Изобретение относится к области изготовления малогабаритных трубчатых переходников из разнородных материалов методом диффузионной сварки в вакууме, в частности, к способам получения малогабаритных трубчатых переходников цирконий - сталь, титан - сталь, алюминий - сталь и др., при котором диффузионную сварку трубчатых заготовок осуществляют по резьбе диаметром менее 14 мм.
Известен способ диффузионной сварки переходников по резьбе, когда трубчатые заготовки свинчивают, нагревают в вакууме до температуры диффузионной сварки и с помощью запрессовки во внутреннюю втулку жаропрочного конусного дорна обеспечивают сдавливание резьбовых поверхностей по всей площади резьбовой нахлестки (см. Киселев С.Н. и др. Соединение труб из разнородных металлов. М., Машиностроение, 1981 г., с.110-111).
Способ горячей раздачи внутренней резьбовой втулки с помощью конусного дорна весьма эффективен для переходников с внутренним диаметром более 20-25 мм, а для переходников с внутренним диаметром резьбы менее 14 мм этот способ не дает положительных результатов, т.к. конусный дорн при этих размерах превращается в очень тонкий конус и в процессе запрессовки при температуре диффузионной сварки он теряет устойчивость и гнется.
Наиболее близким к заявленному изобретению является способ изготовления биметаллических переходников малого диаметра методом диффузионной сварки по а.с. 706215, зарегистрированному в 1979 году.
По этому способу на внутренней поверхности наружной трубной заготовки нарезают резьбу, вставляют в нее внутреннюю заготовку в виде сплошного цилиндра и после нагрева сборки до температуры диффузионной сварки внутреннюю заготовку деформируют в осевом направлении путем сжатия по торцам с помощью специального инструмента в виде ступенчатых жаропрочных пробок. В результате осевого деформирования внутренняя заготовка увеличивается в диаметре и ее металл заполняет резьбовые канавки наружной резьбовой заготовки, после чего заготовку выдерживают при температуре диффузионной сварки необходимое время для образования диффузионного сварного соединения по резьбовой поверхности.
Переходники изготавливают из сваренной заготовки путем сверления отверстия во внутренней заготовке и токарной обработки снаружи с обеспечением наружного диаметра и размеров концов переходника, необходимых для сварки с разнородными трубками, которые на практике могут отличаться по своим диаметрам на несколько миллиметров.
Получаемые таким способом малогабаритные переходники благодаря резьбе имеют высокие прочностные характеристики, надежны в работе, но не обладают вакуумной плотностью, т.к. металл стержня во время осевой пластической деформации не всегда полностью заполняет острую "вершину" резьбовой канавки, в результате чего в резьбовом диффузионном соединении после сварки сохраняется сквозной спиральный микроканал.
Для вакуумно-плотных переходников, чтобы устранить этот недостаток, диффузионную сварку стараются вести с образованием в диффузионном резьбовом соединении жидкой фазы в виде эвтектики, например, как при диффузионной сварке циркония со сталью ОХ18Н10Т (см. а.с. 202404) или используют припой, у которого температура плавления должна быть ниже температуры диффузионной сварки. Жидкая эвтектика или припой перекрывают микроканал в вершине резьбовой канавки, и резьбовое соединение становится вакуумно-плотным. Однако в ответственных изделиях, работающих в ремонтнонедоступных условиях, например в активной зоне атомного реактора, известные припои и целый ряд эвтектик не могут работать в течение многих лет в горячей воде и паре из-за своей низкой коррозионной стойкости.
В случае диффузионного соединения цирконий - сталь ОХ18Н10Т допустима только твердая диффузионная прослойка толщиной не более 5 мкм (см. патент РФ 2085350 от 27.07.97 г.). Отказаться от резьбы в биметаллических переходниках малого диаметра и заменить ее на кольцевые канавки, как делают в больших переходниках (см. например, патент РФ 2085350 от 27.07.97 г.), технически невозможно, т.к. внутренний диаметр наружной заготовки, в которой нарезается резьба, может составлять всего 6-10 мм, а длина не менее 75 мм, что недоступно для стабильной обработки резцом, т. к. диаметр достаточно длинной державки для крепления резца должен быть меньше, диаметра отверстия хотя бы на 3 мм. Жесткость такой державки недостаточна для усилия резания на глубине отверстия свыше 25-30 мм, особенно на вязких нержавеющих сталях типа 18-8.
