Изобретение относится к сварке давлением с подогревом, в частности диффузионной сварке, и может быть использовано для изготовления биметаллических труб в различных отраслях промышленное ги.
Целью изобретения является повышение качества сварного соединения и увеличение долговечности установки для сварки.
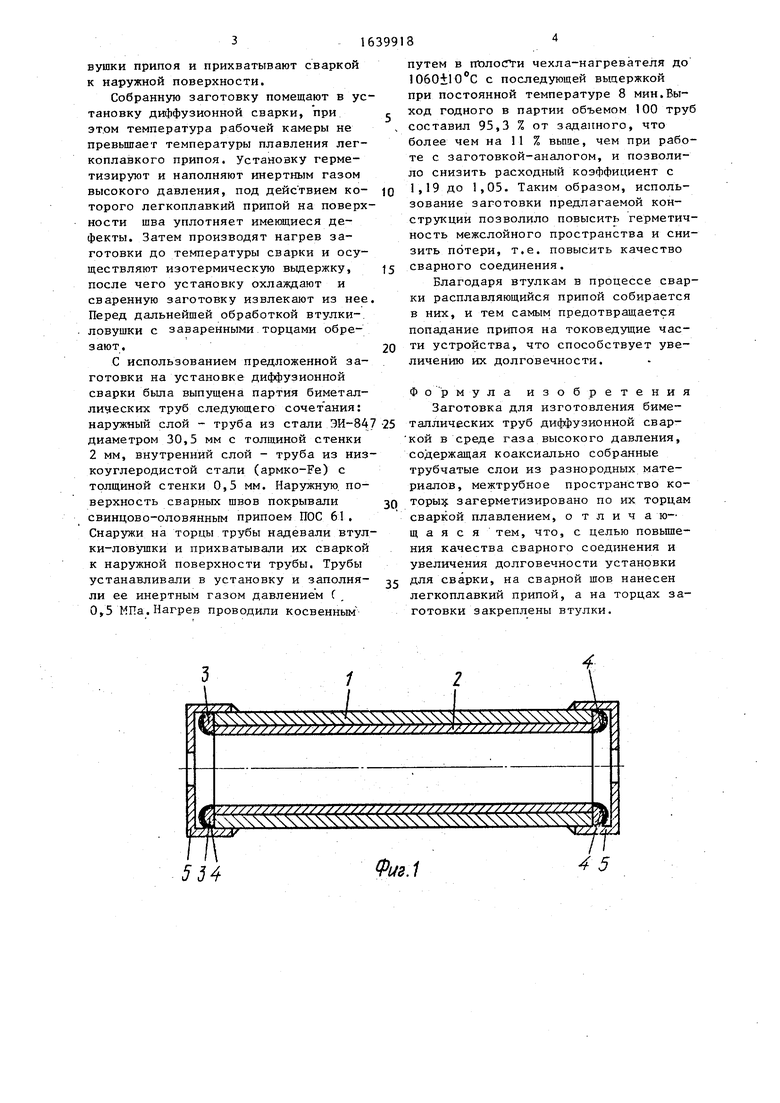
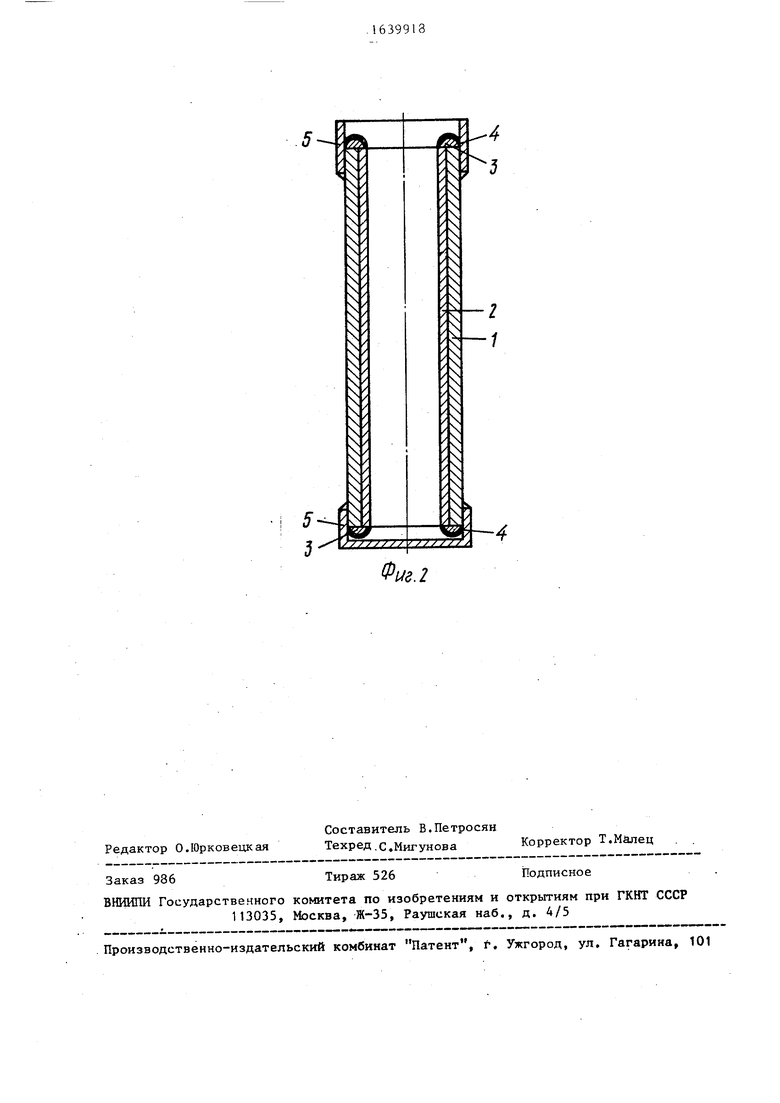
На фиг.1 показана заготовка при ее горизонтальном расположении в установке для сварки; на фиг.2 - то же, при вертикальном расположении.
