| название | год | авторы | номер документа |
|---|---|---|---|
| Способ запечатывания термопластичных пакетов | 1985 |
|
SU1330019A1 |
| Способ упаковывания пылящих продуктов в пакеты | 1989 |
|
SU1640017A1 |
| Устройство для запечатывания термопластичных пакетов | 1985 |
|
SU1316919A1 |
| Способ упаковывания пылящих продуктов в пакеты из термопластичного пленочного материала | 1985 |
|
SU1333614A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1983 |
|
SU1141007A1 |
| Способ сварки горловин пакетов из полимерных пленочных материалов | 1984 |
|
SU1219398A1 |
| Устройство для сварки термопластичных пленок | 1982 |
|
SU1073113A1 |
| Устройство для наполнения и запечатывания пакетов из термопластичной пленки порошкообразным продуктом | 1986 |
|
SU1391989A1 |
| Устройство для запечатывания мешков из термопластичного материала | 1989 |
|
SU1692897A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
Изобретение касается способа запечатывания пакетов из термопластичного материала и может быть использовано в различных отраслях промышленности. Цель изобретения - повышение качества запечатывания и снижение энергозатрат. Способ состоит в том, что перед наполнением пакета 1 продуктом 2 кромки 3 его горловины дважды загибают наружу пакета 1, каждый раз на 180°. Перед сваркой кромки 3 пакета 1 разгибают. Это позволяет снизить расход энергии на нагревателе и осуществить сварку по незапыленным сторонам пакета 1. 2 ил.
01 ГС
со
Фиг.
Изобретение относится к способам запечатывания заполненных продуктом горловин пакетов из термопластичной, например,полиэтиленовой пленки методом сварки и может быть использовап в упаковочных операниях в различных отраслях промын1ленности, в частности, при заполнении полиэтиленовых накетов древесной технологической щепой, когда неизбежно попадание на внутреннюю поверхность пакетов древесной пыли и влаги, что приводит к резкому снижению прочности сварного соединения.
Целью изобретения являются повыншние качества запечатывания и снижение энергозатрат.
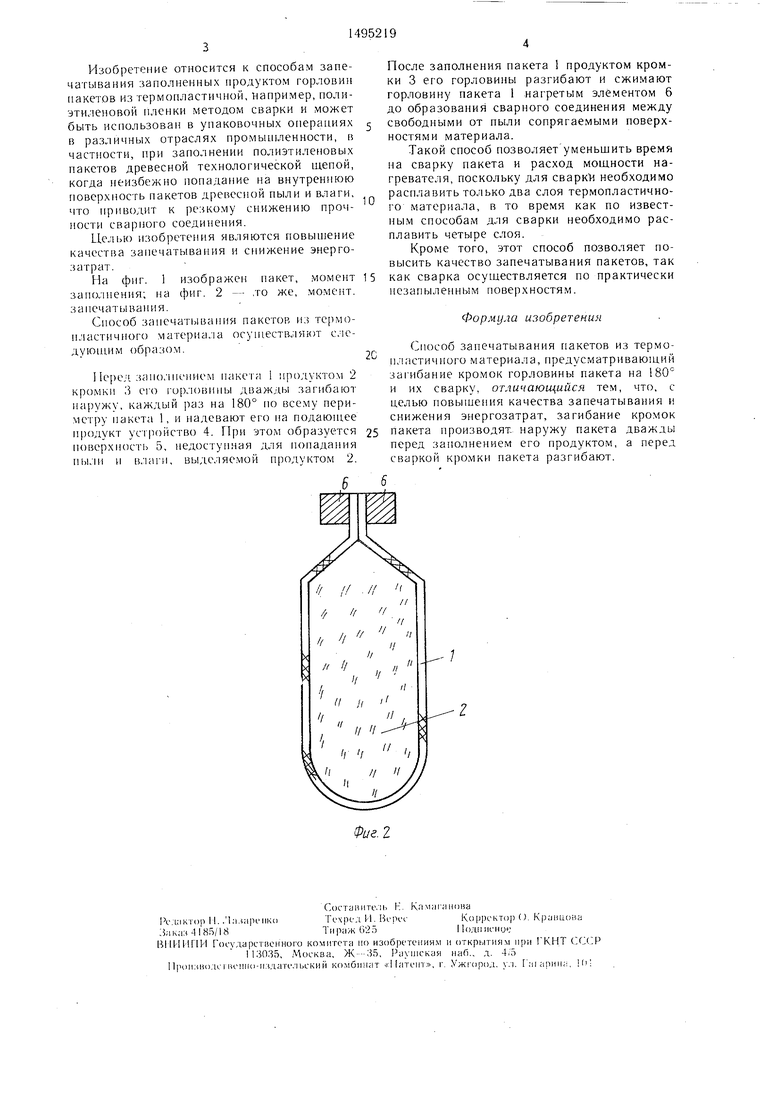
На фиг. 1 изображен пакет, .момент заполнения; на фиг. 2 - ,то же, момент. запечат1лвания.
Способ запечатывания пакетов из термо- нластичного материала осуи1ествлян)т следующим образом.
11е)ед заио.чпением пакета 1 продуктом 2 кромки ,} его 1 орловпны дважды загибают наружу, каждый раз на 180° по всему периметру пакета 1, и надевают его на подаюн1ее нродукт устройство 4. При этом образуется поверхпост1 5, недоступная для понадания пыли и в.лаги, выделяемой продуктом 2.
С
5
После заполнения пакета 1 продуктом кромки 3 его горловины разгибают и сжимают горловину пакета 1 нагретым элементом 6 до образования сварного соединения между свободными от пыли сопрягаемыми поверхностями материала.
Такой способ позволяет уменьшить время на сварку пакета и расход мощности нагревателя, поскольку для сварк и необходимо расплавить только два слоя термопластичного материала, в то время как по известным способам для сварки необходимо расплавить четыре слоя.
Кроме того, этот способ позволяет повысить качество запечатывания пакетов, так как сварка осуществляется по практически незапыленным поверхностям.
Формула изобретения
Способ запечатывания пакетов из термопластичного материала, предусматривающий загибание кромок горловины пакета на ISO и их сварку, отличающийся тем, что, с целью повыщения качества запечатывания и снижения энергозатрат, загибание кромок пакета производят, наружу пакета дважды перед заполнением его продуктом, а перед сваркой кромки пакета разгибают.
| Авторское свидетельство СССР № 1171355, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
