величину снижения уровня материала за время транспортного запаздывания подачи материала в каждый из бункеров. Определяют время загрузки бункеров до установленного уровня по отношению алгебраической суммы установленного и текущего уровня материала в бункере и величины снижения уровня за время транспортного запаздывания к разности количества подаваемого материала и его расхода из бункеров. Сравнивают непрерывно время загрузки бункеров. Определяют по максимальному времени загрузки бункеров очередной бункер для загрузки. Определяют требуемое количество материала для загрузки очередного бункера. Загружают очередной бункер, предыдущий по отношению к ранее заполненному после прерывания потока материала с учетом разницы времени транспортного запаздывания для этих бункеров, а последующий без прерывания потока материала. Измеряют непрерывно количество поступающего в очередной бункер материала. Прекращают подачу материала в бункер при достижении требуемого количества.
Скорость изменения количества материала (скорость разгрузки) соответствует величине производительности и вычисляется как производная изменения уровня материала
м d H(t) К - Hi -1
H -itEt
где Ни, HI - уровни материала в бункере, соответствующие моментам времени ti-1, ti, т;
At ti-ti-1 - временной интервал, ч;
q - производительность разгрузки бункера, т/ч.
Для загрузки бункера с номером п до заданного уровня в него будет загружено Нз материала за время загрузки tan
tan
ДО. Нз-Ноп / (Q-qr)dt (Q-qcp.n)i3n. (1) о
где Н0п - начальный уровень материала в n-м бункере, т;
Q - производительность подающего питателя, т/ч;
qn, qcp.n - текущая и средняя скорость (производительность разгрузки бункера с номером п), т/ч;
При этом за время движения т.д к данному бункеру разгрузочного устройства уровень материала в этом бункере уменьшится до величины
tr
Н0п Hon- J Qndt H on-qcpn U(2)
:q .
0
5
Таким образом, время, необходимое для загрузки n-го бункера с учетом выражений (1) и (2), будет составлять
Нз Нрп + qcp.n tfl ,.
1зп - . lol
Q - qcp.nv
Выражение (З) учитывает не только первоначальную разгрузку бункера (Нз-Ноп), но и уменьшение уровня в нем за время движения к нему материала (qcp.n т.д). Поэтому в качестве критерия выбора номера бункера, подлежащего очередной загрузке, принимается критерий соответствия максимальной разгрузки бункера с учетом времени движения к нему материала, что соответствует максимальному значению времени загрузки tan данного бункера
Нз - Hoi + qcpi т.д 1
0
5
0
5
0
5
0
5
Пмак :
tsl
t32
tan -
Q -qcpi
Нз - H02 + qcp2 Т.Д2
Q - qcP2 Нз - Hon + qcpn т.д n
-(4)
T.3K
Q - qcpn Нз - HOK + qcp.K
tfl,
Q - qcp.K
где n - номер бункера, для которого время загрузки максимально;
время для загрузки бункеров, подлежащих загрузке с номерами 1-К.
