(54) ГРАФИТИ5ИРУЮЩИЯ МОДИФИКАТОР ДЛЯ ОБРАБОТКИ СЕРОГО И ВЫСОКОПРОЧНОГО ЧУГУНА

| название | год | авторы | номер документа |
|---|---|---|---|
| Брикет для модифицирования чугуна | 1983 |
|
SU1109442A1 |
| Способ получения чугуна с шаровид-НыМ гРАфиТОМ | 1979 |
|
SU836119A1 |
| СПОСОБ ГРАФИТИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ЧУГУНА | 2015 |
|
RU2620206C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА | 2013 |
|
RU2541250C1 |
| Чугун с вермикулярным графитом | 1986 |
|
SU1337434A1 |
| МОДИФИЦИРУЮЩАЯ СМЕСЬ | 2002 |
|
RU2226554C1 |
| Способ получения смесевых модификаторов | 1989 |
|
SU1693109A1 |
| СОСТАВ ДЛЯ МОДИФИЦИРОВАНИЯ И РАФИНИРОВАНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ И ЦВЕТНЫХ СПЛАВОВ (ВАРИАНТЫ) | 2012 |
|
RU2502808C1 |
| СПОСОБ ПРОИЗВОДСТВА СПЕЦИАЛЬНЫХ ЧУГУНОВ | 2000 |
|
RU2162110C1 |
| Смесь для модифицирования серого чугуна | 1985 |
|
SU1320253A1 |
Изобретение относится к мёталлур гичзскому производству пресс-порсэшт ков, ферросплавов, и лигатур, а име но к изготовлению модификаторов в ,виде компрзятнах вкладышей кпя графитизируювдего модифицирования жидкого чугуна, преимуществейНо э лите ных формах. Известны графитизируюгцне мoднф Iкаторы-вклсшыши, изгбтовленйие из 75%-ного ферросилиция с присадкой кальция, раздробленного на Зёрна размером 0,2-1,0 мг, на натриевсэм жкдкам стекле 1. ЛедосТатком этого модификатора является низкий эффект модифицирования, неуловлетворЯющий литейное производство. . Известен также графитизирующий модификатор, содержащий 95% 75%-нрго Ф-эрросиллцил с присадкамя 1,010,0% Zr, 1,0-15,0%, Ва или 0,51,0% Sr (от массы ферросилиция), раздробленного на зерна размером 1,5-3,0 мм, и 5,0% жидкого стекла Эти модификаторы имеют малый уде .ный вес, обладают низкой графитизярую,щей способностью, плохо, смачиваются жидким чугуном, разрушаютс непалнбстью (на 50-60%) и неравномерно растворяются . в обрабатываемом чугуне и псплываот вверх в застойные зоны, литниковой системы формы, а также частиг но попадают, если не принять специальных мер, в рабочие полорти формы, т.е. имеют низкий эффект модифицирования, что требует повышенного их расхода. ЦЭ.льго данного Изобретения яёляется увеличение графйтизирующей способности. Обеспечение равномерного растворения и повышенной усвояемости исдиФи кат ора в процессе заливки лятейной формы. Для достижения указанной цели графитизирующий модификатор-вкладыш дополнительно содержит графит марки ,СКК дисперсностью до 250 мкм, а в качестве связующего-использована ;оловяннЬ-фо&фористая бронза при следуюлем соотношениии компонентов, вес.%: 75%-ныЯ ферросилиций фракцией 0,4-3,0 мм 61-66 Стронций фракцией 0,4-3,0 мм0,4-2,0 Графит марки CKIC дисперсностью до 250 мкм8-12
Бронза оловянно-фосфористаяОстальное
Высокое графитизируюа1ее, действие модификатора достигается за счет введения в его состав тонкодисперсного графита СКК и оловянно-фосфористой бронзы.
Вводят в состав модификатора марки СКК диспресностью до 250 мкм в заданных количествах повЬлпает графитйэирующую способность модификатора и длительность модифицирующего эффекта благодаря тому, что мельчайшие частицы графита являются в обрабатываемом чугуне готовыми естественными центрами графитизации, которые при примененяемых температурах заливаемого чугуна не исчезают с течением времени.
ПримененИ|Э графита с размером частиц более 250 мкм не эффективно, так как чем крупнее частички графита, тем меньше естественных центров графитизации в чугуне и тем резче они ослабляют металлическую матрицу чугуна, понижая механические свойства чугуна.
Ввод оловянно-фосфористой бронзы; также способствует повышению графйтиэирующей способности модификатора,так как она содержит медь, олово и фосфор, являющиеся графитизирующими химическими элементами.
