЛЯ ПОВЕРХНОСТНОГО ОКРАШИВАНИЯ ПОЛИМЕРОВ | 1994 |
|
RU2072403C1 |
| Состав для крашения хлопчатобумажных текстильных материалов и способ его получения | 1982 |
|
SU1199849A1 |
| Способ крашения суровых целлюлозных тканей кубовыми красителями | 1980 |
|
SU1002432A1 |
| Способ крашения текстильного материала из полиэфирных волокон | 1988 |
|
SU1613516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКРАШЕННЫХ КОЖ | 1999 |
|
RU2151191C1 |
| СПОСОБ ВЫРАБОТКИ ТЕРМОУСТОЙЧИВОЙ ЮФТИ ДЛЯ ВЕРХА ОБУВИ ИЗ ШКУР КРУПНОГО РОГАТОГО СКОТА МОКРОСОЛЕНОГО МЕТОДА КОНСЕРВИРОВАНИЯ | 1998 |
|
RU2133779C1 |
| Способ крашения полиэфирных волокон | 1987 |
|
SU1617072A1 |
| СПОСОБ КРАШЕНИЯ ИЛИ ПЕЧАТАНИЯ КУБОВЫМИ КРАСИТЕЛЯМИ ХЛОПЧАТОБУМАЖНЫХ ВОЛОКОН | 1933 |
|
SU40946A1 |
Изобретение относится к кра- сильно-отделочному прозводству, в частности к способу крашения деталей головных стереотелефонов из эластичных пенополиуретанов. Изобретение позволяет повысить глубину прокраса с 45 до 96% и равномерность окраски, упростить технологический процесс (исключить стадии травления, нейтрализации и- промывки) при сохранении физико-механических и электроакустических параметров. Способ состоит в том, что детали из указанного материала обрабатывают водной суспензией дисперсного красителя 0,2 - 0,6 г/л в присутствии 0,2 - 0,5 г/л алкилсульфоната натрия при периодическом сжатии давлением (1-2)хЮ Па в течение 2-5.с с интервалом времени 3-7 мин в течение 15-20 мин. 1 табл. (Л
2 3 4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 5 36 7 8 9 0 1 2 3 4 5
0,3 0,6 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3
0,3
5,0 0,1 0,7
0,3 0,2 0,6 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3
5,0
0,1 0,7
0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,2 0,5 0,3 0,3 0,2 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3
Известный If
0,7 0,1 0,7 0,1
0,3 0,3
Контрольный неокрашенный образец
0,3 0,3
Продолжение таблицы
| Осинковская Г.В., Лисоцкая Д.Л., Кинаш В.Г | |||
| Окрашивание изделий из эластичного пенополиуретана: Сб.: Обмен опытом в радиопромышленности, 1985, N 10, с.21. |