Время для загрузки каждого из подлежащих загрузке бункеров следующее, мин: т.з1 20; г.32 Ю; t34 12; t35 25. В данный момент загружается бункер с номером 3 и после завершения его загрузки по алгоритму (4) следующим будет выбран бункер с номером 5,
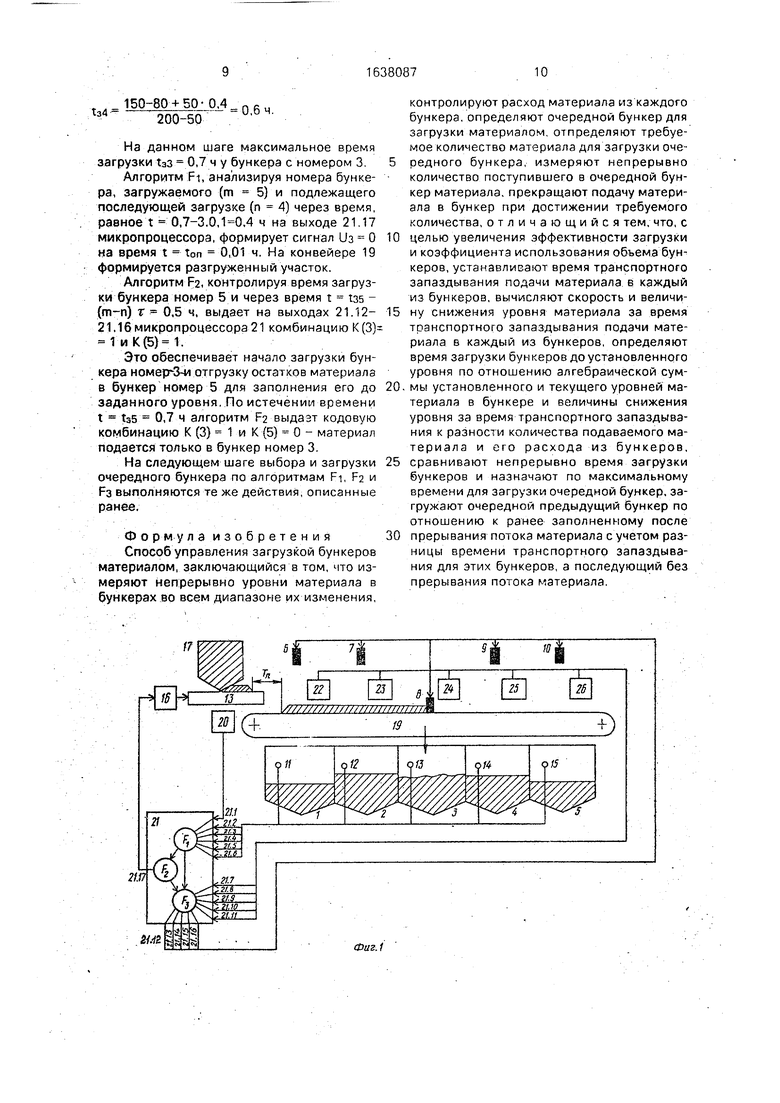
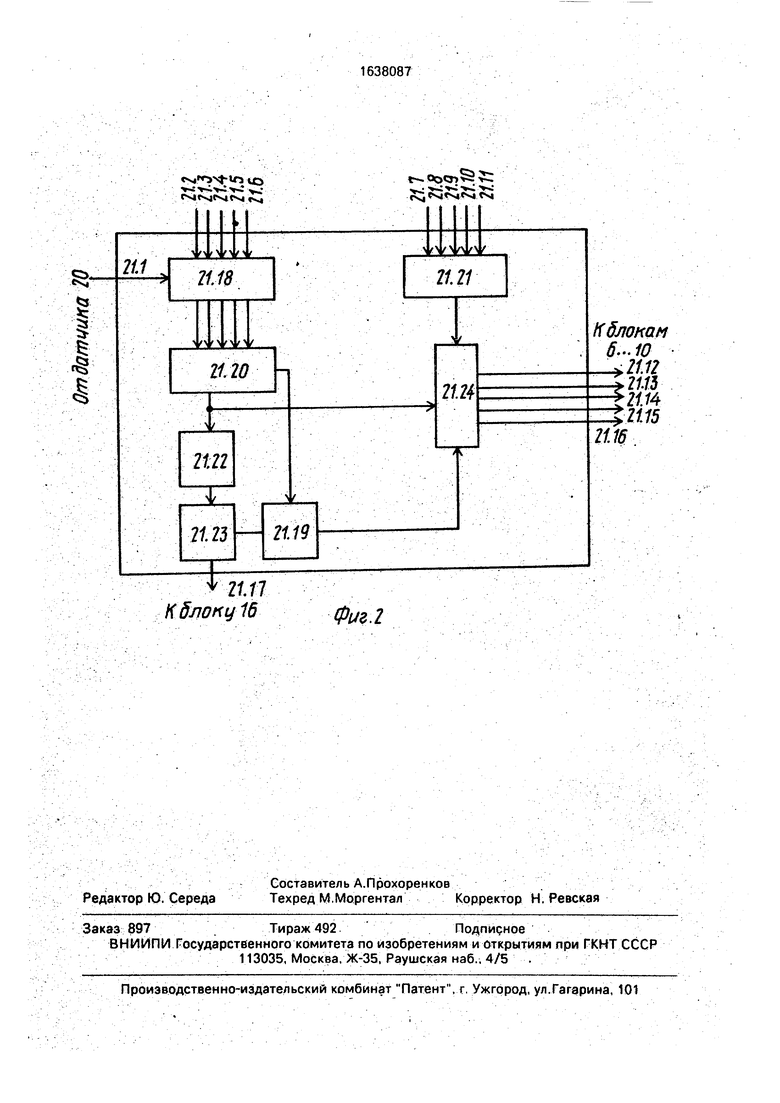
Устройство для осуществления способа содержит бункера 1-5, плужковые сбрасыватели с приводами 6-10, датчики 11-15 уровня материала в бункерах, блок 16 управления питателем, бункер 17 исходного материала, питатель 18, ленточный конвейер 19, датчик 20 производительности питателя, микропроцессор 21 с выходами 21.1-21,11 и выходами 21.12-21.17, включающий вычислительные блоки 21.18-и 21.19, селекторы 21.20 и 21.21, блок 21.22 сравнения, формирователь 21.23, блок 21.24 управления приводами 6-10 плужковых сбрасывателей и датчики 22-26 опускания плужковых сбрасывателей.
Датчик 20 производительности питания 18 подключен к выходу 21.1 микропроцессора 21, датчики 11-15 уровня материала подключены к входам 21,2-21.6, датчики 22-26 опускания плужковых сбрасывателей - к выходам 21.7-21.11. Выход 21.17 микропроцессора 21 соединен с входом блока 16 управления питателем, выходы
21.12-21.16 соединены с входами приводов 6-10 плужковых сбрасывателей.
Вычислительный блок 21 18 микропроцессора 21 выходами подключен к входам селектора 21.20, один из выходов которого соединен с входом блока 21.22 сравнения и с одним из входов блока 21.24, а другой - с входом вычислительного блока 21.19. Выход блока 21.22 