1
(21)4722293/02
(22) 24.07.89
(46) 23.10.91. Бюл. №39
(71)Белорусское республиканское научно- производственное объединение порошковой металлургии
(72)П, А. Витязь, В. М. Капцевич. А. А. Гуре- вич, Р. А. Кусин, У. А, Арсланов и М. Каршиев (53)721.762.8(088.8)
(56) Авторское свидетельство СССР №411958, кл. В 22 F3/10, 1974.
Авторское свидетельство СССР N 772718. кл. В 22 F 3/10, 1978. (54) СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ
(57) Изобретение относится к порошковой металлургии, в частности к способам изготовления спеченных пористых изделий, применяемых в качестве фильтрующих зла- ментов с переменной по сечению пористостью. Целью изобретения является повышение проницаемости при сохранении зада иной тон кости фильтрации. Способ включает пропитку заготовки термопластичным полимером, охлаждение до температур ы (0,3... 0,7) Т. пл. (температура плавления полимера), деформирование при соблюдении соотношения 0,5 t(-Q- - Кн
1
RK
) 0,7, и нагрев до температуры (1,8...2,0) Т. пл. 2 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения пористых спеченных изделий | 1984 |
|
SU1184607A1 |
| Способ изготовления спеченных пористых изделий | 1978 |
|
SU772718A1 |
| Способ изготовления спеченного фильтра | 1982 |
|
SU1156856A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРИСТЫХ МАТЕРИАЛОВ ИСКУССТВЕННОГО И ЕСТЕСТВЕННОГО ПРОИСХОЖДЕНИЯ С ПОМОЩЬЮ ХОЛОДНОГО ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ | 2009 |
|
RU2413593C2 |
| Способ изготовления спеченных изделий с внутренней резьбовой поверхностью | 1986 |
|
SU1397180A1 |
| Способ пропитки пористых изделий | 1989 |
|
SU1713741A1 |
| Способ получения изделий из порошковых конструкционных сталей | 1990 |
|
SU1740108A1 |
| Способ получения порошковых фильтров | 1985 |
|
SU1458079A1 |
| Способ изготовления спеченных пористых изделий | 1981 |
|
SU1014657A1 |
| Способ изготовления спеченных пористых изделий | 1978 |
|
SU716709A1 |
Изобретение относится к порошковой металлургии, в частности к способам изготовления спеченных пористых изделий, и может быть использовано для получения фильтрующих элементов с переменной по сечению пористостью.
Целью изобретения является повышение проницаемости при заданной тонкости фильтрации.
Способ включает пропитку заготовки термопластичным полимером, охлаждение до температуры (0,3-0,7) Т. пл. (температура плавления полимера), деформирование при соблюдении соотношения
1
1
0.()0.7.
где t - толщина заготовки, мм;
RH - начальный радиус кривизны заготовки, мм;
овой изгой, и ения й по
ышеости
овки ение тура при
(D
загоRK - радиус оправки, мм, и нагрев до температуры (1,8-2.0) Т. пл.
Пример 1. Заготовку формуют любым известным способом из металлического порошка, спекают в виде пластины тотщичой 5 мм, пропитывают расплавом полиэтилена высокого давле нил под вакуумом при 125- 135°С, охлаждают до 60-70°С и подвергают пластическому изгибу в соответствии с табл. 1. Затем нагревают до 225-250°С до полного выгорания полимера.
Параметры изгиба и свойства образцов приведены в табл. 1.
