Изобретение относится к механизированной дуговой сварке плавящимся электродом.
с
Цель изобретения - улучшение качества шва путем обеспечения устойчивого сварочного процесса в широком диапазоне режимов.
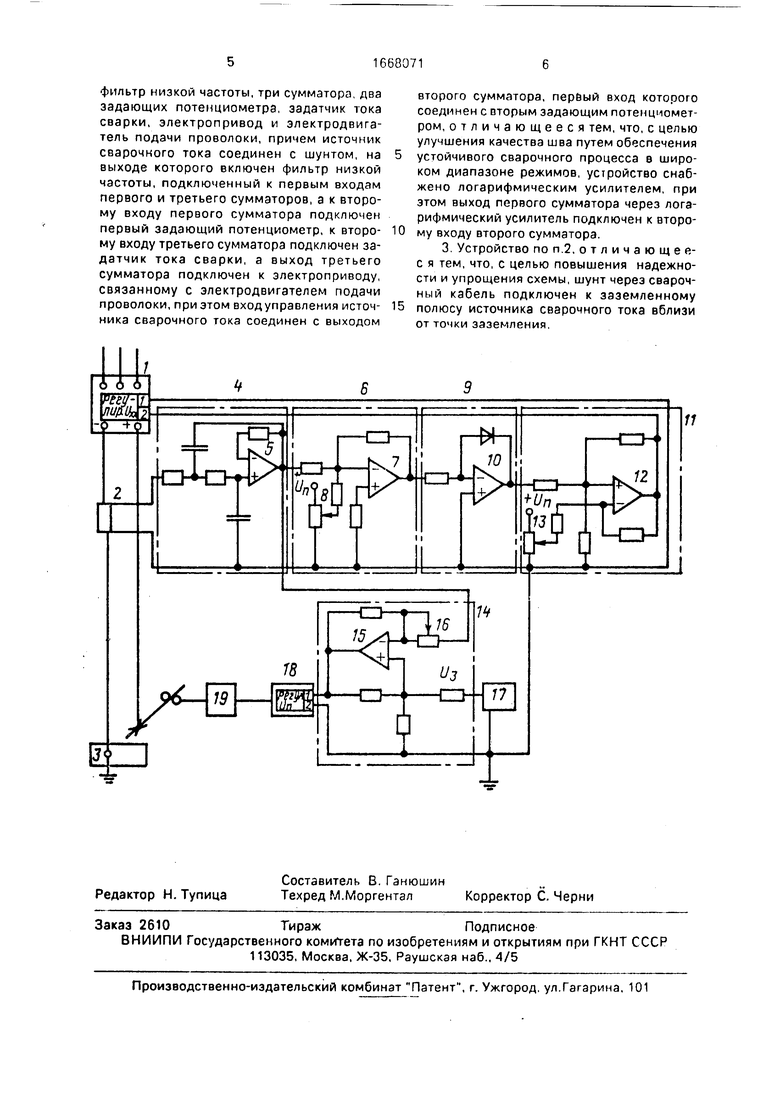
На чертеже представлена схема устройства для дуговой сварки.
Использование нелинейной зависимости между током и напряжением сварки позволяет обеспечивать оптимальное соотношение параметров режима сварки в широком диапазоне, поддерживать рабочую точку на вольтамперной характеристике в центре оптимальной области и тем самым уменьшать чувствительность процесса сварки к случайным возмущениям.
Обратная зависимость скорости подачи проволоки дополняет стабилизирующее действие саморегулирования и позволяет обеспечить устойчивость процесса сварки при больших наклонах оптимальной зависимости, которые характерны для начального участка нелинейной зависимости, а также для определенных соотношений сварочных параметров. При этом учитывается и то, что регулирование скорости подачи проволоки осуществляется с большей инерционностью, чем регулирование напряжения сварки. При этом запаздывание стабилизирующего воздействия по скорости подачи проволоки, с одной стороны, позволяет напряжению сварки войти в оптимальную область режимов, с другой стороны, останавливать дальнейшее нарастаняе значений тока и напряжение сварки внутри оптимальной области.
о о
00
о XI
Устройство содержит источник 1 сварочного тока, к которому подключен шунг 2, соединенный с точкой 3 заземления. На выход шунта 2 подключен фильтр А низкой частоты на операционном усилителе 5. Выход последнего соединен с одним входом первого сумматора 6 на операционном усилителе 7, Другой выход этого сумматора соединен с движком потенциометра 8. Выход сумматора 6 соединен с входом логарифмического усилителя 9 на операционном усилителе 10. Выход логарифмического усилителя 9 соединен с одним входом второго сумматора 11 на операционном усилителе 12, а другой вход этого сумматора соединен с движком потенциометра 13. Выход второго сумматора 11 соединен с управляющим входом источника 1 сварного тока. Выход фильтра 4 низкой частоты соединен также с одним входом третьего сумматора 14 на операционном усилителе 15 через реостат 16. Другой вход этого сумматора соединен с ээдатчиком 17 сварочного тока. Выход этого сумматора соединен с входом задания электропривода 18, подключенного к электродвигателю 19 подачи проволоки.
Устройство работает следующим образом.
Сигнал тока сварки с шунта 2 фильтруется от высокочастотной помехи фильтром 4, складывается с регулируемым первым потенциометром 8 постоянным сигналом на первом сумматоре 6, логарифмируется логарифмическим усилителем 9 и складывается г регулируемым вторым потенциометром 13 постоянным сигналом на втором сумматоре 11. Полученный сигнал, имеющий нелинейную зависимость от тока сварки, поступает на управляющий вход источника 1 сварочного тока. Кроме того, cut нал с фильтра 4 низкой частоты через реостат 16, обеспечивающий регулирование глубины отрицательной обратной соя- зи, вычитается от сигнала с задатчика 17 тока сварки на третьем сумматоре 14. Разность поступает на вход задания электропривода 18, обеспечивая стабилизацию режима ссарки.