подключен к одному из входов формирователя 21.23, другой вход которого соединен с одним из выходов вычислительного блока 21.19. Выход формирователя 21.23 соединен с выходом 21.17. а другой выход вычислительного блока 2119- с другим входом блока 21 24, третий вход которого соединен с выходом селектора 21.21. Входы вычислительного блока 21.18 подключены соответственно к входам 21.1- 21.6 микропроцессора 21, входы селектора 21.21 - к входам 21.7-21.11. Выходы блока 21.24 соединены с выходами 21.12-21.16 микропроцессора 21,
Устройство согласно алгоритмам Fi, F2 и РЗ работает следующим образом.
Алгоритм FI на выходе 21.17 микропроцессора 21 формирует управляющий сигнал блоку 16 управления питателем. Закон управления приводом подающего питателя описывается зависимостью Тп fi{ton, m, n), где rn - номер загружаемого бункера:
ton - время опускания плужкового сбрасывателя.
Если т л, то питатель останавливают на время Тп. пропорциональное времени ton, -В случае, когда m n формирование паузы не производят.
Для первого случая контролируют время Т перемещения разгруженного участка конвейера
Т пт.
где т- время транспортирования материала между соседними бункерами, по истечении которого осуществляют опускание плужкового сбрасывателя над n-м бункером. Подъем плужкового сбрасывателя над загружаемым бункером происходит после окончания времени его загрузки,
Во втором случае при опускание плужкового сбрасывателя над n-м бункером производят после окончания загрузки предыдущего бункера и поднятия над ним плужкового сбрасывателя.
