САд 00 4 О) С
Фиг.1
Изобретение относится к производтву железобетонных конструкций и моет быть использовано при заготовке рматуры для их дисперсного армирова- .
ИН,
Целью изобретения является повьще- ние производительности процесса,
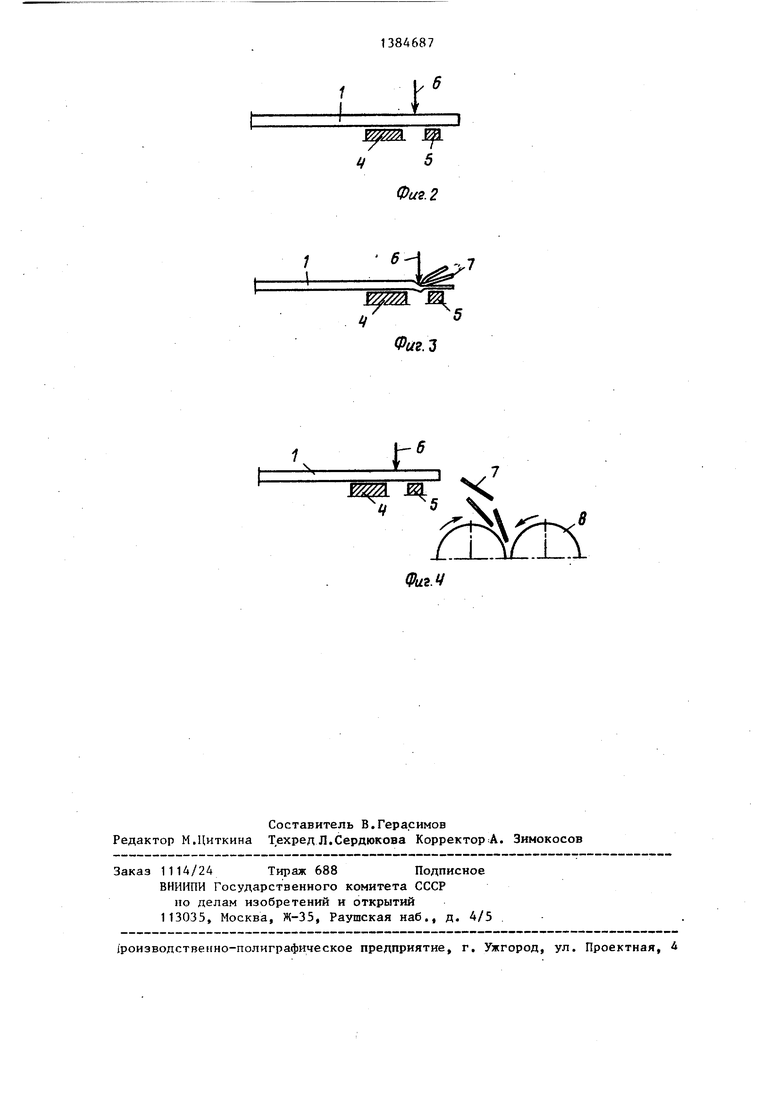
На фиг, 1 изображена принципиальная схема процесса изготовления ар- }0 атуры; на фиг, 2 - исходное положение конца каната на опорах для рез- . ки} на фиг, 3 - конец каната во время его резки; на фиг, А - перемещение . следующего участка конца каната на 15 опоры с одновременным сбрасыванием прядей в устройство для их перетирки.
Для изготовления дисперсной арма туры используют, отработанные канаты. Конец каната 1 с бухты 2 с помощью 20 подающих роликов 3 перемещают на две опоры 4 и 5, расстояние между которыми принимают равным 1,5-3 диамет- рам каната. После этого о.существляют поперечную подачу режущего инструмен- 25 та 6, например дисковой пилы, В процессе резки каната его конец упруго изгибается между опорами, в резуль- тате чего начинается расщепление отрезка на пряди 7, Затем производят 30 перемещение на опоры следующего участка каната, который своим торцом толчкообразно сбрасывает отрезок в устройство 8 для перетирки прядей. При сбрасьшании отрезка каната с 35 опор происходит его окончательное расщепление на пряди 7,
Перетирку прядей на отдельные проволоки производят в устройстве 8 между двумя валиками с насечкой на по- 40 верхности, которые вращаются один навстречу другому. Полученные проволоки попадают в контейнер 9, который затем подают к месту очистки проволок от смазки.
Очистку проволок от смазки производят путем перетирки их с песком ил песчано-гравийной смесьй. Очистка проволок может быть произведена керосином.
Изобретение позволяет повысить призводительность процесса изготовления дисперсной, арматуры за счет расщепления отрезка каната на пряди в процессе резки. Кроме того, при данном способе изготовления арматуры не требуется последовательное проведение операций, совмещение их позволяет сократить время цикла и тем самым дополнительно повысить производительность процесса.
Формула изобретения
1,Способ изготовления дисперсной арматуры, включающий резку каната
на отрезки заданной дпины, расщепление отрезков на пряди, перетирку их- для расщепления на отдельные проволоки и последующую очистку проволок от смазки, отличающийся тем что с целью повьшения производительности, расщепление отрезков на пряди осуществляют в процессе резки конца каната, который укладывают на две опоры и упруго изгибают между ними при поперечной подаче режущего инструмента, затем отрезки торцом каната сбрасывают с опоры в устройство для перетирки прядей,
2,Способ поп, 1, отличающийся тем, что очистку расщепленных проволок от смазки производят путем их перетирки с песком или песчано-гравийной смесью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОЙ АРМАТУРЫ | 1989 |
|
SU1639109A1 |
| Способ изготовления дисперсной арматуры | 1981 |
|
SU996673A1 |
| Способ получения изделий из каната | 1979 |
|
SU867977A1 |
| Способ изготовления дисперсной арматуры | 1987 |
|
SU1596038A1 |
| Способ изготовления дисперсной арматуры | 1984 |
|
SU1268690A2 |
| Способ изготовления дисперсной арматуры | 1984 |
|
SU1219760A1 |
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1983 |
|
SU1099023A2 |
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1990 |
|
SU1731918A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОЙ ФИБРОВОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212314C1 |
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1980 |
|
SU949123A1 |
Изобретение относится к производству железобетонных конструкций и может быть использовано при заготовке арматуры для их дисперсного армирования. Позволяет повысить производительность процесса. Для изготовления арматуры используют отработанные канаты 1, которые сматывают с бухты 2 и с помощью подающих р.оликов 3 подают на опоры 4 и 5. При Поперечной подаче режущего инструмента 6 конец каната изгибается между опорами, в результате чего начинается расщепление отрезка на пряди 7, которые затем перетираются на отдельные проволоки в устройстве 8 и попадают в контейнер 9, После этого проволоки подают к месту очистки их от смазки. 1 з.п. ф-лы, 4 ил. о (Л
LГ
Чб
Фиг. 2
к Щ.
7
.г
щ. S
-Ч - ,s
- -Ли
| Способ изготовления дисперсной арматуры | 1981 |
|
SU996673A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления дисперсной арматуры | 1984 |
|
SU1219760A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| - | |||
