Изобретение относится к порошковой металлургии, в частности к производству фильтрующих элементов из металлических порошков.
Цель изобретения - повышение проницаемости, тонкости фильтрации и ресурса работы бронзового фильтра.
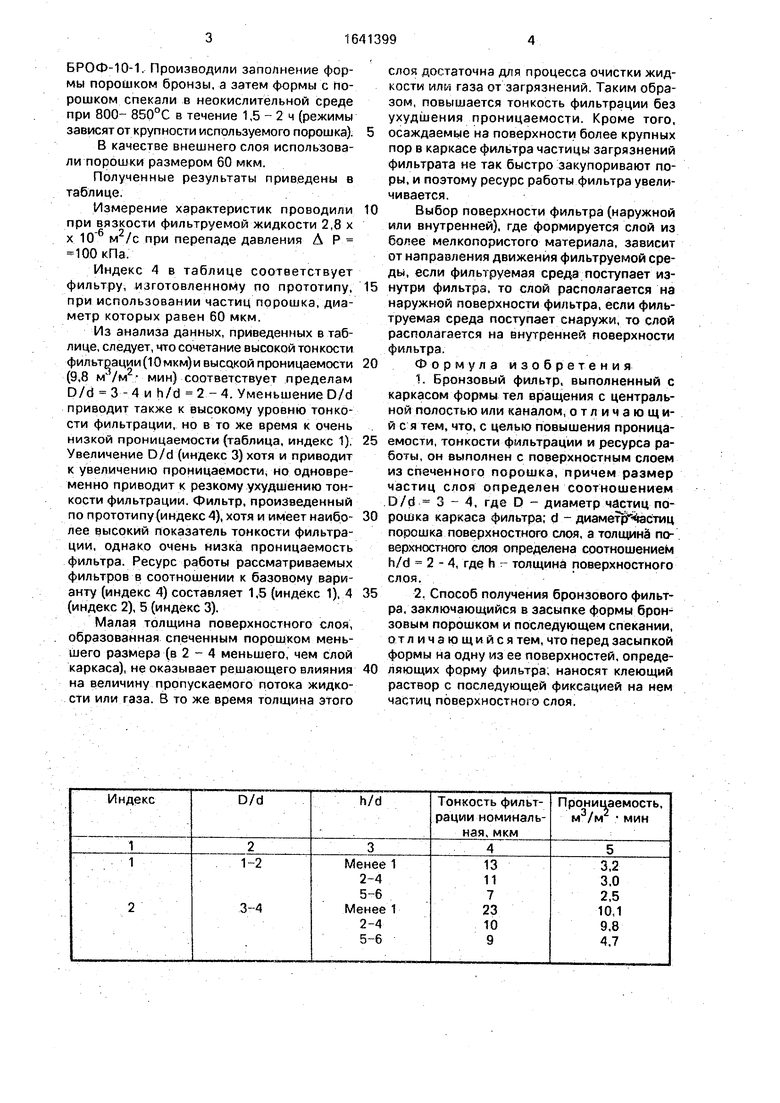
На фиг,1 представлена схема бронзового фильтра с нанесенным слоем из мелких частиц на его внутреннюю поверхность; на фиг.2 - то же, с вьшасенным на его внешнюю поверхность слоем из мелких частиц.
Фильтр состоит из каркаса 1, выпопнен- ного из круглы/, частиц, и поверхностного
слоя 2 из более мелких частиц, которой ;«й носится на внутреннюю или внешнюю по верхность в зависимости оч наг -;вленич; движения фильтруемом среды
Способ получения бронзового фильтра включает следующее операция нанесение клеющего раствора на поверхность фирмы, заполнение пологти формы мелким порошком, фиксзция слоя порошка на клеющем растворе, заполнение форм0| крупным порошком, спекание фильтра.
Для производства бронзовых фильтров использовали порошки бронзы состава
БРОФ-10-1. Производили заполнение формы порошком бронзы, а затем формы с порошком спекали в неокислительной среде при 800- 850°С в течение 1,5-2 ч (режимы зависят от крупности используемого порошка).
В качестве внешнего слоя использовали порошки размером 60 мкм.
