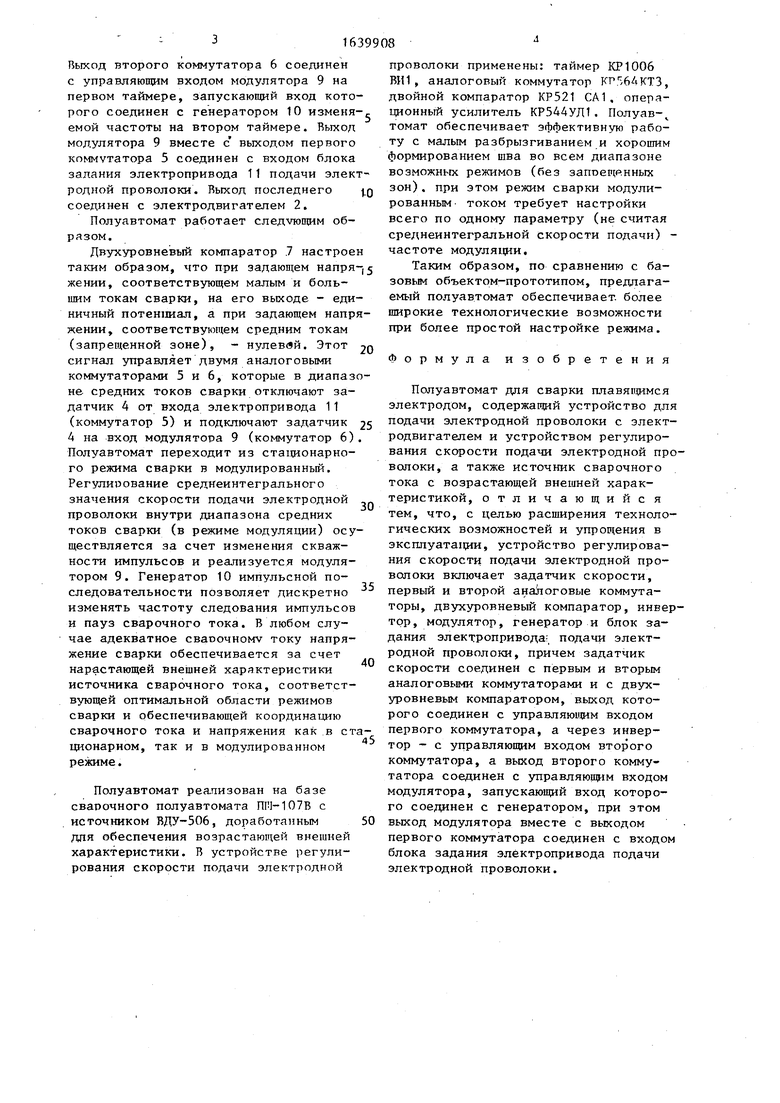
Выход второго коммутатора 6 соединен с управляющим входом модулятора 9 на первом таймере, запускающий вход которого соединен с генератором 10 измени-,. емой частоты на втором таймере. Выход модулятора 9 вместе с выходом первого коммутатора 5 соединен с входом блока задания электропривода 11 подачи электродной проволоки. Выход последнего J.Q соединен с электродвигателем 2.
Полуавтомат работает следлтощим образом.
Двухуровневый компаратор 7 настроен таким образом, что при задающем напря 5 жении, соответствующем малым и большим токам сварки, на его выходе - единичный потенциал, а при задающем напряжении, соответствующем средним токам (запрещенной зоне), - нулеввй. Этот 20 сигнал управляет двумя аналоговыми коммутаторами 5 и 6, которые в диапазоне средних токов сварки отключают за- датчик 4 от входа электропривода 11 (коммутатор 5) и подключают задатчик 25 4 на вход модулятора 9 (коммутатор 6). Полуавтомат переходит из стационарного режима сварки в модулированный. Регулирование среднеинтегрального значения скорости подачи электродной проволоки внутри диапазона средних токов сварки (в режиме модуляции) осуществляется за счет изменения скважности импульсов и реализуется модулятором 9. Генератор 10 импульсной последовательности позволяет дискретно изменять частоту следования импульсов и пауз сварочного тока. В любом случае адекватное сварочному току напряжение сварки обеспечивается за счет нарастающей внешней характеристики источника сварочного тока, соответствующей оптимальной области режимов сварки и обеспечивающей координацию сварочного тока и напряжения как в стационарном, так и в модулированном режиме.
