(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ МАТЕРИАЛА В БУНКЕРЕ




| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЗАГРУЗКОЙ | 1973 |
|
SU389509A1 |
| Система автоматического управления загрузкой бункеров | 1975 |
|
SU553593A1 |
| Устройство для управления технологическим процессом загрузки резервуаров | 1976 |
|
SU767775A2 |
| Устройство для управления загрузкой бункеров | 1980 |
|
SU895847A1 |
| Линия формования строительного кирпича | 1989 |
|
SU1719220A1 |
| Устройство дл управления технологическим процессом загрузки резервуаров | 1976 |
|
SU652571A1 |
| СПОСОБ ЗАГРУЗКИ СМЕСИ ШИХТЫ И СТЕКЛОБОЯ В БУНКЕРЫ ЗАГРУЗЧИКОВ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2019 |
|
RU2698361C1 |
| Устройство для управления периодической загрузкой бункеров | 1981 |
|
SU990286A1 |
| Способ управления загрузкой бункеров материалом | 1988 |
|
SU1638087A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ ПОТОКОМ СЫРЬЕВЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2026806C1 |
Изобретение относится к автоматизации технологических процессов производства в промышленности строительных материалов, например производства силикатного кирпича, и может, быть использовано в других отраслях промышленности с аналогичным технологическим процессом, характеризующимся выгрузкой материала из одних бункерных устройств с последующей транспортировкой и распределением его в другие бункерные устройства. Известно устройство для автоматической загрузки бункеров топливом, содержащее датчики уровня, соединенные с сигнализаторами уровня, подключенные к соответствующим входам блока управления ходом технологического процесса, генератор тактовых импульсов с реле времени, подключенный к коммутатору, исполнительные механизмы, сумматор, выход которого подключен к реле времени, логические элементы И, ИЛИ и ИЛИ-НЕ для первоочередного заполнения аварийных уровней бункеров, блок сбросного бункера, блок дистанционного управления, служащий для изменения технологического процесса, блок конечного бункера. Блок управления ходом технологического процесса снабжен логическими элементами И и ИЛИ-НЕ, причем элементы И выходами соединены со входами элемента ИЛИ-НЕ, служащего для первоочередного заполнения аварийных уровней бункеров и элемента ИЛИ-НЕ этого же блока, выходами соединенного через коммутатор с соответствующими входами сумматора и элемента И, другой вход которого соединен с датчиком переполнения бункера, а выход с одним из входов элемента ИЛИ, другие входы которого соединены соответственно с выходами блока дистанционного управления и блока конечного бункера, а выход - с входом элемента И, выходом соединенного с исполнительными механизмами 1. Недостатками данного устройства являются сложность и низкая надежность. Известно устройство для автоматической загрузки бункеров реверсивным передвижным конвейером, содержащее датчики положения конвейера, датчики уровня материала в бункерах, блок избирания бункеров, блоки управления приводами рамы и ленты конвейера, программный блок, блок выбора времени загрузки, блок включения ленты, выполненный на элементах И, ИЛИ, «Задержка, «Память и выключателе, блок выбора направления и коммутатор, при этом датчики положения конвейера подключены к блоку выбора направления, соединенному выходами с блоком управления приводом рамы, к программному блоку, соединенному выходами через коммутатор с блоками выбора направления и включения ленты, и к блоку выбора времени загрузки, соединенному одпим выходом с коммутатором, а друI11M - - с каждым блоком включения ленты, соответствующие выходы которых соединены с блоком управления приводом ленты, выходы блока избнрания бункеров соединены соотвс1ственно с другими входами блока выбора времени загрузки и программного блока 2.
Недостатком этого устройства является сложная функциональная структура, включаюпгая систему коммутации с использованием блоков выбора времени, которая затрудняет наладку и экснлуатацию.