Полученные результаты приведены в таблице.
Измерение характеристик проводили при вязкости фильтруемой жидкости 2,8 х х м2/с при перепаде давления Д Р 100 кПа.
Индекс 4 в таблице соответствует фильтру, изготовленному по прототипу, при использовании частиц порошка, диаметр которых равен 60 мкм.
Из анализа данных, приведенных в таблице, следует, что сочетание высокой тонкости фильтрации (10мкм)и высокой проницаемости (9,8 м /м мин) соответствует пределам D/d 3 - 4 и h/d 2 - 4. Уменьшение D/d приводит также к высокому уровню тонкости фильтрации, но в то же время к очень низкой проницаемости (таблица, индекс 1). Увеличение D/d (индекс 3) хотя и приводит к увеличению проницаемости, но одновременно приводит к резкому ухудшению тонкости фильтрации, фильтр, произведенный по прототипу (индекс 4), хотя и имеет наибо- лее высокий показатель тонкости фильтрации, однако очень низка проницаемость фильтра. Ресурс работы рассматриваемых фильтров в соотношении к базовому варианту (индекс 4) составляет 1,5 (индекс 1), 4 (индекс 2), 5 (индекс 3).
Малая толщина поверхностного слоя, образованная спеченным порошком меньшего размера (в 2 - 4 меньшего, чем слой каркаса), не оказывает решающего влияния на величину пропускаемого потока жидкости или газа. В то же время толщина этого
слоя достаточна для процесса очистки жидкости или газа от загрязнений. Таким образом, повышается тонкость фильтрации без ухудшения проницаемости. Кроме того, осаждаемые на поверхности более крупных пор в каркасе фильтра частицы загрязнений фильтрата не так быстро закупоривают поры, и поэтому ресурс работы фильтра увеличивается.
Выбор поверхности фильтра (наружной или внутренней), где формируется слой из более мелкопористого материала, зависит от направления движения фильтруемой среды, если фильтруемая среда поступает изнутри фильтра, то слой располагается на наружной поверхности фильтра, если фильтруемая среда поступает снаружи, то слой располагается на внутренней поверхности фильтра.
Формула изобретения
1.Бронзовый фильтр, выполненный с каркасом формы тел вращения с центральной полостью или каналом, отличающийся тем, что, с целью повышения проницаемости, тонкости фильтрации и ресурса работы, он выполнен с поверхностным слоем из спеченного порошка, причем размер частиц слоя определен соотношением D/d 3 - 4, где D - диаметр частиц порошка каркаса фильтра; d - диаметр - астиц порошка поверхностного слоя, а толщине поверхностного слоя определена соотношением h/d 2-4, где h - толщина поверхностного слоя.
2.Способ получения бронзового фильтра, заключающийся в засыпке формы бронзовым порошком и последующем спекании, отличающийся тем, что перед засыпкой формы на одну из ее поверхностей, определяющих форму фильтра, наносят клеющий раствор с последующей фиксацией на нем частиц поверхностного слоя.