Величина задания U является функцией направления переключения загрузки (положения подлежащего загрузке бункера с номером n по отношению к загружаемому бункеру с номером т). При переключении загрузки в сторону, противоположную движению материала (когда n m) после отгрузки питателем 18 материала, необходимого для загрузки бункер п, на конвейере 19 формируется разгруженный участок длиной, пропорциональной скорости (времени ton) опускания плужкового сбрасывателя. Назначение этого участка - обеспечение надежного срабатывания плужкового сбрасывателя. Формирование этого участка происходит за
счет выдачи нулевого задания блоку 16 управления питателем на время паузы Тп по алгоритму FI
Ub при n m FI Jo при n m,t $Tn . (5)
llh при n m.t Tn
Плужковые сбрасыватели обеспечивают подачу материала и выбранный бункер, Алгоритм F2 обеспечивает формирование на выходах 21.12-21.16 дискретных управляющих сигналов K(i) (в рассматриваемом примере i 1-5). Формирование управляющих сигналов осуществляется на основании зависимости
К(т) 1 ,К(п) 1 при ,
F2 - tam - (m-n)rKKtam.
К(т) 0 , К(п) 1 при n т , t 1з .
(б)
По данному алгоритму загрузка бункера с номером m начинается в момент времени
t tam - (m-n) г при n m. В это время подача материала осуществляется в два бункера с номерами m и п. В случае, когда подлежащий загрузке бункер расположен дальше по отношению к загружаемому (л т) опускание плужкового сбрасывателя К(п) осуществляется после поднятия плужкового сбрасывателя К(т).
Выбор очередного, подлежащего загрузке, бункера осуществляется на основании обобщенного показателя времени загрузки ta, учитывающего начальный уровень материала в бункере Н0|, скорость (производительность) разгрузки бункера Hi qcp i, время движения материала tA к данному
бункеру, а также требуемый уровень заполнения. На основании этой исходной информации алгоритм РЗ по зависимости (3) и (4) осуществляет расчет времен загрузки всех бункеров, подлежащих загрузке, определение но мера бункера n для которого время загрузкиta максимально. Полученный таким образом номер бункера передается в алгоритм FI с задержкой т tam-m r для формирования им управляющих сигналов для
блока 16 управления питателем. Для управ- ления плужковыми сбрасывателями алгоритмом FI выдается информация о номере n и времени 1зт,подлежащего очередной загрузке бункера.
Алгоритм Рз реализован вычислительным блоком 21.18 и селектором 21.20, алгоритм F2 реализован селектором 21.21 номера и блоком 21.24 управления ллужко- выми сбрасывателями, алгоритм FI -блоком 21.22 сравнения, вычислительным блоком 21.19 и формироватепем 21.23,
На входы 21.1-21.6 и 21.18 блока поступает информация о производительности питателя Q и уровнях материалах в бункерах 1-5 соответственно.
Вычислительный блок 21.18 по зависимости (3) вычисляет времена t3i всех бункеров. По полученным значениям времени селектор 21.20 по формуле (А) определяет номер бункера п, для которого время заполнения tan максимально. Эта информация поступает в алгоритм FI, где блок 21.22 сравнения определяет положение бункера с номером п по отношению к загружаемому с номером т. Вычислительный блок 21.19 формирует на своем выходе сигнал окончания загрузки бункера с номером т. Формирователь 21.23 на основании выходной информации блока 21.22 сравнения и вычислительного блока 21.19 по зависимости (5), выдает управляющий сигнал блоку 16 управления приводом. Селектор 21.21 определяет номер m загружаемого бункера и выдает его значение блоку 21.24. Последний по зависимости (6) осуществляет выдачу управляющих сигналов К (п) и К (т) для плуж- ковых сбрасывателей. Временной интервал Тэт (т-п)т формируется на втором выходе вычислительного блока 21.19.
Остановка питателя 18 на время Тп необходима для формирования на конвейере 19 разгруженного участка в случае когда номер бункера т, подлежащего загрузке, меньше номера загружаемого. Наличие разгруженного участка необходимо для надежного опускания плужкового сбрасывателя над бункером п, подлежащим очередной загрузке. В случае когда номер бункера п больше номера m загружаемого бункера, опускание плужкового сбрасывателя над бункером п происходит на разгруженный участок и остановки питателя 18 не требуется.
Включение питателя 18 блоком 16 управления питателем осуществляется по алгоритму FL Задание блоку 16 управления питателем определяется из условия положения бункера с номером п, подлежащего очередной загрузке, по отношению к загружаемому бункеру с номером m и формирование разгруженного участка на конвейере 19, путем выдачи задания блоку 16 управления Оз 0 на время паузы Тп.