Наиболее близким к изобретению по своей технической суниюсти и достигаемому результату яв.аяется устройство для автоматической загрузки материала в бункера, содержандее датчики нижнего уровня, подключен пые к группе входов блока управле1и-1я поточно-транспортной системы, первый, второй и третий входы другой группы которого подключены к выходам соответственно блоков генерирования н раснределения тактовых импульсов, останова поточно-транспортной системы, последовательной досыпки, один 13 входов блока генерирования н раснреде,; е1и1я тактовых импульсов подключен к выходу блока управления плужковыми. сбрасывателями, другой вместе с одним из входов блоков последовательной загрузки и пос.кдовательной дос1)111ки подключен к выходу блока пуска поточно-транспортной системы, входы KOTopoio вместе со входами блока последовательной досьпили соединены с датчиками нижнего уровня, а остальные входы блока енерирования и раснределения 1акто151з х и.мпульсов вместе с групгюйвходов блока ос-ган(,)Вс1 поточно-транспортной системы юдключень к датчикам верхьего уровня, первый к второй гзходы блока управления п л у ж ко в hi м и с б р а с ы в а тел я м и с оед и п е п ы соответственно е выходами блоков последовательной досыпки и генерирования п распреде.тепия тактовых импульсов, третий вход - с выходом блока последовательной загрузки, другой вход которого подключен К Б 1ходу блока последовательной досыпки 3.
Однако в указанном устройстве блок останова 1оточно-транспорт 1ой системы осуп1ествляет разгрузку механизмов от материала в последний из загружаемых бункеров, и в тех случаях, когда объем .материала больше объема носледнего загружаемого бункера, происходит завал бункера; кроме того, устройство не имеет оперативной сигнализации неисправностей плужковых сбрасывателей, что не дает возможности вовремя обнаружить аварийные ситуации и тем самым увеличивает простои оборудования; отсутствие в устройстве блоков, способных автоматически изменять направление тракта подачи материала к бункерам, не позволяет компактно расположить технологическое оборудование, что приводит к нерациональному использованию производственных площадей.
Целью изобретения является повышение удобства эксплуатации.
Указанная цель достигается тем, что устройство снабжено датчиками нижнего и верхнего положения плужковых сбрасывателей, -нижнего уровня материала в силосах и контроля работы оборудования, блоками сигнализации неисправности плужковых сбрасывателей, управления трактами поточно-транспортной системы, регулирования подачи .материала и управления положение.м шиберов, причем выход блока сигнализации неисправности плужковых сбрасывателей подключеп к четвертому входу блока управления плужковыми сбрасывателя.ми, выход которого соединен с входо.м блока сигнализа 1ии неисправности плужковых сбрасывателей, одна и другая группа входов которого подключена соответственно к датчикам нижнего и верхнего положения плужковых сбрасывателей, один из входов блока управления трактами поточно-траненортной системы соединен с выходом блока генерирования, и раснределения тактовых импульсов, остальные - с выходами датчиков нижнего положения плужковых сбрасывателей, а выход - с четвертым входом другой группы блока управления поточно-транспортной спстемы, выход которого соединен с одним из входов блока регулирования подачи материала, одна группа входов которого подключена
к датчикам верхнего уровня, другая - к
датчикам контроля работы оборудования, а выход - к блоку управ.тения положением шиберов, датчики нижнего уровня материала в сплосах подключены к остальным входа.м блока останова поточно-транспортной системы.
