Изобретение относится к дуговой сварке модулированным током и может быть использовано в строительстве, машиностроении и других отраслях промышленности.
Цель изобретения - повышение качества сварных швов путем обеспечения сварки в режиме модулированного тока и снижение стоимости сварочного оборудования.
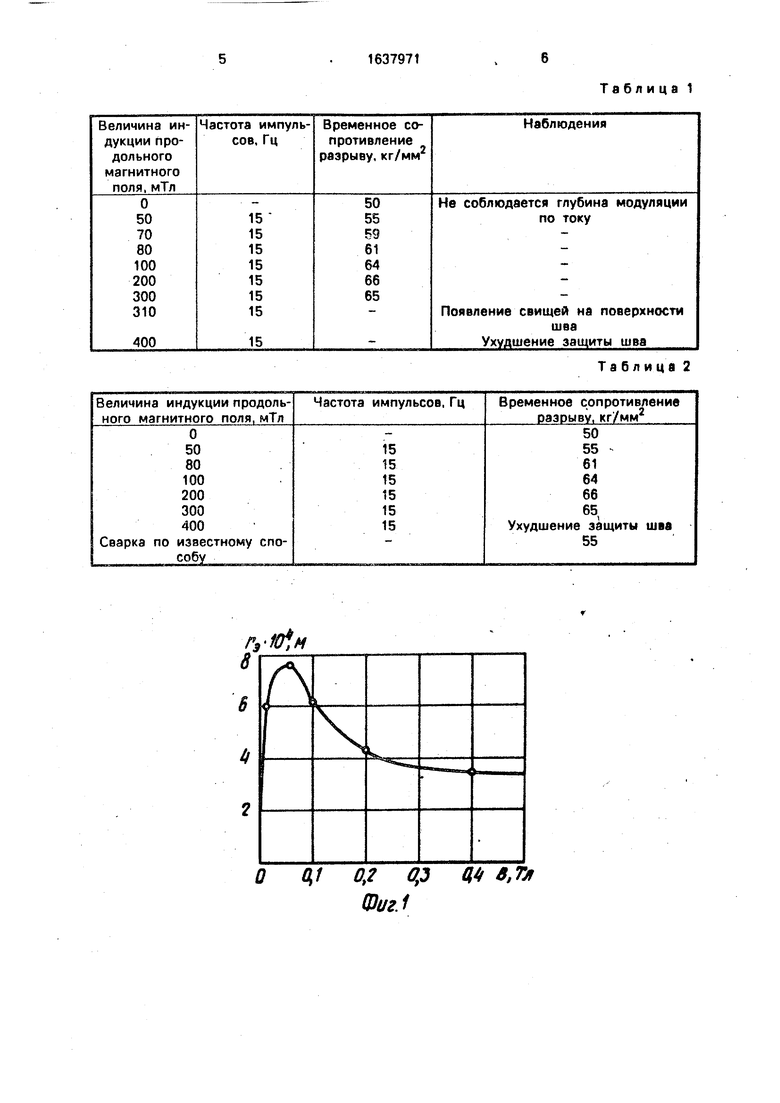
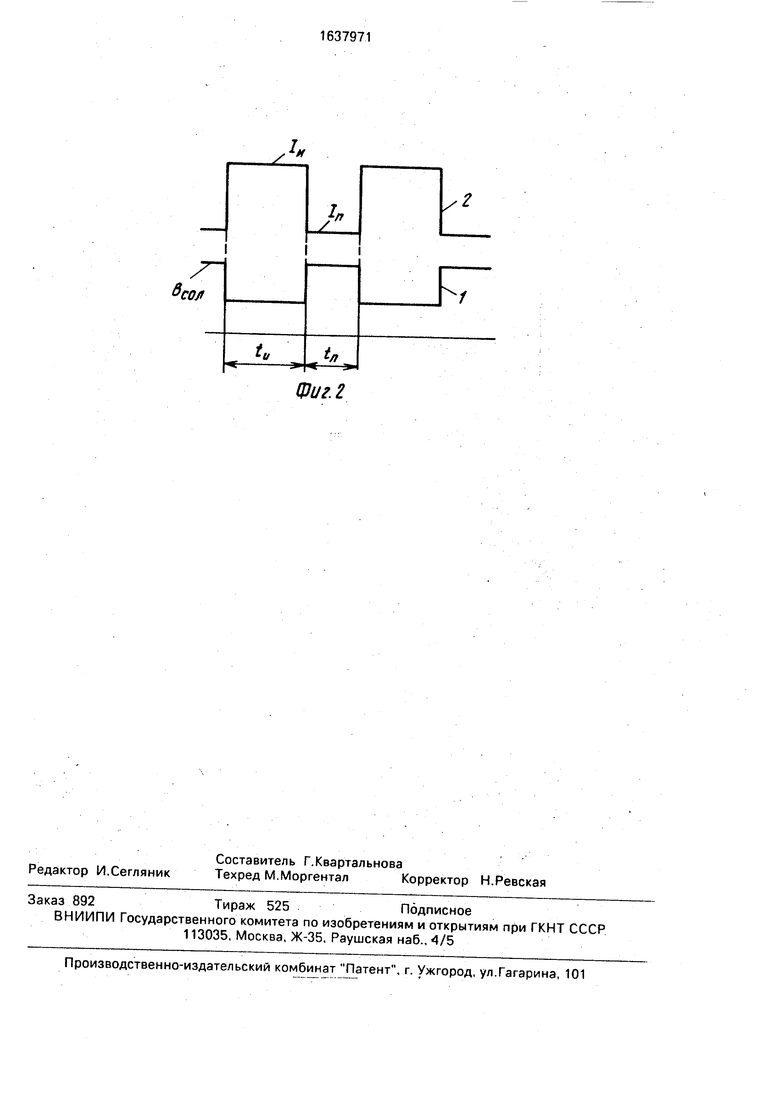
На фиг.1 показана зависимость радиуса дуги от величины индукции управляющего магнитного поля; на фиг.2 - представлен график, поясняющий предложенный способ изменения во времени величины тока сварки и величины индукции магнитного поля,
В предложенном способе сварки дугой, управляемой продольным переменным магнитным полем, используют управляющее продольное магнитное поле с частотой 10- 25 Гц при величине индукции 80-300 мТл.
В предложенном способе амплитуду и частоту сварочного тока изменяют за счет изменения величины индукции и частоты внешнего продольного магнитного поля.
В предложенном способе импульсы магнитного поля (кривая 8Са)), создающие модуляцию сварочного тока, находятся в противофазе с импульсами сварочного тока 1и (фиг.2), т.е. импульсу магнитного поля соответствует пауза сварочного тока Тп, указанная рассогласованность позволяет удерживать жидкий металл ванны в равновесии без генерирования реверсируемых импульсов магнитного поля, суммарная электромагнитная сила jxB, действующая на расплав сварочной ванны, остается практически неизменной.