Для нарезки резьбы на таких малых диаметрах обычно используют метчики, для которых глубина нарезки не представляет принципиальных технических трудностей.
Задачей, на решение которой направлено настоящее изобретение, является разработка способа изготовления биметаллических переходников малого диаметра методом диффузионной сварки по резьбе, который бы обеспечивал вакуумную плотность диффузионному сварному соединению без образования жидкой фазы в резьбе.
Технический результат, получаемый при осуществлении заявленного изобретения, состоит в том, что в процессе диффузионной сварки по резьбе в сварном диффузионном соединении образуется по крайней мере один вакуумно-плотный кольцевой барьер, получаемый в результате специальной обработки отверстия перед нарезкой резьбы, сдавливания свариваемых поверхностей и выдержки при температуре диффузионной сварки.
Указанный технический результат достигается тем, что в способе изготовления биметаллических переходников малого диаметра методом диффузионной сварки, при котором в отверстии наружной трубчатой заготовки нарезают резьбу, в отверстие вставляют внутреннюю заготовку в виде стержня, сборку помещают в вакуум и нагревают до температуры диффузионной сварки, после чего стержень пластически деформируют путем сжатия его по торцам с обеспечением заполнения резьбовой канавки металлом стержня, сборку выдерживают при температуре диффузионной сварки до образования сварного соединения по резьбе, после чего сваренную заготовку охлаждают и изготавливают из нее переходник;
- в отверстии наружной трубчатой заготовки выполняют по крайней мере одну кольцевую проточку диаметром, превышающим наружный диаметр резьбы, которую заполняют металлом стержня с обеспечением диффузионной сварки его по всей поверхности проточки;
- кроме того, диаметр кольцевой проточки выполняют с превышением наружного диаметра резьбы не менее чем на 0,1 мм.
- кроме того, кольцевую проточку выполняют шириной не менее двух шагов резьбы;
- кроме того, кольцевую проточку выполняют на расстоянии не менее 2 мм от любого края диффузионного сварного соединения в готовом переходнике.
Заявленный способ изготовления биметаллических переходников малого диаметра методом диффузионной сварки по резьбе обеспечивает получение вакуумно-плотных переходников без необходимости обязательного наличия в резьбе эвтектики или припоя, что позволяет длительно эксплуатировать такие переходники в коррозионно-активной среде активной зоны атомного реактора, а также в различных аппаратах химической промышленности, работающих с коррозионно-активными средами.
Получаемый по этому способу малогабаритный переходник обладает высокими прочностными характеристиками в осевом и радиальном направлениях, а выполнение на внутренней поверхности наружной втулки до нарезки резьбы одной или двух кольцевых канавок, которые в процессе диффузионной сварки заполняются металлом внутреннего стержня и диффузионно свариваются с металлом стенок канавок, все это вместе обеспечивает диффузионному сварному соединению высокую коррозионную стойкость в горячей воде и паре, а также гарантированную вакуумную плотность.
Для исключения возможности оставления после сварки в резьбовом соединении микроканала диаметр проточки выполняют чуть больше диаметра резьбы, чтобы после нарезки на дне кольцевой канавки не было следов от метчика. Ширина кольцевой канавки должна быть по длине более двух шагов резьбы, например, при шаге резьбы 0,75 мм или 1 мм ширина канавки должна составлять не менее 2 мм.
Нарезка в резьбовой втулке кольцевой канавки резцом не представляет технической трудности, т.к. длина резцовой державки в этом случае может быть не более 25-30 мм. При такой длине вылета даже тонкая (диаметром 5-7 мм) державка сохраняет достаточно высокую жесткость, которая позволяет проточить одну канавку в отверстии с одного торца наружной заготовки переходника, а при необходимости проточить вторую канавку, которую протачивают уже с другого торца на той же длине резцовой державки.
Пример осуществления способа
Изготавливали заготовку для малогабаритного переходника цирконий - сталь ОХ18Н10Т, предназначенного для сварки трубочки из циркониевого сплава 125, диаметром 8•1 мм с трубочкой, диаметром 8•1 мм из стали ОХ18Н10Т.
Заготовку в виде наружной резьбовой втулки с внутренней резьбой М10•1 мм изготовили длиной 82 мм.