Продолжение таблицы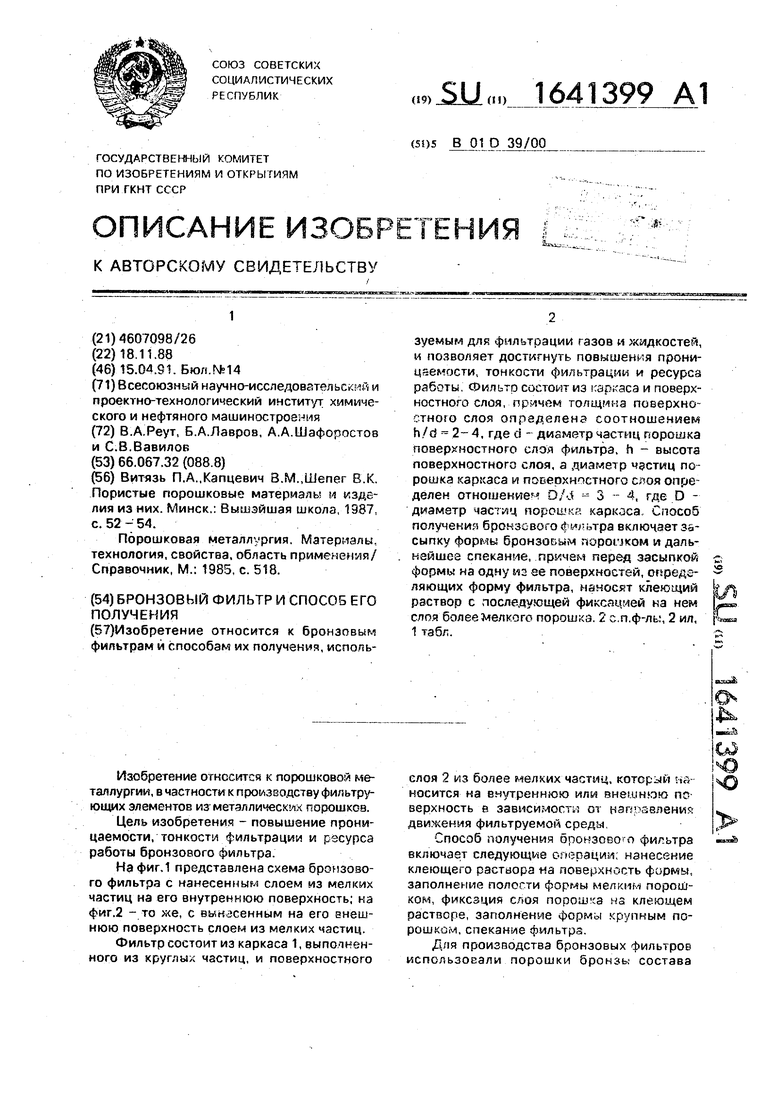
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНОГО МНОГОСЛОЙНОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА И ФИЛЬТРОЭЛЕМЕНТ | 2006 |
|
RU2333782C2 |
| Способ изготовления спеченных пористых изделий | 1981 |
|
SU1014657A1 |
| ФИЛЬТР | 1993 |
|
RU2070418C1 |
| Способ изготовления спеченных пористых изделий | 1985 |
|
SU1256857A1 |
| СЛОИСТЫЙ ПОРИСТЫЙ МАТЕРИАЛ | 1992 |
|
RU2038217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ ПОРОШКОВ ФТОРОПЛАСТА Ф-4 | 1992 |
|
RU2024403C1 |
| Способ изготовления спеченного фильтра | 1982 |
|
SU1156856A1 |
| Способ изготовления спеченных пористых изделий | 1977 |
|
SU949918A1 |
| Способ изготовления спеченных пористых изделий | 1989 |
|
SU1685603A1 |
| Способ получения пористых материалов повышенной прочности из порошка бронзы | 2024 |
|
RU2833539C1 |
Изобретение относится к бронзовым фильтрам и способам их получения, используемым дли фильтрации газов и жидкостей, и позволяет достигнуть повышения проницаемости, тонкости фильтрации и ресурса работы Фильто состоит из гэрь асэ и поверхностного слоя, причем толщина поверхностного слоя определена соотношением h/d - 2-4, где d - диаметр частиц порошка поверхностного слоя фильтра, h - высота поверхностного слоя, а диаметр частиц порошка каркаса и повеохипстного слоя определен отношение D/-J -3-4, где D - диаметр частиц порощка каркаса Способ получения бронзсвого и ильтра включает засыпку формы бронзоьым nopoi JKOM vt дальнейшее спекание, причем перед засыпкой формы на одну из ее поверхностей, определяющих форму фильтра, наносят клеющий раствор с последующей фиксацией на нем слоя более Мелкого порошка. 2 с п.ф-лы, 2 ил, 1 табл.
Фиг./
9иг.г
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Пористые порошковые материалы и кзде- лия из них | |||
| Минск.: Вышэйшая школа, 1987 с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Порошковая металлургия | |||
| Материалы | |||
| технология, свойства, область применения/ Справочник, М.: 1985, с | |||
| Способ и машина для приготовления в один прием линованной с обеих сторон вдоль и поперек бумаги | 1925 |
|
SU518A1 |
