Изобретение относится к сварке давлением с подогревом, в частности к диффузионной сварке, и может быть использовано для изготовления биметаллических труб в различных отрас- лях промьшшенности.
Цель изобретения - повьшение качества соединения при наружном плакировании.
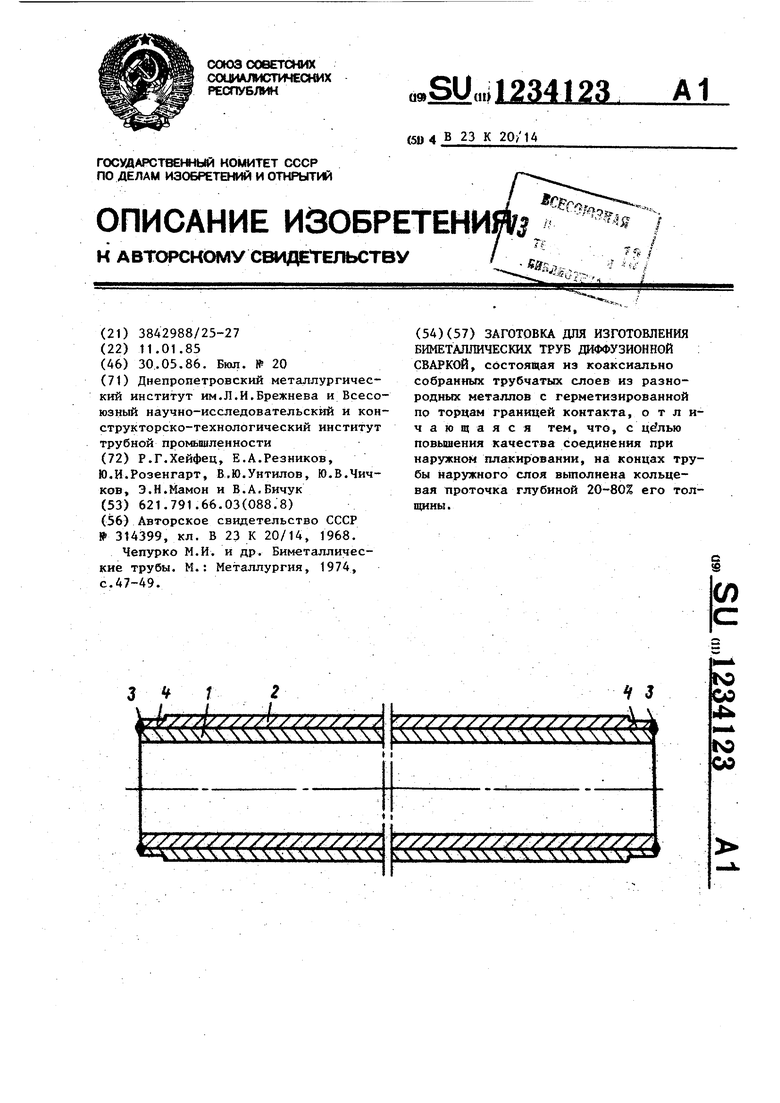
На чертеже показан эскиз заготовки
Коаксиально собранные трубчатые слои 1 и 2 из разнородных металлов герметизируют по торцам по границе контакта сварным швом 3. Предварительно на концах плакирующего слоя 2 вьшолняют кольцевые проточки 4, глубиной 20-80% ее толщины. Подготовленную заготовку нагревают до температуры диффузионной сварки, сдавливают И осуществляют изотермическую вьщер- жку, обеспечивая диффузионную сварку слоев.
Благодаря выполнению на концах трубы наружного слоя кольцевых проточек глубиной 20-80% его толщины, пос ледние пластически деформируются при удлинении наружного слоя в процессе нагрева заготовки, не нарушая контакта между слоями, чем обеспечивается повьаоение качества соединения слоев между собой.
При глубине проточки менее 20% толщины слоя, последний деформируетРедактор М.Недолзтеенко Заказ 2936/16
Составитель В.Петросян
Техред И.ГайДоШ Корректор И.Муска
Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
ся, принимая бочкообразную форму гри глубине проточки более 80% он надрывается, нарушая контакт слоев
Длину проточки подбирают расчетным путем исходя из равенства деформаций непроточенных и проточенных участков и сравнения осевых сил, возникающих при удлинении или укорочении
Пример. Изготавливали заготовку для диффузионной сварки биметалли- че Ькой трубы длиной 500 мм, состоя- .щей из наружного слоя из стали 08Х18Н10Т и внутреннего слоя из стали 10. Диаметр заготовки 56 мм, суммарная толщина стенки 6 мм, толщина плакирующего и наружного слоя 2 мм.
Предварительно на концах наружного плакирующего слоя выполняли кольцевые проточки глубиной О,7 мм и длиной 15 мм. Устанавливали слои один в другой и обваривали их торцы (зону контакта) герметичным швом.
Диффузионную сварку собранной заготовки осуществляли в расплаве стекла при 1050 °С, давлении ЮМПа и изо- . термической вьщержке 10 мин.Давление создавали через 4 мин после начала нагрева. После сварки заготовку извлекали.
Испытания показали повышение прочности соединения, которая составила 240 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| Способ получения биметаллических полых изделий диффузионной сваркой | 1989 |
|
SU1692790A1 |
| Способ изготовления биметаллических труб из стали,плакированноой медью или сплавами на ее осннове | 1983 |
|
SU1139595A1 |
| Способ изготовления биметаллических труб из стали, плакированной медью | 1989 |
|
SU1704987A1 |
| Заготовка биметаллической трубы | 1986 |
|
SU1329934A1 |
| СПОСОБ ПОДГОТОВКИ И СБОРКИ ПОД СВАРКУ ТОНКОСТЕННЫХ ТРУБЫ И БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА | 2006 |
|
RU2325982C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2173231C2 |
| Установка для получения биметаллических труб диффузионной сваркой | 1982 |
|
SU1006136A2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| Авторское свидетельство СССР 314399, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Чепурко М.И | |||
| и др | |||
| Биметаллические трубы | |||
| М.: Металлургия, 1974, с.47-49 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
