Изобретение относится к литейному производству, а именно к способам модифицирования чугуна путем вдувания в металлический расплав мелкогранулированного или мелкораздробленного модификатора.
Цель изобретения - сокращение расхода модификатора за счет снижения его непроизводительных потерь.
Согласно способу модифицирования чугуна преимущественно при заливке литейных форм посредством автоматических заливочных установок, заключающемуся в подаче порошкообразного модификатора газопорошковой струей в струю жидкого металла, газопорошковую струю направляют под углом 20-70 к оси струи жидкого металла с линейной Ькоростью 3-15 м/с.
Пример. Чугун с углеродным эквивалентом СЕ 3,70-3,75% (3,10- 3,15% С; 1,90-1,95% Si; 0,65- 0,70% Мп) и температурой 1400°С заливают в формы технологических клиновых проб (металлоемкостью 10 кг) через заливочный желоб, имеющий калиброванный сливной канал диаметром 16 мм с массовой скоростью 2,5 кг/с. Одновременно и синхронно с заливкой жидкого металла в струю на высоте 10-20 мм от места входы в заливочную воронку формы посредством газоструй ч
& с
Ј
31640174
ного аппарата (применяемого для очист(с 1
ки отливок песком или дробью) подают порошкообразный модификатор (ферросилиций с барием зернистостью 0,32- 1,0 мм.
Об эффективности предлагаемого и известного способов модифицирования чугуна судят по средней величине от бела четырех клиновых проб размером 100x50x20 мм, одновременно заливаемых в форму с металлической плитой, и расходу модификатора.
Скорость газопорошковой струи не измеряется (такой опыт имеется - с помощью скоростной киносъемки), а определяется расчетным путем по эмпирической формуле
V,
где
to JSjFAiaia. СК ТFc
С{ - коэффициент, учитывающий потери скорости, связанные с конструктивными параметрами струйного устройства, „ равен 0,5; расход сжатого возду20
25
ся в повышении величины отбела по клиновой пробе вследствие увеличени непроизводительных потерь модификатора, обусловленных скользящим соуд рением струй, невнедрением некоторо го количества частиц модификатора в (струю металла и попаданием их в заливочную воронку на зеркало металла окислением и ошлакованием. 1 При увеличении угла подачи газоп рошковой струи к оси струи жидкого металла более 70° (опыт 7) понижает ся модифицирующий эффект, выражающийся в повышении величины отбела клиновой пробы вследствие увеличени непроизводительных потерь модификатора, обусловленных более жестким соударением струй, отскоком некоторого количества частиц модификатора и их окислением.
При уменьшении линейной скорости газопорошкозой струи менее 3 м/с (опыт 8) снижается модифицирующий эффект, выражающийся в повышении величины отбела клиновой пробы из-за
еж.
ха, определяемый по 3/с;
т - О
расходомеру, м площадь сечения рабочего сопла, м Расход модификатора (массовая скорость подачи модификатора, г/с) задается и определяется соответствующей
30
увеличения непроизводительных потер модификатора, обусловленных невнедрением некоторого количества частиц в струю жидкого металла из-за малой их кинетической энергии, их окислением, ошлакованием и возгонкой тепловыми потоками.
Увеличение линейной скорости подачи газопорошковой струи более
настройкой дозатора, подающего порош- 35 м/с (опыт 9) хотя и обеспечивает
0
5
0
5
ся в повышении величины отбела по клиновой пробе вследствие увеличения непроизводительных потерь модификатора, обусловленных скользящим соударением струй, невнедрением некоторого количества частиц модификатора в (струю металла и попаданием их в заливочную воронку на зеркало металла, окислением и ошлакованием. 1 При увеличении угла подачи газопорошковой струи к оси струи жидкого металла более 70° (опыт 7) понижается модифицирующий эффект, выражающийся в повышении величины отбела клиновой пробы вследствие увеличения непроизводительных потерь модификатора, обусловленных более жестким соударением струй, отскоком некоторого количества частиц модификатора и их окислением.