Устройство для дуговой сварки фильтрует сигнал тока сварки от высокочастотных помех, складывает его с регулируемой постоянной величиной, которая обеспечивает регулирование коэффициента К в соответствии с правилами логарифмирования, осуществляемого вслед за суммированием и, наконец, складывает полученный сигнал с регулируемой постоянной величиной, обеспечивающей регулирование напряжения холостого хода (параметра Ux.x.o). Кроме того, отфильтрованный сигнал через реостат вычитается от сигнала задания тока сварки. Настройка схемы состоит в настройке параметров оптимальной области Ux.x.o и К(статика) и глубины стабилизирующей обратной связи реостатом (динамика).
Подключение шунта к заземляемому полюсу источника сварочного тока устраняет необходимость гальванической развязки
сварочной цепи от управляющей, так как сварочное напряжение уже не может попасть на корпус устройства.
Требование близости подключения шунта к точке заземления вызвано тем, что
на длинном сварочном кабеле падение напряжения может достигать 2...3 В, а попадание такого напряжения на корпус устройства также нежелательно.
Способ осуществлягт на сварочном полуавтомате ПДГ-515 со сварочным источником ВДУ-506, дополненным приставкой для регулирования напряжения холостого хода аналоговым входным сигналом ОШ.17 401.
Устройство реализовано на операционных усилителях К140УД7.
Электропривод подачи проволоки - БУ3609 с аналоговым регулирующим входом.
По сравнению с базовым объектом - прототипом предлагаемые способ и устройство обеспечивают более качественное формирование шва при отсутствии дефектов, увеличение диапазона режимов сварки, в
которых обеспечивается стабильность процесса сварки, и упрощение устройства, реализующего способ, при повышении его надежности.
Формула изобретения
1.Способ дуговой сварки, заключающийся в юм, что измеряют ток сварки, сравнивают его с заданной величиной, а напряжение сварки и скорость подачи проволоки изменяют в зависимости от тока сварки, отличающийся тем, что, с целью улучшения качества шва путем обеспечения устойчивого сварочного процесса в широком диапазоне режимов, напряжение
сварки изменяют по формуле
Uce U0(1+aln(Klce + 1),
где ICB - сварочный ток;
Uo, а, К, 1П - параметры, характеризующие свойства свариваемых материалов и энергетические параметры режима, а скорость подачи проволоки изменяют в обратной зависимости от величины и знака отклонений тока сварки от заданного.
2,Устройство для дуговой сварки, содержащее источник сварочного тока, шунт.
фильтр низкой частоты, три сумматора, два задающих потенциометра, задатчик тока сварки, электропривод и электродвигатель подачи проволоки, причем источник сварочного тока соединен с шунтом, на выходе которого включен фильтр низкой частоты, подключенный к первым входам первого и третьего сумматоров, а к второму входу первого сумматора подключен первый задающий потенциометр, к второму входу третьего сумматора подключен задатчик тока сварки, а выход третьего сумматора подключен к электроприводу, связанному с электродвигателем подачи проволоки, при этом вход управления источника сварочного тока соединен с выходом
0
второго сумматора, первый вход которого соединен с вторым задающим потенциометром, отличающееся тем, что, с целью улучшения качества шва путем обеспечения устойчивого сварочного процесса в широком диапазоне режимов, устройство снабжено логарифмическим усилителем, при этом выход первого сумматора через логарифмический усилитель подключен к второму входу второго сумматора.
3. Устройство по п.2, отличающее- с я тем, что, с целью повышения надежности и упрощения схемы, шунт через сварочный кабель подключен к заземленному полюсу источника сварочного тока вблизи от точки заземления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| Устройство контроля процесса горения сварочной дуги | 1990 |
|
SU1731514A2 |
| Устройство для дуговой сварки | 1983 |
|
SU1143544A1 |
| Устройство автоматического управления положением сварочной головки | 1988 |
|
SU1542730A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Полуавтомат для сварки плавящимся электродом | 1989 |
|
SU1639908A1 |
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| Имитатор сварочной дуги | 1988 |
|
SU1600937A1 |
Изобретение относится к механизированной дуговой сварке плавящимся электродом. Цель изобретения - улучшение качества шва путем обеспечения устойчивости сварочного процесса в широком диапазоне режимов. Напряжение сварки изменяют в прямой нелинейной зависимости от тока сварки, например логарифмической, а скорость подачи проволоки изменяют в обратной зависимости от тока сварки. Устройство для дуговой сварки содержит источник сварочного тока, шунт, фильтр, сумматоры и электропривод подачи проволоки. При этом в цепь положительной обратной связи введен логарифмический усилитель, а шунт через сварочный кабель подключен к заземленному полюсу источника сварочного тока вблизи от точки заземления. Использование нелинейной зависимости между током и напряжением сварки обеспечивает оптимальное соотношение параметров режима сварки, что ведет к улучшению качества шва. 2 с. и 1 з.п.ф-лы, 1 ил.
| Способ автоматического регулирования длины сварочной дуги | 1978 |
|
SU737148A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| M.Amln | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Metal Construction | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Способ составления поездов | 1924 |
|
SU349A1 |
| M.Amln, Nassen-Ahmed | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Metal construction, 1987, 19, N; 9. | |||