Устройство работает следующим образом.
Пусть начальные уровни материалов в бункерах 1-5 соответственно составляют
Но1 ЮО, Но2 150, Ноз 90, Нем 110, Hos 95 т, скорости разгрузки всех бункеров равны и составляют qcp 50 т/ч. Производительность подающего питателя составляет Q 200 т/ч, время транспортирования между бункерами составляет т 0,1 ч, а время опускания плужкового сбрасывателя составляет ton 0,01 ч.
Согласно алгоритму РЗ времена загрузки бункеров составят
150-100 + 50 0,1
- ts1 200-50
--- 0,37 ч;
150-150 + 50 -0,2„П97 ц. t32200 50 ° 27 Ч
+ 50-0,3 051ч. t33- - 260-750Ulb
25
t . 150-110 + о 39 ч Ы200-50° J9 Ч
.М 0,57ч.
200-50
Таким образом, максимальное время загрузки бункера с номером 5 (т.з5 0,57 ч). Алгоритм FI, анализируя номера бункеров загружаемого (т 2) и подлежащего последующей загрузке (п 5), формирование разгруженного участка на конвейере 19 не производит (так как г т). Алгоритм FI в этом случае с задержкой времени t 0,57 ч (равной времени загрузки бункера с номером 2) осуществляет выдачу кодовой комбинации К (2) 0 и К (5) 1, что обеспечивает опускание плужкового сбрасывателя над бункером номер 5 и поднятие плужкового над бункером номер 2, что обеспечивает подачу материала в бункер номер 5.
Далее процесс загрузки продолжается следующим образом.
Согласно алгоритму Рз измеряют начальные уровни материала в бункерах с номерами 1-4. Они составляют Hot 70, Но2 120, Ноз 60, Нем 80, Ноз 150 т. Времена загрузки бункеров на этом шаге составляют
. J 50-70+ 50 131200-50
0,1
0.56 ч;
150t32
120 + 50- 0.2 200-50.
0,26 ч;
t33
J50-6CH-50- 2QQ-5Q
-О-3 0,7 ч;
«-lata -o...
На данном шаге максимальное время загрузки t33 0,7 ч у бункера с номером 3.
Алгоритм Ft, анализируя номера бункера, загружаемого (т 5) и подлежащего последующей загрузке (л 4) через время, равное t 0,7-3.0,,4 ч на выходе 21.17 микропроцессора, формирует сигнал 11з 0 на время t ton 0,01 ч. На конвейере 19 формируется разгруженный участок.
Алгоритм Fa, контролируя время загрузки бункера номер 5 и через время t 135 - {m-n) т 0,5 ч, выдает на выходах 21.12- 21.1 б микропроцессора 21 комбинацию К(3) 1иК(5)1.
Это обеспечивает начало загрузки бункера номер 3-и отгрузку остатков материала в бункер номер 5 для заполнения его до заданного уровня. По истечении времени t 1з5 - 0,7 ч алгоритм F2 выдаэт кодовую комбинацию К (3) 1 и К (5) 0 - материал подается только в бункер номер 3.
На следующем шаге выбора и загрузки очередного бункера по алгоритмам Ft, F2 и РЗ выполняются те же действия, описанные ранее.