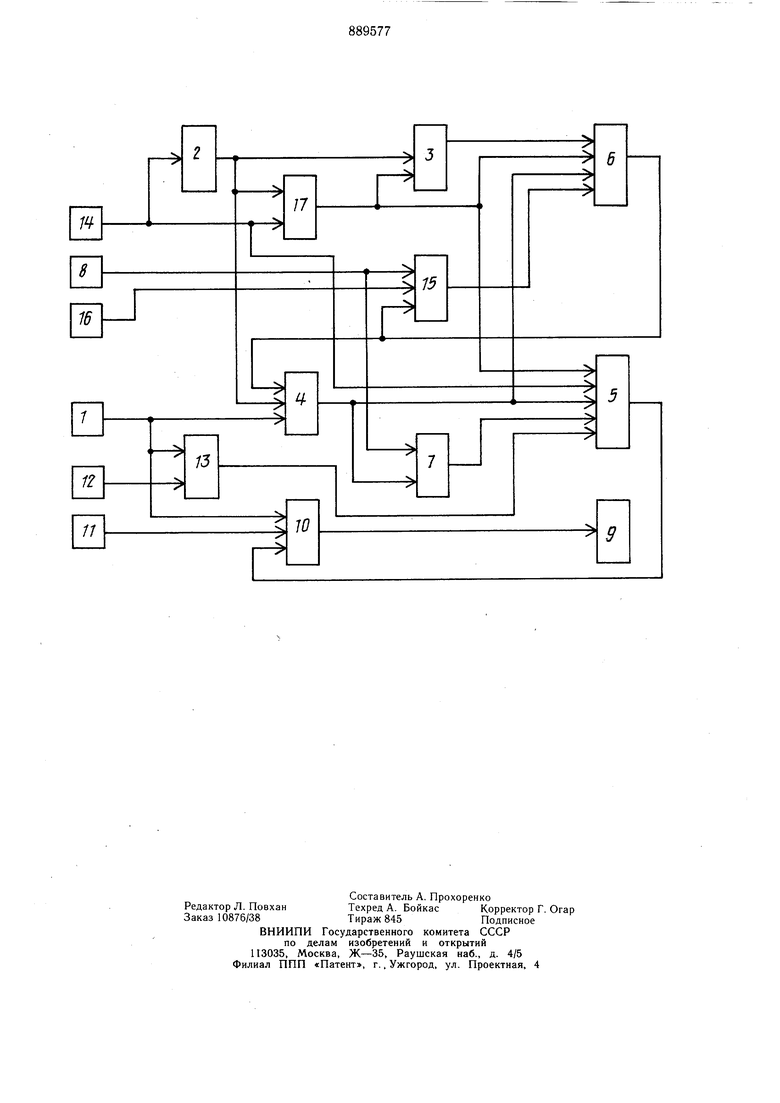
Устройство содержит датчики 1 верхнего уровня, блок 2 пуска поточно-транспортной системы, блок 3 последовательной загрузки, блок 4 генерирования и распределения тактовых импульсов, блок 5 управления поточнотранспортной систе.мой, блок 6 управления плужковыми сбрасывателями, блок 7 управления тракта.ми поточно-транспортной системь |, датчики 8 нижнего положения плужковых сбрасывателей, блок 9 управления положением шиберов, блок 10 регулирования подачи материала, датчики 11 контроля работы оборудования, датчики 12 нижнего уровня материала в силосах, блок 13 останова ноточно-транснортной систе.мы, датчики 14 нижнего -уровня, блок 15 сигнализации неисправности плужковых сбрасывателей, датчики 16 верхнего положения плужковых сбрасывателей, блок 17 последовательной досыпки. Датчики 14 нижнего уровня подключены к группе входов блока 5 управления поточно-транспортной системы, первый, второй и третий входы другой группы которого подключены к выходам блоков 4, 13 и 17 соответственно генерирования и распределения тактовых импульсов, останова поточно-транспортной системы, последовательной досыпки. Один из входов блока 4 генерирования и распределения тактовых импульсов подключен к выходу блока 6 управления плужковыми сбрасывателями, другой вместе с одним из входов блоков 3 и 17 соответственно последовательной загрузки и последовательной досыпки соеди-. нены с выходом блока 2 пуска поточнотранспортной системы. Остальные входы блока 4 генерирования и распределения тактовых импульсов вместе с группой входов блока 13 останова поточно-транспортной системы подключены к датчикам 1 верхнего уровня. Первый и второй входы блока 6 управления плужковыми сбрасывателями соединены соответственно с выходами блоков 17 и 4 последовательной досыпки и генерирования и распределения тактовых импульсов, третий вход - с выходом блока 3 последовательной загрузки, другой вход которого подключен к выходу блока 17 последовательной досыпки. Выход блока 15 сигнализации неисправности плужковых сбрасывателей подключен к четвертому входу блока 6 управления плуж ковыми сбрасывателями, выход которого соединен с входом блока 15 сигнализации неисправности плужковых сбрасывателей, одна и другая группа входов которого подключены соответственно к датчикам 8 и 16 нижнего и верхнего положения плужковых сбрасывателей. Один из входов блока 7 управления трактами поточно-транспортной системы соединен с выходом блока 4 генерирования и распределения тактовых импульсов, остальные - с выходами датчиков 8 нижнего положения плужковых сбрасывателей, а выход - с четвертым входом другой группы блока 5 управления поточно-транспортной системы, выход которого соединен с одни.м из входов блока 10 регулирования подачи материала, одна группа входов которого подключена к- датчикам 1 верхнего уровня, другая - к датчикам 11 контроля работы оборудования, а выход -- к блоку 9 управления положением шиберов. Датчики 12 нижнего уровня материала в силосах подключены к остальным входам блока 13 останова поточно-транспортной системы. Устройство работает следующим образом. Включение конвейеров для загрузки бункеров осуществляется по команде оператора, подаваемой органом управления, размещенным в блоке. 