Равномерное растворение и усвоение модификатора достигается за счет использования в качестве связующего определенных количеств оловяно-фосфористой бронзы, имеющей температуру плавления ru935°c. В таблице предсталены составы описываемого и для сравнения известного модификаторов и результаты испытаний.
63 64 58 59 61 59 61 64 65
1 2 3 4 5 б 7 8 9
Модификаторы в виде вклад дией включали дробленный 75%-ный ферросилиций зернами 0,4-3,0 мм, стронций марки СтМ-2 зернами 0,4-3,0 мм, тонкодиспергированный графит марки СКК и аповяно-фосфористую бронзу Оф lO-i,
Модификаторы-вкладыши изготавливали следующим образом.
Сначала в плавильном агрегате плавили серийно выпускаемый ферросилиций ФС 75 и в полученный расплав вводили стронций СтМ-2 в количестве 0,42,0% ОТ-массы расплава. Затем расплав стронциевого ферросилиция зат ливали в металлические изложницы. После затвердевания и охлаждения ферросилиций, содержаший 0,4-2,0% стронция, дробили на зерна размером 0,43,0 мм. Зерна стронциевого ферросилиция, мельче 0,4 мм и крупнее 3,0 мм, отсеивали.
Затем в плавильном агрегате расплаляли оловянно-фосфористую бронзу ОФ 10-1.В этот расплав перед заливкой вводили тонкодиспегированный графит СКК,получая при этом смесь расплава бронзы со взвешенными на нем мельчайшими частичками графита (т.е.металлосуспензию).
Параллельно готовили дозы раздробленного ферросилиция со стронцием, которые помещаши в металлические формы-изложницы, имеющие рабочие полости в виде цилиндров диаметром 6,65 мм, высотой 8 мм и прямоугольные призмз размером 15x15x8 мм.
Заливку суспензионной смеси расплава бронзы (металлосуспензии) в формы осуществляли при температуре 1030 1050°С.
Таблиц а
8,5
5,0 4,0 8,7 3,5 8,2 8,5 3,0 3,0 9,3 3,7 8,0 3,2 8,4 3,4
9,1
9,8 3,2
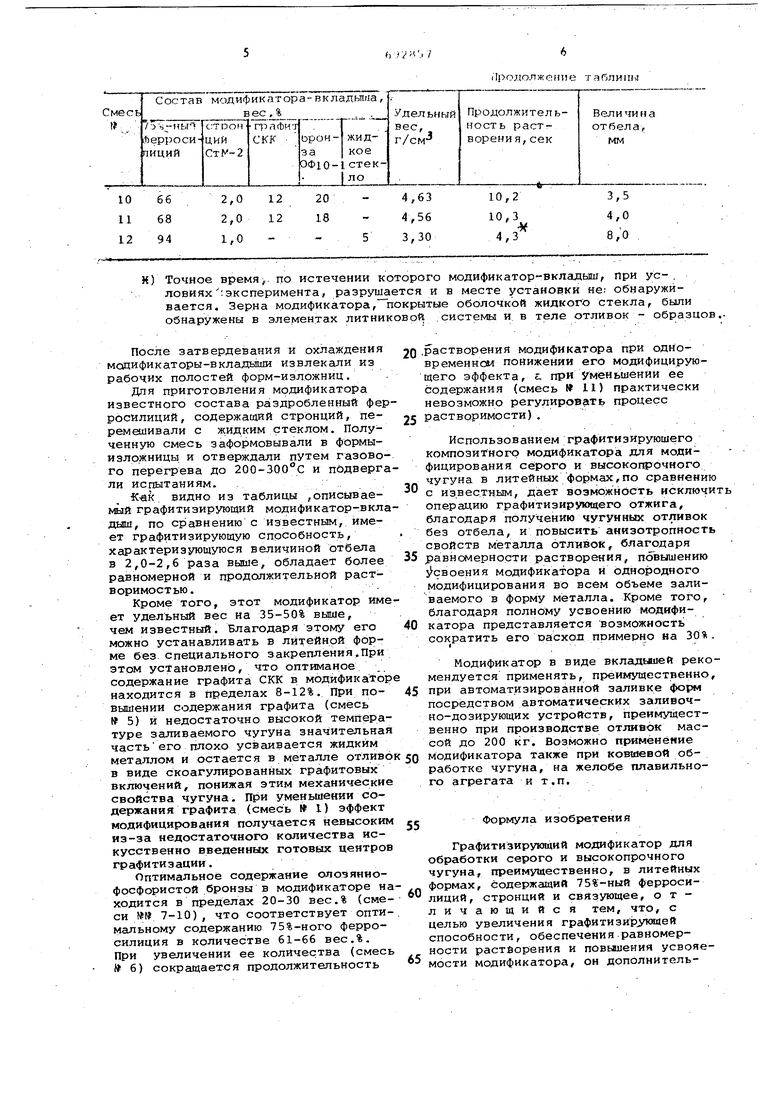
К) Точное время;,, по истечении которого модификатор-вкладыш, при ус-. ловиях:эксперимента, разрушается и в месте установки не; обнаруживается. Зерна модификатора, покрытые оболочкой жидкого стекла, были обнаружены в элементах литниковой системы и в теле отливок - образцов.