При уменьшении линейной скорости газопорошкозой струи менее 3 м/с (опыт 8) снижается модифицирующий эффект, выражающийся в повышении величины отбела клиновой пробы из-за
увеличения непроизводительных потерь модификатора, обусловленных невнедрением некоторого количества частиц в струю жидкого металла из-за малой их кинетической энергии, их окислением, ошлакованием и возгонкой тепловыми потоками.
Увеличение линейной скорости подачи газопорошковой струи более
м/с (опыт 9) хотя и обеспечивает
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи модификатора в жидкий металл | 1989 |
|
SU1699706A1 |
| Способ получения модифицированного серого чугуна | 1983 |
|
SU1097680A1 |
| СПОСОБ ГРАФИТИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ СЕРОГО ЧУГУНА В ПРОЦЕССЕ ЗАПОЛНЕНИЯ ЛИТЕЙНЫХ ФОРМ ИЗ КОВША | 2012 |
|
RU2547069C2 |
| Способ получения смесевых модификаторов | 1989 |
|
SU1693109A1 |
| Устройство для модифицирования жидкого металла | 1981 |
|
SU986588A1 |
| Способ получения модифицированного серого чугуна | 1978 |
|
SU763473A1 |
| Модифицирующая смесь для чугуна | 1987 |
|
SU1497258A1 |
| СПОСОБ ГРАФИТИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ЧУГУНА | 2015 |
|
RU2620206C2 |
| Графитизирующий модификатор для обработки серого и высокопрочного чугуна | 1977 |
|
SU692857A1 |
| Способ модифицирования чугуна | 1988 |
|
SU1627562A1 |
Изобретение относится к литейному производству и может быть использовано в чугунолитейных цехах при заливке литейных форм посредством автоматических заливочных установок на базе индукционных печей. Цель изобретения - сокращение расхода модификатора за счет снижения его непроизводительных потерь. Способ включает подачу Порошкообразного модификатора газопорошковой струей в струю жидкого металла, при этом газопорошковую струю направляют под углом 20-70° к оси струи жидкого металла с линейной скоростью 3-15 м/с. Ввод газопорошковой струи в струю металла с указанными параметрами обеспечивает сокращение расхода модификатора на 16,7- 30,5%, уменьшение отбела клиновой пробы на 16,7-36,7% за счет изменения формы газопорошковой струи и условий ее контакта с металлом. 1 табл.
кообразный модификатор в камеру смешения устройства, и может быть изменяться в достаточно широких пределах в зависимости от массовой скорости заливки жидкого металла в форму (кг/с) и принятой по технологии дозы (процент от массы жидкого металла).
В качестве газа-носителя используют осушенный сжатый воздух.