Пример 2. Заготовку формуют из порошка бронзы с размером частиц (-0,4)-(+0,315) мм путем спекания в соответствии свободной засыпки в виде пластины толщиной 5 мм. После этого заготовку пропитывают расплавом полиэтилена вы- ского давления при 125-135°L. охлаждают
сл
с
о
00
ел о о со
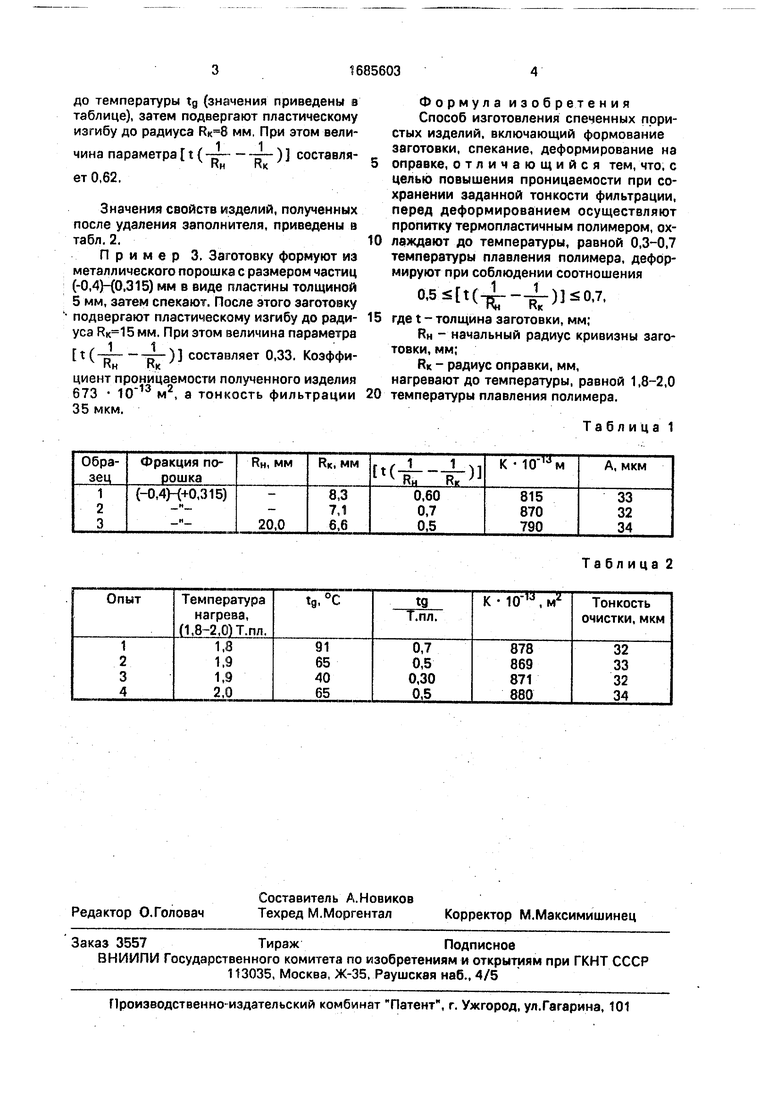
до температуры tg (значения приведены в таблице), затем подвергают пластическому изгибу до радиуса мм. При этом величина параметра t ( ет 0,62.
) составляКнКк
Значения свойств изделий, полученных после удаления заполнителя, приведены в табл. 2.
Пример 3. Заготовку формуют из металлического порошка с размером частиц (-0.4Н0.315) мм в виде пластины толщиной 5 мм, затем спекают. После этого заготовку подвергают пластическому изгибу до радиуса мм. При этом величина параметра
t ( ) составляет 0,33. Коэффи н к
циент проницаемости полученного изделия
673
35 мкм.
м2, а тонкость фильтрации
Формула изобретения Способ изготовления спеченных пористых изделий, включающий формование заготовки, спекание, деформирование на оправке, отличающийся тем, что, с целью повышения проницаемости при сохранении заданной тонкости фильтрации, перед деформированием осуществляют пропитку термопластичным полимером, ох- лаждают до температуры, равной 0,3-0,7 температуры плавления полимера, деформируют при соблюдении соотношения
(-кгнйг)
где t - толщина заготовки, мм;
RH - начальный радиус кривизны заготовки, мм;
RK - радиус оправки, мм, нагревают до температуры, равной 1,8-2,0 температуры плавления полимера.
Таблица 1
Таблица 2