Формула изобретения Способ управления загрузкой бункеров материалом, заключающийся в том, что измеряют непрерывно уровни материала в бункерах во всем диапазоне их изменения,
0
5
0
5
0
контролируют расход материала из каждого бункера, определяют очередной бункер для загрузки материалом, отпределяют требуемое количество материала для загрузки очередного бункера, измеряют непрерывно количество поступившего в очередной бункер материала, прекращают подачу материала в бункер при достижении требуемого количества, отличающийся тем, что, с целью увеличения эффективности загрузки и коэффициента использования объема бункеров, устанавливают время транспортного запаздывания подачи материала в каждый из бункеров, вычисляют скорость и величину снижения уровня материала за время тоанспортного запаздывания подачи материала в каждый из бункеров, определяют время загрузки бункеров до установленного уровня по отношению алгебраической суммы установленного и текущего уровней материала в бункере и величины снижения уровня за время транспортного запаздывания к разности количества подаваемого материала и его расхода из бункеров, сравнивают непрерывно время загрузки бункеров и назначают по максимальному времени для загрузки очередной бункер, загружают очередной предыдущий бункер по отношению к ранее заполненному после прерывания потока материала с учетом разницы времени транспортного запаздывания для этих бункеров, а последующий без прерывания потока материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления последовательной загрузкой бункеров | 1982 |
|
SU1189766A1 |
| СПОСОБ ЗАГРУЗКИ СМЕСИ ШИХТЫ И СТЕКЛОБОЯ В БУНКЕРЫ ЗАГРУЗЧИКОВ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2019 |
|
RU2698361C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАГРУЗКОЙ БУНКЕРОВ | 1990 |
|
RU2007360C1 |
| Устройство для автоматической загрузки материала в бункера | 1979 |
|
SU889577A1 |
| Устройство для управления загрузкой бункеров | 1980 |
|
SU895847A1 |
| Способ регулирования производительности каскада грохот-дробилка | 1989 |
|
SU1688918A1 |
| Система металлоулавливания | 1981 |
|
SU986500A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТОРФЯНЫХ УДОБРЕНИЙ | 1992 |
|
RU2021988C1 |
| Устройство для управления загрузкой бункеров сыпучим материалом | 1987 |
|
SU1479404A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ КАРЬЕРНЫХ АВТОМОБИЛЕЙ-САМОСВАЛОВ | 2005 |
|
RU2293052C2 |
Изобретение относится к технике загрузки бункеров сыпучим материалом (СМ) и может быть использовано, например, в процессах окускования железорудного сырья на фабриках окомкования и аглофаб- риках, а также на предприятиях горно-добывающей, строительной, пищевой и других отраслях народного хозяйства. Цель изобретения - увеличение эффективности загрузки и коэффициента использования объема бункеров (Б). Измеряют непрерывно Изобретение относится к технике загрузки бункеров сыпучим материалом и может быть использовано, например, в процессах окускования железорудного сырья на фабриках окомкования и аглофаб- риках. а также на предприятиях горно-добывающей, строительной, пищевой и других отраслях народного хозяйства. Цель изобретения - увеличение эффективности загрузки и коффициента использования объема бункеров. уровни СМ в Б во всем диапазоне их изменения. Контролируют расход СМ из каждого Б. Устанавливают время транспортного запаздывания подачи СМ в каждый Б. Вычисляют скорость и величину снижения уровня СМ за время транспортного запаздывания подачи СМ в каждый Б. Определяют время загрузки Б до установлен но го уровня по отношению алгебраической суммы установленного и текущего уровней материала в Б и величины снижения уровня за время транспортного запаздывания к разности количества подаваемого СМ и его расхода из Б. Сравнивают непрерывно время загрузки Б. Определяют по максимальному времени загрузки Б очередной Б для загрузки. Определяют требуемое количество СМ для загрузки очередного Б. Загружают очередной Б предыдущий по отношению к ранее заполненному после прерывания потока СМ с учетом разницы времени транспортного запаздывания для этих Б, а последующий без прерывания потока СМ. Измеряют непрерывно количество СМ, поступающего в очередной Б. Прекращают подачу СМ в Б при достижении требуемого количества. 2 ил. На фиг. 1 изображена блок-схема устройства для осуществления предлагаемого способа; на фиг. 2 - функциональная схема микропроцессора устройства. Способ заключается в следующем. Измеряют непрерывно уровни материала ц бункерах во всем-диапазоне их изменения. Контролируют расход материала из каждого бункера. Устанавливают время транспортного запаздывания подачи материала в каждый из бункеров, вычисляют скорость и (Л с о CJ 00 о 00 VI
(7
шг ,
Фиг.1
21/7
К блок у 16
Фиг.2
| Устройство для управления загрузкой бункеров | 1978 |
|
SU747795A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Способ автоматического заполнения многосекционной емкости материалом | 1988 |
|
SU1553484A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