2 пуска поточно-транспортной системы. С выдержкой времени, определяющей продолжительность предпускового звукового сигнала, на выходе блока 2 пуска поточно-транспортной системы возникает сигнал, поступающий на соответствующие входы блока 3 последовательной загрузки и блока 4 генерирования и распределения тактовых импульсов. В блоке 4 генерирования и распределения тактовых импульсов формируются сигналы поочередного опроса бункеров о загрузке их материалом до отметок нижнего или верхнего уровня. После выбора бункера, например первого, с выхода блока 4 генерирования и распределения тактовых импульсов подается сигнал на один из входов блока 5 управления поточно-транспортной системы, формирующего сигнал для пуска конвейера, расположенного над бункерами. После разгона конвейера до номинальной скорости по сигналу, подаваемому с выхода блока 4 генерирования и распределения тактовых импульсов на один из входов блока 6 управления плужковыми сбрасывателями, формируется команда на опускание плужкового сбрасывателя над первым бункером. Далее в блоке 7 управления трактами поточно-транспортной системы по сигналам датчиков 8 нижнего положения плужковых сбрасывателей и блока 4 генерирования и распределения тактовых импульсов формируется команда для автоматического выбора соответствующего тракта. После установки щибера в необходимое положение с выхода блока 7 управления трактами поточно-транспортной системы на один из входов .блока 5 управления поточно-транспортной системы подается сигнал, включающий конвейеры, один из которых расположен под силосами, а другой - наклонный, предназначенный для подъема материала к конвейерам, установленным над бункерами. Далее в блоке 9 управления положением шиберов формируются команды поочередного опроса готовности силосов к выгрузке материала, выгрузки материала из силоса, включение соответствующего питателя и открытие щибера. После включения питателя происходит отключение звуковой сигнализации. Шибер открывается на угол, величина которого зависит от величины сигнала, формируемого на выходе блока 10 регулирования подачи материала, связанного соответствующими входами с датчиками 11 контроля работы оборудования, сигнализирующими о числе работающих прессов, и с датчиками 1 верхнего уровня. Начинается заполнение материалом первого бункера до отметки верхнего уровня. После его загрузки опускается плужковый сбрасыватель второго бункера, а плужковый сбрасыватель первого бункера поднимается и осуществляется загрузка материалом второго бункера до отметки верхнего уровня. Затем в блоке 7 управления трактами поточно-транспортной системы формируется сигнал на включение конвейера, расположенного над другой группой бункеров. После разгона конвейера до номинальной скорости опускается плужковый сбрасыватель над третьим бункером. Перекидной шибер устанавливается в соответствующее второму тракту положение и начинается загрузка третьего бункера. В этот период формируется сигнал в блоке 7 с выдержкой времени на отключение конвейера, расположенного над перв.ой группой бункеров, и подъем соответствующего плужкового сбрасывателя над вторым бункером. Выдержка времени необходима для разгрузки конвейера от материала. Аналогичные операции производятся по командам, формируемым блоком 7 управления трактами поточно-транспортной системы, при переходе от загрузки второй группы бункеров к загрузке первой группы бункеров. В том случае, когда уровень .