Две кольцевые проточки в резьбе выполнили шириной 2,5 мм на расстоянии 30 мм от каждого торца резьбовой заготовки. Диаметр кольцевых проточек составил 10,2 мм. Диаметр резцовой державки с резцом составил 5,2 мм, что позволило выполнить кольцевые проточки на глубине 30 мм без заметного прогиба резцовой державки. После сборки заготовок, их диффузионной сварки и последующей механической обработки был получен переходник, показанный на чертеже. В сварном резьбовом соединении готового переходника кольцевые проточки выполнены по краям резьбового сварного соединения на расстоянии 2-3 мм от краев резьбового сварного соединения в готовом переходнике. Наличие двух кольцевых проточек, заполненных металлом внутренней втулки, который диффузионно сварен с металлом наружной резьбовой втулки, гарантированно обеспечивает переходнику вакуумную плотность без необходимости образования в сварном диффузионном соединении жидкой фазы, например, эвтектики цирконий - сталь.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАЛОГАБАРИТНЫЙ ПЕРЕХОДНИК ДЛЯ СВАРКИ РАЗНОРОДНЫХ ТРУБОК МАЛОГО ДИАМЕТРА | 2002 |
|
RU2219025C1 |
| СПОСОБ ПОДГОТОВКИ И СБОРКИ ПОД СВАРКУ ТОНКОСТЕННЫХ ТРУБЫ И БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА | 2006 |
|
RU2325982C1 |
| Способ диффузионной сварки разнородных материалов | 2023 |
|
RU2821984C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ | 2009 |
|
RU2402397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2001 |
|
RU2192340C1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ТИТАН-СТАЛЬ | 2002 |
|
RU2207236C1 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ С ТРУБАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1995 |
|
RU2085350C1 |
| Способ диффузионной сварки трубчатых переходников титан-нержавеющая сталь | 2024 |
|
RU2832989C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2301732C1 |
Изобретение относится к изготовлению малогабаритных трубчатых переходников из разнородных материалов методом диффузионной сварки в вакууме, а именно к способу изготовления малогабаритных трубчатых переходников цирконий - сталь, титан - сталь, алюминий - сталь и др., при котором диффузионную сварку трубчатых заготовок осуществляют по резьбе диаметром менее 14 мм. В отверстии наружной трубчатой заготовки выполняют по крайней мере одну кольцевую проточку диаметром, превышающим наружный диаметр резьбы, которую заполняют металлом стержня с обеспечением диффузионной сварки его по всей поверхности проточки. Ширина проточки не менее двух шагов резьбы. Получаемые этим способом малогабаритные переходники обладают вакуумной плотностью, даже в том случае, когда в резьбовой канавке остается винтовой микроканал. 3 з.п. ф-лы, 1 ил.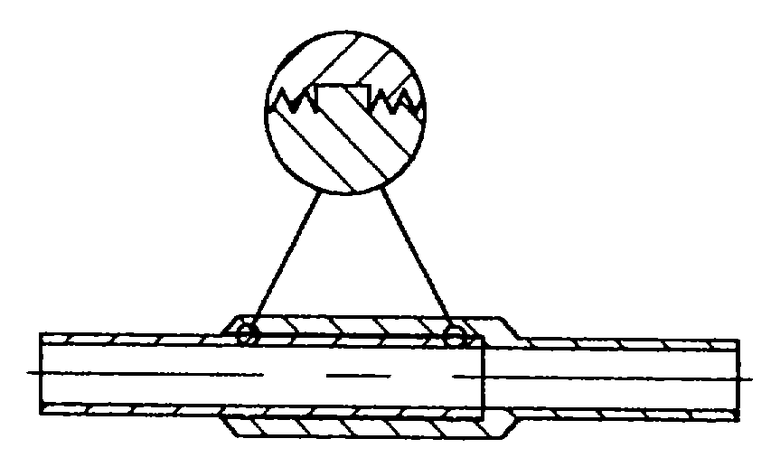
| Способ получения биметаллических труб диффузионной сваркой | 1978 |
|
SU706215A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПЕРЕХОДНИКА ИЗ ЦИРКОНИЕВОГО СПЛАВА И СТАЛИ | 1995 |
|
RU2085349C1 |
| Способ диффузионной сварки внахлестку труб | 1983 |
|
SU1166948A1 |
| Способ получения биметаллических труб диффузионной сваркой | 1987 |
|
SU1493425A1 |
| SU 1514532 А1, 15.10.1989 | |||
| ЕР 1167852, 02.01.2002. | |||