Магнитное поле воздействует на расплав ванны в течение всего периода (tu+tn). что позволяет непрерывно воздействовать на процессы первичной кристаллизации и
с
00
4J
О
ч|
формирование шва для повышения качества последнего.
Перед сваркой, в зависимости от технологического процесса задается глубина модуляции тока и частота следования импульсов, Одновременное зажиганием дуги, включается генератор импульсов. В период импульса замыкается цепь питания катушки электромагнита и на дугу накладывается продольное магнитное поле, которое вызывает уменьшение тока сварки с одновременным увеличением напряжения на дуге. В момент паузы цепь питания электромагнита размыкается, магнитное поле отсутствует - ток и напряжение принимают прежние значения. Длительность импульса и паузы задается частотой,
При реализации способа используют следующие оборудование и материалы. Сварочный автоматАДФ-1002
Сварочный выпрямительВКСМ-1000Генератор прямоугольных импульсов с частотой2-1000 Гц Электродная проволока 02 мм Св-08 ГА ФлюсАН-348-АМ Свариваемый материалСталь 10ХСНД На сварочную головку автомата устанавливают электромагнитную катушку, которая позволяет получать в зоне сварки внешнее продольное магнитное поле с индукцией до 400 мТл, В цепь питания электромагнита включают генератор прямоугольных импульсов.