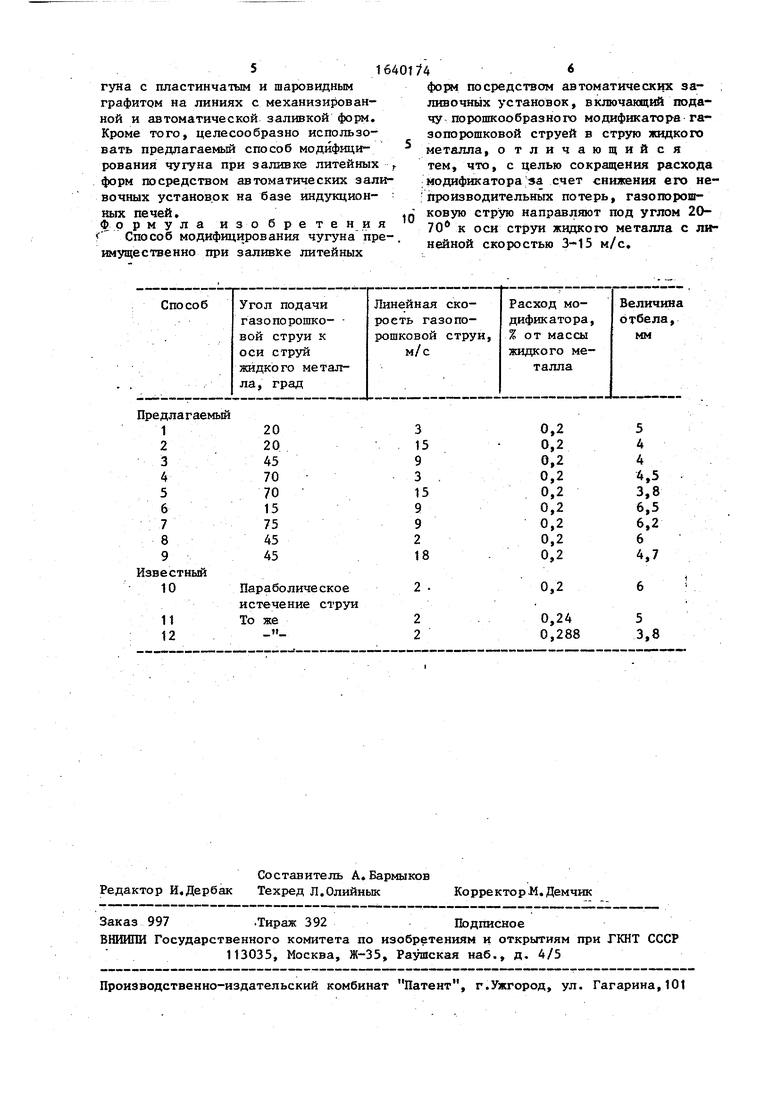
Результаты испытаний предлагаемого и известного способов модифицирования чугуна при различных режимах обработки приведены в таблице.
Наилучшие результаты модифицирования чугуна предлагаемым способом достигнуты при подаче газопорошковой струи под углом 20-70° к оси жидкого металла с линейной скоростью 3-15 м/с (опыты 1-5).
При уменьшении угла подачи газо порошковой струи к оси струи жидкого металла менее 20° (опыт 6) понижается модифицирующий эффект, выражающий
-
0
5
0
5
сокращение непроизводительных потерь модификатора, нерационально и экономически нецелесообразно, так как оно ведет к повышению расхода газа-энергоносителя и к понижению качества отливок вследствие частичного разрушения струи жидкого металла возрастающей кинетической энергией газопорошковой струи, окисления и заметного снижения температурь расплава.
Таким образом, из приведенных в таблице данных следует, что предлагаемый способ модифицирования чугуна по сравнению с известным обеспечивает повышение модифицирующего эффекта, выражающегося в снижении величины отбела клиновой пробы на 16,7- 36,7% и сокращении расхода модификатора на 16,7-30,5%.
Предлагаемый способ модифицирования чугуна может быть использо- лан при производстве отливок из чу516401
гуна с пластинчатым и шаровидным графитом на линиях с механизированной и автоматической заливкой форм. Кроме того, целесообразно использовать предлагаемый способ модифици- 5 рования чугуна при заливке литейных г форм посредством автоматических заливочных установок на базе индукционных печей.
Формула изобретения Способ модифицирования чугуна пре-. имущественно при заливке литейных
10
1
74
форм посредством автоматических заливочных установок, включающий подачу порошкообразного модификаторе газопорошковой струей в струю жидкого металла, отличающийся тем, что, с целью сокращения расхода модификатора за счет снижения его не производительных потерь, газопорошковую струю направляют под углом 20- 70е к оси струи жидкого металла с линейной скоростью 3-15 м/с.
| Способ получения бис(гидроксиалкил)тетраорганодисилоксанов | 1967 |
|
SU251577A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Повышение качества чугунных отливок модифицированием | |||
| Обзор | |||
| - М.: НИИмаш, 1982, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
