Изобретение относится к способам изготовления из отработанных стальных канатов арматурных элементов, предназначенных для дисперсного армирования бетона.
Целью изобретения является улучшение анкерующей способности арматуры.
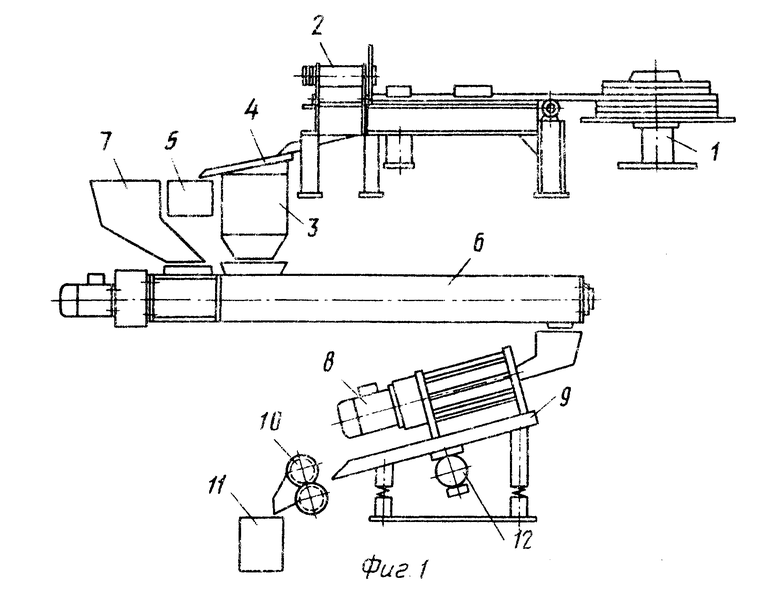
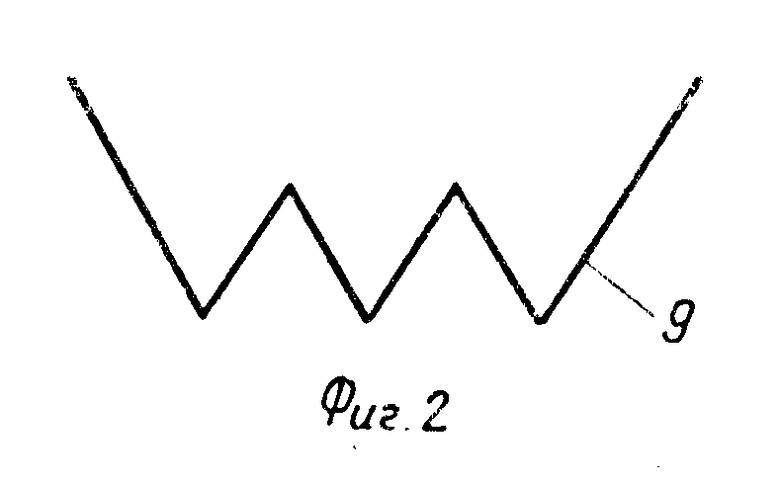
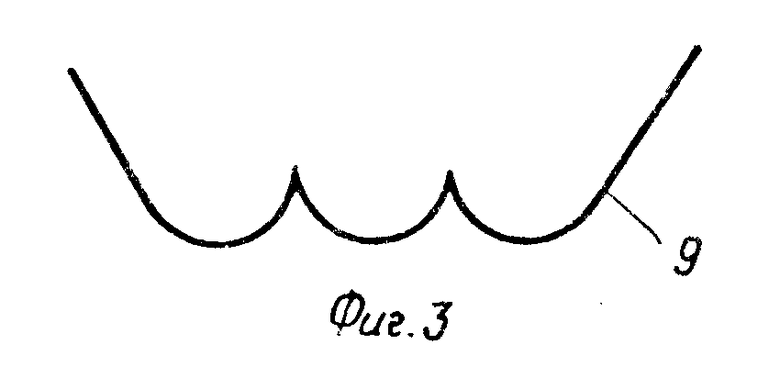
На фиг. 1 изображена схема установки для изготовления дисперсной арматуры; на фиг. 2 и 3 возможные формы поперечного сечения гофрированного лотка для подачи отрезков проволоки к профилирующим валкам.
Установка для изготовления дисперсной арматуры состоит из поворотного стола 1, на котором установлена бухта отработанного каната, механизма 2 резки, валковой дробилки 3 с разделительной решеткой 4 и контейнером 5 для сбора пенькового жгута, устройства очистки 6 и с бункером для песка 7, рассеивателя 8, лотка 9, профилирующих валков 10, контейнера 11 для готовой арматуры и вибратора 12.
Механизм резки 2 предназначен для подачи каната и разрезки его на мерные отрезки. Резка каната осуществляется быстровращающимся стальным диском. Подача каната производится пневматическим шаговым механизмом, работающим в автоматическом режиме.