Заготовка содержит коаксиально собранные трубчатые слои 1 и 2 из разнородных материалов, межтрубное пространство которых загерметизировано по их торцам сваркой плавлением.
На сварной шов 3 нанесен легкоплавкий припой 4, а на торцах заготовки закреплены втулки 5.
Заготовку получают следующим образом. После очистки контактных поверхностей труб-слоев, например, травлением и шлифованием трубу внутреннего слоя помещают в полость трубы наружного слоя и производят совместную деформацию до достижения плотного контакта между слоями. Деформация слоев может производиться электросваркой в среде инертного газа. Наружную поверхность сварного шва после обезжиривания в кислоте покрывают слоем легкоплавкого припоя из свинцово-оловянного сплава. На наружную поверхность двухслойной трубы по торцам надевают втулки-лоОЭ03
со со
00
вушки припоя и прихватывают сваркой к наружной поверхности.
Собранную заготовку помещают в установку диффузионной сварки, при этом температура рабочей камеры не превышает температуры плавления легкоплавкого припоя. Установку герметизируют и наполняют инертным газом высокого давления, под действием которого легкоплавкий припой на поверхности шва уплотняет имеющиеся дефекты. Затем производят нагрев заготовки до температуры сварки и осуществляют изотермическую выдержку, после чего установку охлаждают и сваренную заготовку извлекают из нее Перед дальнейшей обработкой втулки- ловушки с заваренными торцами обрезают.
С использованием предложенной заготовки на установке диффузионной сварки была выпущена партия биметаллических труб следующего сочетания: наружный слой - труба из стали ЭИ-84 диаметром 30,5 мм с толщиной стенки 2 мм, внутренний слой - труба из низкоуглеродистой стали (армко-Fe) с толщиной стенки 0,5 мм. Наружную поверхность сварных швов покрывали свинцово-оловянным припоем ПОС 61. Снаружи на торцы трубы надевали втулки-ловушки и прихватывали их сваркой к наружной поверхности трубы. Трубы устанавливали в установку и заполняли ее инертным газом давлением f 0,5 МПа. Нагрев проводили косвенным4
5
5
0
0
5
путем в гголосгти чехла-нагревателя до 1060±10°С с последующей выцержкой при постоянной температуре 8 мин.Выход годного в партии объемом 100 труб составил 95,3 % от заданного, что более чем на 11 7, выше, чем при работе с заготовкой-аналогом, и позволило снизить расходный коэффициент с 1,19 до 1,05. Таким образом, использование заготовки предлагаемой конструкции позволило повысить герметичность межслойного пространства и снизить потери, т.е. повысить качество сварного соединения.
Благодаря втулкам в процессе сварки расплавляющийся припой собирается в них, и тем самым предотвращается попадание припоя на токоведущие части устройства, что способствует увеличению их долговечности.
Формула изобретения
Заготовка для изготовления биметаллических труб диффузионной свар- кой в среде газа высокого давления, содержащая коаксиально собранные трубчатые слои из разнородных материалов, межтрубное пространство которых загерметизировано по их торцам сваркой плавлением, о т л и ч а ю- щ а я с я тем, что, с целью повышения качества сварного соединения и увеличения долговечности установки для сварки, на сварной шов нанесен легкоплавкий припой, а на торцах заготовки закреплены втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2010 |
|
RU2438842C1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МЕТОДОМ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2219024C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ ПАЙКОЙ | 2012 |
|
RU2537979C2 |
| СОЕДИНИТЕЛЬНЫЙ ШОВ В ДЕТАЛЯХ ИЗ ЦИНКА И ЕГО СПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2146190C1 |
| Способ получения неразъемного соединения труб | 1989 |
|
SU1655675A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2015 |
|
RU2599947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОВОЙ ТРУБЫ КАМЕРЫ СГОРАНИЯ АВИАЦИОННОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2258869C1 |
Изобретение относится к сварке давлением с подогревом, в частности к диффузионной сварке, и может быть использовано для изготовления биметаллических труб в различных отраслях промышленности. Цель изобретения - повышение качества сварного соединения и увеличение долговечности установки для сварки. Заготовка содержит коаксиально собранные трубчатые слои из разнородных материалов, межтрубное пространство которых загерметизировано по их торцам сваркой плавлением, на сварной шов нанесен легкоплавкий припой, а на торцах заготовки закреплены втулки. В процессе сварки легкоплавкий припой повышает герметичность сварного шва, и его излишки скапливаются во втулках-ловушках. 2 ил. «с (Л
534
Фм.1
45
Редактор О.Юрковецкая
Составитель В.Петросян
Техред.с.Мигунова Корректор Т.Малец
Заказ 986
Тираж 526
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г-. Ужгород, ул. Гагарина, 101
Фиг. 2
Подписное
| Заготовка для изготовления биметаллических труб диффузионной сваркой | 1985 |
|
SU1234123A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