После затвердевания и охлаждения модификаторы-вкладыши извлекали из рабочих полостей форм-изложниц.
Для приготовления модификатора Известного состава раздробленный ферросилиций, содержащий стронций, перемешивали с 5КИДКИМ стеклом. Полученную смесь заформовывали в формыизложницы и отверждали путем газового перегрева до 20О-300°С и подвергали испытаниям.
К-ак видно из таблицы ,описываемый графитизирующий модификатор-вкладьаш, по сравнению с известным, имеет графитизирующую способность, характеризующуюся величиной отбела в 2,0-2,6 раза выше, обладает более равномерной и продолжительной растворимостью.
Кроме того, этот модификатор имеет удельный вес на 35-50% выше, чем известный. Благодаря этому его можно устанавливать в литейной форме без Специального закрепления.При этом установлено, что оптиманое содержание графита СКК в модификатор находится в пределах 8-12%. При повышении содержания графита (смесь 5) и недостаточно высокой температуре заливаемого чугуна значительная частьего плохо усваивается жидким металлом и остается в металле отливо в виде скоагулированных графитовых включений, понижая этим механические свойства чугуна. При уменьшении содержания графита (смесь № I) эффект модифицирования получается невысоким из-за недостаточного количества искусственно введенных готовых центров графитизации.
Оптимальное содержание олозяннофосфористой бронзы в модификаторе находится в пределах 20-30 вес.% (смеси № 7-10), что соответствует оптимальному содержанию 75%-ного ферросилиция в количестве 61-66 вес.%. При увеличении ее количества (смесь 6) сокращается продолжительность
.растворения модификатора при одно20временном понижении его модифицирующего эффекта, г. при Уменьшении ее содержания (смесь № 11) практически невозможно регулиррвг ть процесс растворимости).
25
Использованием графитизируюшего композитного модификатора для модифицирования серого и высокопрочного чугуна в литейных формах,по сравнени
30 с известным, дает возможность исключ операцию графитизирукицего отжига, благодаря получению чугунных отливок без отбела, и повысить анизотропност свойств металла отливок, благодаря
35 равномерности растворения, повышению 5 своения модификатора и Однородного модифицирования во всем объеме заливаемого в форму металла. Кроме того, благодаря полному усвоению модифи40катора представляется возможность сократить его расход примерно на 30%
Модификатор в виде вкладыией рекомендуется применять, преимущественно при автоматизированной заливке форм
45 посредством автоматических заливочно-дозирующих устройств, преимущественно при производстве отливок массой до 200 кг. Возможно применение модификатора также при ковшевой об50работке чугуна, на желобе плавильного агрегата и т,п.
Формула изобретения
55
Графитизирующий модификатор для обработки серого и высокопрочного чугуна, преимущественно, в литейных формах, содержащий 75%-ный ферроси60лиций, стронций и связующее, отличающийся тем, что, с Целью увеличения графитизирующей способности, обеспечения равномерности растйорения и повьиения усвояе65мости модификатора, он дополнитель.., - . ffjr----г
:
7692857g
но содержит графит.марки СКК писперс- дисперсностью до
ностью до 250 мкм, а в качестве связу- 250 мм8-12
ющего содержит ойовянно-фосфорйстую Бронзаоловянно--4 осбронзу при след1 ю1цем соотношении ком- фористаяОстальное
донентов, .Источники информации,
75%-ный ферросилиций5принятие во внимание при экспертизе
фракций 0,4-3,0 мм 61-661. Патент США 3851700,
Стронций фракциейкл. 164-57, 1974. 0,4-3,0 мм 0,4-2,0 2. Патент Франции №. 224266,
Графит марки СККкл. С 21 С 1/08, 1975,