Выполняют сварку угловых соединений катетом 8 мм из стали 10ХСНД с сочетанием толщин элементов углового соединения 12+12 мм.
Режим сварки: глубина модуляции 2; полярность обратная; сварочный ток 300 А; напряжение на дуге 30 В; скорость подачи проволоки 146 м/ч; скорость сварки 18 м/ч. Образцы для испытаний на разрыв диаметром 6 мм десятикратной длины изготав- ливают из металла шва. Результаты испытаний представлены в табл.1.
Для модуляции сварочного тока используют внешнее продольное магнитное поле с величиной индукции 80 - 300 мТл. Результаты представлены в табл.2.
Продольное магнитное поле, вызывает необходимые изменения тока и напряжения
в том случае, если величина индукции будет не ниже 80 мТл. Поэтому для получения требуемой глубины модуляции тока необходимо использовать продольное магнитное
поле с нижней границей индукции 80 мТл,
С другой стороны, как показывают экспериментальные исследования (табл.2), превышение индукции продольного магнитного поля свыше 300 мТл в указанном диапазоне частот (10-25 Гц), приводит к нарушению качественного формирования сварного шва и нарушению защиты, вследствие возрастания величины объемных по- ндеромоторных сил, приводящих во
вращение расплав сварочной ванны. С этой же причиной связан выбор нижней границы частот 10 Гц.
Сварные швы, выполненные предложенным способом, имеют повышенные в
среднем на 10-15% механические свойства, качественное формирование, с одновременным измельчением зерна на 1-2 балла. При сварке модулированным током улучшают качество наплавленного металла
и его физико-механические свойства, обеспечиваются условия для формирования однородного сварочного шва. Благодаря воздействию пульсирующего теплового поля измельчается структура металла шва и
зоны термического влияния, поэтому использование предложенного способа дуговой сварки модулированным током, в котором модуляцию сварочного тока осуществляют путем внешнего продольного магнитного поля за счет изменения величины индукции этого поля в процессе сварки, позволяет повысить экономичность процесса сварки в сравнении с известными устройствами для модуляции сварочного тока, в которых используется электронная схема управления. Стоимость устройства для модуляции тока по предлагаемому способу в 5-10 раз ниже.
45
Формула изобретения
Способ сварки дугой, управляемой продольным переменным магнитным полем, о т- личающийся тем. что, с целью
повышения качества сварных швов путем обеспечения сварки в режиме модулированного тока и снижения стоимости сварочного оборудования, используют магнитное поле с частотой 10-25 Гц и величиной магнитной
индукции 80-300 мТл.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146583C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| Способ дуговой сварки | 1987 |
|
SU1496944A1 |
| Способ сварки | 1981 |
|
SU1063556A1 |
| Способ дуговой сварки | 1988 |
|
SU1574390A1 |
| Способ электромагнитного перемешивания расплавленного металла сварочной ванны | 1979 |
|
SU919818A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| Способ дуговой сварки плавящимся электродом | 1982 |
|
SU1065119A1 |
Изобретение относится к дуговой сварке модулированным током и может быть использовано в строительстве, машиностроении и других отраслях промышленности. Цель изобретения - повышение качества сварных швов путем обеспечения сварки в режиме модулированного тока и снижения стоимости сварочного оборудования. При дуговой сварке используют управляющее переменное продольное магнитное поле с частотой 10-25 Гц и величиной индукции 80-300 мТл Импульсы магнитного поля, создающие модуляцию сварочного тока, находятся в противофазе с импульсами сварочного тока, что позволяет удерживать жидкий металл сварочной ванны в равновесии без генерирования реверсируемых импульсов магнитного поля, так как суммарная - - электромагнитная сила j В , действующая на расплав сварочной ванны, остается практически неизменной. 2 ил., 2 табл. Ё
0,1 0,2 Ot3 W в.Тл
Фиг.1
Таблица 2
Фиг. 2
| Способ сварки | 1981 |
|
SU1063556A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