материала в силосе опускается до нижней отметки, от одного из датчиков 12 нижнего уровня материала в силосах подается сигнал в блок 13 останова поточно-транспортной системы, в котором формируется команда на закрытие щибера силоса и последовательное отключение питателя и конвейеров с разгрузкой механизмов от материала. Когда материал в одном из бункеров опускается до нижней отметки, от соответствующего датчика 14 нижнего уровня поступает сигнал на вход блока 2 пуска поточно-транспортной системы, в котором формируется сигнал автоматическогопуска конвейеров для загрузки бункеров. При неисправности плужкового сбрасывателя на соответствующие входы блока 15 поступают сигналы от блока 6 управления плужковыми сбрасывателями и от датчиков 8 и 16 соответственно нижнего и верхнего положения плужковых сбрасывателей, при наличии которых с выдержкой времени формируется и запоминается сигнал о неисправности плужкового сбрасывателя. С выхода блока 15 сигнализации неисправности плужковых сбрасывателей подается сигнал на один из входов блока 6 управления плужковыми сбрасывателями, формирующий команду на опускание очередного, плужкового сбрасывателя. При одновременном заполнении материалом всех выбранных для загрузки бункеров до уровня выше отметки нижнего уровня от датчиков 14 нижнего уровня поступают сигналы, изменяющие режим работы устройства. Исчезает сигнал на выходе блока 3 последовательной загрузки-и появляется сигнал на выходе блока 17 последовательной досыпки. Появление сигнала одного из датчиков 14 нижнего уровня вследствие опускания уровня материала в бункере до отметки нижнего уровня приводит к формированию сигналов в блоках 17 и 6 соответственно последовательной досыпки и управления плужковыми сбрасывателями, вызывающих внеочередное опускание плужкового сбрасывателя того бункера, уровень материала в котором опустился ниже установленной отметки. При этом плужковый сбрасыватель бункера, в который производилась загрузка материала, поднимается. При заполнении всех бункеров до верхней отметки по сигналу от датчиков 1 верхних уровней в блоках 10 и 9 регулирования подачи материала и управления положением шиберов соответственно формируется сигнал на закрытие шибера силоса, после исполнения которого поточно-транспортная система останавливается с разгрузкой всех конвейеров в последний из загружаемых бункеров. «Завал бункеров исключается благодаря тому, что количество материала, выгружаемого из силоса, а следовательно, и находящегося на лентах конвейеров, зависит от угла открытия шибера силоса. Так, например, если все бункера пусты, то угол открытия шибера при загрузке бункеров максимальный и количество материала, подавемого к первому бункеру от силоса в единицу времени, наибольшее. При заполнении первого бункера материалом до огметки верхнего уровня угол открытия шибера автоматически уменьшается на заданную величину. Это вызывает уменьшение количества материала, подаваемого в единицу времени во второй бункер. При заполнении указанных выше бункеров материалом до отметки верхних уровней происходит дальнейшее автоматическое уменьшение угла открытия шибера силоса, а следовательно, уменьшение количества материала, подаваемого в третий бункер в единицу времени и т. д. Таки.м образо.м, при загрузке последнего бункера угол открытия шибера силоса минимav lьный и количество материала, подаваемого к последнему бункеру от силоса в единицу времени, наименьшее. При этом уменьшается количество материала, находящегося на лентах конвейеров, и после заполнения последнего бункера до отметки верхнего уровня остаток материала подается в последний бункер, не переполняя его. Датчики верхних уровней бункеров устанавливаются на такой отметке, которая соответствует загрузке бункеров на 80-85% от полного их объема, т. е. у каждого бункера имеется незаполненный материалом объем, предназначенный для приема остатка материала на лентах конвейеров. Выключение конвейеров для загрузки бункеров может осуществляться органом управления, размещенным в блоке 13 останова поточно-транспортной системы. Устройство обеспечивает повышение удобства эксплуатации, которое достигается регулированием подачи материала в зависимости от числа работающих прессов и сиг9налов датчиков верхнего уровня, последовательной загрузкой и последовательной досыпкой материала в бункера до верхнего уровня для уменьшения частоты включения плужковы.