Полуавтомат реализован на базе сварочного полуавтомата ПГ1-107В с источником ВДУ-506, доработанным 50 для обеспечения возрастающей внешней характеристики. В устройстве регулирования скорости подачи электродной
30
35
40
проволоки применены: таймер КР1006 ВИ1 , аналоговый коммутатор КГ :/64КТЗ, двойной компаратор КР521 СА1, операционный усилитель КР544УД1. Полуав- томат обеспечивает эффективную работу с малым разбрызгиванием и хорошим формированием шва во всем диапазоне возможных режимов (без запвещрнных зон). при этом режим сварки модулированным- током требует настройки всего по одному параметру (не считая среднеинтегральной скорости подачи) - частоте модуляции.
Таким образом, по сравнению с базовым объектом-прототипом, предлагаемый полуавтомат обеспечивает, более широкие технологические возможности при более простой настройке режима.
Формула изобретения
Полуавтомат для сварки плавящимся электродом, содержащий устройство для подачи электродной проволоки с электродвигателем и устройством регулирования скорости подачи электродной проволоки, а также источник сварочного тока с возрастающей внешней характеристикой, отличающийся тем, что, с целью расширения технологических возможностей и упрощения в эксплуатации, устройство регулирования скорости подачи электродной проволоки включает задатчик скорости, первый и второй аналоговые коммутаторы, двухуровневый компаратор, инвертор, модулятор, генератор и блок задания электропривода , подачи электродной проволоки, причем задатчик скорости соединен с первым и вторым аналоговыми коммутаторами и с двухуровневым компаратором, выход которого соединен с управляющим входом первого коммутатора, а через инвертор - с управляющим входом второго коммутатора, а выход второго коммутатора соединен с управляющим входом модулятора, запускающий вход которого соединен с генератором, при этом выход модулятора вместе с выходом первого коммутатора соединен с входом блока задания электропривода подачи электродной проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Сварочный полуавтомат | 1989 |
|
SU1620240A1 |
| Сварочный полуавтомат | 1988 |
|
SU1556840A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| Способ дуговой сварки и устройство для его осуществления | 1989 |
|
SU1668071A1 |
| Сварочный полуавтомат | 1987 |
|
SU1493407A1 |
| Способ сварки плавящимся электродом с короткими замыканиями и устройство для его осуществления | 1987 |
|
SU1563917A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
Изобретение относится к сварке плавящимся электродом и может быть использовано вмаминостроении, строительстве и т.д. 1)ельизобретения -расширение технологических возможностей и упрощение эксплуатации полуавтомата. Полуавтомат содержит источник сварочного тока и устройство для подачи электродной проволоки. Устройство регулирования скорости подачи электродной проволоки содержит задатчик скорости, два аналоговых коммутатора, двухуровИзобретение относится к области сварки. Цель изобретения - расширение технологических возможностей и упрощение в эксплуатации полуавтомата. На чертеже представлена схема полуавтомата для сварки плавящимся электродом. Полуавтомат для сварки плавяцимся электродом содержит источник 1 сварочного тока с возрастающей внешней характеристикой и устройство для поданевый компаратор и инвертор на операционном усилителе. Выход одного из коммутаторов соединен с управляющим входом модулятора, выполненного на базе первого таймера запускающий вход которого соединен с генератором изменяемой частоты, выполненного на базе второго таймера. Выход модулятора соединен с входом блока задания электропривода подачи электродной проволоки. Выход последнего соединен с электродвигателем. Полуавтомат работает в стационарном режиме сварки в области малых и больших токов сварки, а в области средних токов автоматически переходит в режим сварки модулированным током. Л последнем случае регулирование среднеинтегральной скорости подачи осуществляется путем изменения скважности импульсов. Во всем диапазоне регулирование скорости подачи осуществляется единым задат- чиком, что обеспечивает простоту эксплуатации устройства. 1 шк $ чи электродной проволоки, включающее в себя электродвигатель 2, соединенный с устройством 3 регулирования скорости подачи электродной проволоки. Последнее содержит задатчик 4 скорости, соединенный с первым и вторым аналоговыми коммутаторами 5 и 6 и с двухуровневым компаратором 7, выход которого соединен с управляющим входом первого коммутатора, а через инвертор на операционном усилителе 8 - с управляющим входом второго коммутатора 6. 1В О СО CD СО О 00
| Вагнер Ф.А | |||
| Оборудование и способы сварки пульсирующей дугой.- М.: Энергия, 1980, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