Отрезки каната из механизма 2 резки попадают на разделительную решетку 4 валковой дробилки 3, где осуществляется отделение пенькового жгута, который собирается в установленном для этой цели контейнере 3, а пряди каната проваливаются через решетку 4 в дробилку 3, в которой происходит перетирание прядей между валками и расщепление их на отдельные проволоки.
Из дробилки проволоки попадают в устройство для очистки 6, представляющее собой шнековый смеситель, где под действием лопаток происходит их перемешивание с песком, поступающим из бункера 7. В результате перемешивания осуществляется абразивная очистка поверхности проволок от окалины, грязи и смазки.
Из устройства очистки проволоки подаются в барабан рассеивателя 8, который разбивает возможные комки и распределяет проволоки по ширине лотка, по которым они транспортируются к профилирующим валкам 10. Во время перемещения по лотку проволоки ориентируются, в результате чего продольная ось проволоки располагается или параллельно направлению движения или под углом до 18о. Ориентация может осуществляться различными способами, например, с использованием сил магнитного поля или за счет применения лотка с гофрированной поверхностью, профиль гофр может быть различным по форме и размерам (фиг. 2). Взаимное расположение гофр может быть как параллельным, так и сходящимся в сторону профилирующих валков 10. Поперечное сечение гофр также может быть переменным по длине. Перемещение проволоки по наклонному лотку производится за счет вибрации, силы гравитации или с помощью ленточного или пластинчатого транспортера.
При прохождении через профилирующие валки 10 проволоки приобретают волнообразную форму, улучшающую ее анкеровку в бетоне. Готовая арматура собирается в контейнере 11 мерной емкости, применение которого упрощает дозирование арматуры при дальнейшем использовании.
При ориентировании проволок в потоке параллельно направлению движения образуется наиболее оптимальный профиль волнообразного изгиба проволок, однако при этом снижается производительность подачи проволок к профилирующим валкам. При ориентировании проволок под углом к направлению потока его ширина увеличивается, что повышает производительность подачи проволок. Этот угол может достигать 18о, а с увеличением его за пределы этого значения профиль волнообразного изгиба проволок искажается, что не позволяет достичь улучшения анкеровки арматуры.
Через профилирующие валки могут проходить несколько слоев проволок, однако при глубине потока более 5 диаметров проволок также происходит искажение волнообразного профиля проволок и тем самым ухудшение анкерующей способности арматуры.
Полученную арматуру применяют при изготовлении дисперсно армированных бетонных изделий путем перемешивания ее с бетоном и с последующим формованием изделий. При этом за счет улучшения анкерующей способности дисперсной арматуры и повышения эффективности использования ее прочности снижается расход арматуры при обеспечении равной несущей способности изготавливаемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий из каната | 1979 |
|
SU867977A1 |
| Способ изготовления дисперсной арматуры | 1981 |
|
SU996673A1 |
| Способ изготовления дисперсной арматуры | 1984 |
|
SU1219760A1 |
| Способ изготовления дисперсной арматуры | 1986 |
|
SU1384687A1 |
| Способ изготовления дисперсной арматуры | 1984 |
|
SU1268690A2 |
| АРМАТУРНЫЙ ЭЛЕМЕНТ С ВЫСОКИМИ АНКЕРУЮЩИМИ СВОЙСТВАМИ ДЛЯ ДИСПЕРСНОГО АРМИРОВАНИЯ | 2008 |
|
RU2367749C1 |
| Способ изготовления дисперсной арматуры | 1987 |
|
SU1596038A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ФИБР | 2006 |
|
RU2344904C2 |
| Фибра для дисперсного армирования бетона | 2023 |
|
RU2806090C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОЙ ФИБРОВОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212314C1 |
Изобретение относится к способам изготовления из отработанных стальных канатов арматурных элементов, предназначенных для дисперсного армирования бетона. Позволяет улучшить анкерующую способность арматуры. Отработанный стальной канат режут на отрезки заданной длины, расщепляют их на отдельные проволоки путем перетирки, очищают проволоки от смазки, после чего деформируют по длине путем пропускания их в непрерывном потоке через профилирующие валки, при этом проволоки в потоке ориентируют под углом от 0 до 18° по отношению к его направлению, а глубину потока устанавливают в пределах от 1 до 5 диаметров проволоки. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОЙ АРМАТУРЫ, включающий разрезание отработанного каната на отрезки заданной длины, их расщепление на отдельные проволоки путем перетирки и очистки проволок от смазки, отличающийся тем, что, с целью улучшения анкерующей способности арматуры, проволоки деформируют по длине путем пропускания их в непрерывном потоке через профилирующие валки, при этом проволоки в потоке ориентируют под углом от 0 до 18o по отношению к его направлению, а глубину потока устанавливают в пределах от 1 до 5 диаметров проволоки.
| Способ изготовления дисперсной арматуры | 1986 |
|
SU1384687A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