х сбрасывателей, автоматическим изменением направления нотока материала при компактном расположении технологического оборудования, сигнализацией неисправности плужковых сбрасывателей. Формула изобретения Устройство для автоматнческой загрузки материала в бункера, содержащее датчики нижнего уровня, подключенные к rpyiHie входов блока уиравления иоточно-транснортной системы, первый, второй и третий входы другой группы которого подключены к выходам соответственно блоков генерирования и распределения тактовых импульсов, останова ноточно-транспортной снстемы, последовательной досыики, один из входов блока генерирования и распределения тактовых импульсов иодключеи к выходу блока управления плужковыми сбрасывателями, другой вместе с одними из входов блоков последовательной загрузки и последовательной досыпки подключеп к выходу блока пуска поточно-транспортной системы, входы которого вместе со входами блока последовательной досыики соедииены с датчиками нижнего уровня, а остальные входы блока генерироваиия и распределения тактовых импульсов вместе с группой входов блока останова ноточно-транспортной системы подключены к датчикам верхнего уровня, первый и второй входы блока управления плужковыми сбрасывателями соединены соответственно с выходами блоков последовательной досыпки и генерирования и распределения тактовых импульсов, третий вход - с выходом блока иоследозательпостей загрузки, другой вход которого подключен к выходу блока последовательной досыпки, отличающееся тем, что, с целью повышения удобства эксплуатации, оно снабжено датчиками нижнего и верхнего иоложення илужковых сбрасывателей, нижнего уровня материала в силосах и контроля работы оборудования, блоками сигнализации неисправности плужковых сбрасывателей, уиравления трактами поточно-транспортной систем),, регулирования нодачи материала и управления положением шиберов, выход блока сигнализац И1 неисправности п/пжковых сбрасывателей подключен к четвертому входу блока уиравления плужковымп сбрасывате.чями, выход которого соединен с входом блока сигнализации неисиравности плужковых сбрасывателей, одна и другая входов которого подключены соответственно к датчикам нижнего и верхнего положения нлужковых сбрас 1 вателей, один из входов блока управления трактами поточно-транс 1ортнбй системы соедине с выходом блока ге1 ерирования i распределения тактовых 1.и1ульсов, осталыиз е - - с выходами датчиков 1ижнег() 10,1оже И1я плужковых сбрасывателей, а выход с четвертым входом другой руППЬ б.ЮКа у фаВЛе Я 1ОТОЧ 1Отра сиортной систем, выход которой CDед 1 1ен с одним из входов б.юка рсгул 1р() подач матер)ала, одна входо 5 которого нодк.1юче)а к уровня, другая - к датчикам контроля работы оборудова Н1я, а выход - к блоку уг равления положепием п.1иберов. датчики нижнего уровня материала в cHJiocax подключены к остальным входам блока оста 1оВа НОТОЧНО-ТраПС ЮрТНОЙ CHCTeN. Источники (), принятые во внимание нри экспертпзе 1.Авторское свидете,1ьство СССР ДЬ 487825. кл. В 65 G 65/30, 29.05.72. 2.Авторское свидете,1ьство СССР Ле 536103, кл. В 65 G 65/30, 29.08.73. 3.Схе.ма автоматизации загрузк бун еров cть-Kaмeнofopcкoй ТЭЦ с использованием бескоитактной аштаратуры. Информационный листок Л9 Т-24/71, ч 11нформэнерго, Д1., 1972 (ipoTOTHH.).
/7
75
0
--
-
